
Метод пригонкиСущность метода пригонки заключается в том, что требуемая точность замыкающего звена достигается изменением величины одного из составляющих звеньев путём слоя с него слоя металла. При использовании метода пригонки на все составляющие звенья РЦ устанавливаются экономически достижимые в данных производственных условиях допуски. В соответствии с этим допуск замыкающего звена также окажется увеличенным, т.к.
где, ТА0 – допуск замыкающего звена, заданный конструктором. Следовательно, для достижения требуемой точности замыкающего звена, характеризуемой допуском ТА0, необходимо удалить из РЦ получающуюся лишнюю величину отклонения, которая получила название «величины компенсации». Разность 1. Компенсирующим не может быть общее звено нескольких параллельно связанных РЦ, иначе при достижении точности в одной их них, в другой достигнутая точность нарушается. 2. Компенсатором должна быть деталь, с которой наиболее просто и с наименьшими затратами может быть удалён необходимый для пригонки слой материала. Обычно при использовании пригонки в конструкцию машины вводят специальную деталь в виде проставочного кольца, прокладки или другой подобной простой детали. Чтобы при всех обстоятельствах обеспечить осуществление пригонки за счёт выбранного компенсатора, необходимо: 1. Установить экономичные в данных производственных условиях величины полей допусков и координаты середин полей допусков на все составляющие звенья. 2. Расположить середину поля допуска выбранного компенсирующего звена относительно его номинала так, чтобы обеспечить на детали, играющей роль компенсирующего звена, минимально необходимый слой материала (припуск на пригонку), достаточный для компенсации максимально возможной погрешности в РЦ (другими словами, максимальной величины компенсации 3. Не допускать при обработке погрешностей, выходящих за пределы установленных допусков. Несоблюдение хотя бы одно из этих трёх условий приводит к случайному выбору компенсирующего звена и в связи с этим к увеличению трудоёмкости, продолжительности пригоночных работ, а нередко и к снижению качества. Для соблюдения второго условия при расчётах и установления экономичных допусков необходимо вносить дополнительную поправку к значению координаты середины поля допуска компенсирующего звена. Для определения величины поправки рассмотрим следующую схему (рис. 5.19), из которой видно, что при сборке изделий из деталей замыкающее звено может попасть в одну из трёх зон поля допуска ТА0, обозначенных римскими цифрами I, II, III. Это означает, что в зоне I расположены изделия, в которых требуемый размер меньше допустимого, в зоне II расположены годные изделия и в зоне III – изделия с размерами больше допустимого значения. Для изделий из зоны I размер можно увеличить, снимая материал
Или после замены разности
Рис. 5.19. Схема определения поправки в координату середины поля допуска компенсирующего звена.
Вычисленную поправку вносят в координату середины поля допуска компенсирующего звена. В результате поле допуска
где ξ К – передаточное отношение компенсирующего звена. Знак “ - “ перед первым членом формулы берётся, когда поправка Знак “ + “ берётся, когда поправка Таким образом, для обеспечения пригонки необходимо расположить поле допуска компенсирующего звена относительно его номинального значения так, чтобы обеспечить на компенсирующем звене достаточный слой материала (припуск на пригонку). Расположение поле допуска будет зависеть от передаточного отношения компенсирующего звена (увеличивающее, или уменьшающее) и направленности изменения размера компенсатора при пригонке (увеличивается ли размер или уменьшается). Подводя итоги, отметим, что основным достоинством метода пригонки является то, что на любой РЦ можно достичь очень высокую точность на замыкающем звене при расширенных экономичных для данного производства допусках на составляющие звенья. Однако, это достоинство сопровождается несколькими недостатками, которые ограничивают область применения метода: 1. Необходимость выполнения добавочных работ, связанных с пригонкой компенсирующих деталей или их изготовлением «по месту», причём в подавляющем большинстве случаев эти работы выполняются вручную. Пригоночные работы слагаются из двух операций: проверки погрешности расстояний, поворотов и т.д. на замыкающем звене и удаления лишних погрешностей снятием слоя материала с компенсирующего звена вручную или механическим путём. Опыт показывает, что для выполнения этих операций требуется рабочий высокой квалификации. От его умения и навыков зависит качество пригоночных работ. 2. Необходимость иметь в технологическом процессе сборки операцию механической или слесарной обработки со всеми вытекающими при этом проблемами. 3. Разная величина припуска на пригонку на компенсаторе и вытекающая отсюда различная продолжительность пригоночных работ на каждом изделии, что затрудняет нормирование сборки. Это обстоятельство затрудняет возможность уложить пригоночные работы в заданный такт. По этой причине метод пригонки не рекомендуется применять при изготовлении изделий с использованием поточных методов производства (крупносерийного и массового). Поэтому метод пригонки целесообразно использовать в условиях единичного и мелкосерийного производств для достижения высокой точности в многозвенных цепях.
|

 представляет собой ту излишнюю погрешность, которую из РЦ необходимо удалить, снимая слой материала с одной из деталей. Эту деталь называют компенсатором, а звено РЦ – компенсирующим. При выборе компенсирующего звена руководствуются следующими соображениями:
представляет собой ту излишнюю погрешность, которую из РЦ необходимо удалить, снимая слой материала с одной из деталей. Эту деталь называют компенсатором, а звено РЦ – компенсирующим. При выборе компенсирующего звена руководствуются следующими соображениями: .
.
 на
на  (5.18)
(5.18)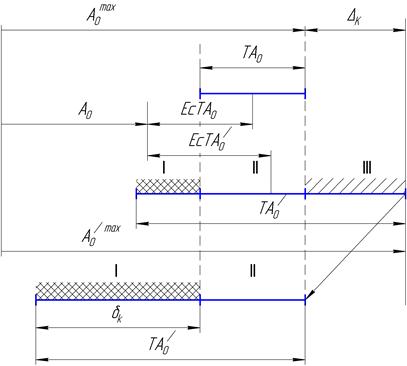
 смещается, как это показано на рис. 5.19, зона I расширяется, а зона III исчезает совсем. Величина поправки к координате середины поля допуска представлено в ГОСТ 16320-70 «Цепи размерные». Однако, некоторые учёные, в частности М.В. Трояновский, считают, что данная формула справедлива лишь для частного случая, поскольку, если её применять ко всем задачам, она будет давать неточные результаты. М.В. Трояновский предлагает заменить её другой формулой, которая может быть применима для всех решаемых производственных задач:
смещается, как это показано на рис. 5.19, зона I расширяется, а зона III исчезает совсем. Величина поправки к координате середины поля допуска представлено в ГОСТ 16320-70 «Цепи размерные». Однако, некоторые учёные, в частности М.В. Трояновский, считают, что данная формула справедлива лишь для частного случая, поскольку, если её применять ко всем задачам, она будет давать неточные результаты. М.В. Трояновский предлагает заменить её другой формулой, которая может быть применима для всех решаемых производственных задач: (5.19)
(5.19) должна обеспечить условие равенства максимальных значений производственного замыкающего звена
должна обеспечить условие равенства максимальных значений производственного замыкающего звена  и исходного звена
и исходного звена  .
. и исходного звена
и исходного звена  .
.


