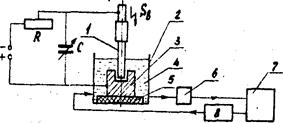
Электроэрозионные методы обработкиЭлектроэрозионные методы обработки основаны на явлении эрозии (разрушении) электродов из токопроводящих материалов при пропускании междуними импульсного электрического тока. Использование электроэрозии для обработки токопроводящих материалов было предложено советскими учеными в 1943 г. К этому методу относят электроискровую, электроимпульсную и высокочастотные электроискровую и электроимпульсную обработки. Электроискровая обработка основана на использовании импульсного искрового разряда между двумя электродами, один из которых является обрабатываемой заготовкой (анод), а другой - инструментом (катод). Принципиальная схема электроискрового станка с генератором импульсов RC представлена на рис. 11З. Конденсатор С заряжается через сопротивление R от источника постоянного тока напряжением 100 - 200 В. Когда напряжение на электродах 1 и 3, включенных параллельно конденсатору и образующих разрядный контур, достигнет пробойного, образуется канал сквозной проводимости, через который осуществляется искровой разряд энергии, накопленной конденсатором. Благодаря высокой концентрации энергии, реализуемой во времени за 20 ÷ 200 мкс, мгновенная плотность тока в канале проводимости достигает 8000 - 10000 А/мм2, в результате чего температура на поверхности обрабатываемой заготовки-электрода 3 возрастает до 10000-12000°С (в точке удара искры в заготовку - анод). При этой температуре мгновенно оплавляется и испаряется элементарный объем металла и на обрабатываемой поверхности образуется лунка. Удаленный металл застывает в диэлектрической рабочей жидкости 4 в виде сферических гранул диаметром 0, 01 ÷ 0, 005 мм. Заготовки обрабатывают в ваннах 2, заполненных диэлектрической жидкостью: керосином или жидкими минеральными маслами, при этом заготовка устанавливается на изоляторе 5. Жидкость исключает нагрев электродов, охлаждает продукты разрушения, уменьшает величину боковых разрядов между инструментом и заготовкой, что повышает, точность обработки. Очистка рабочей жидкости от продуктов обработки происходит с помощью фильтра 6, из которого; жидкость попадает в емкость 7 и снова подается насосом 8 в рабочую ванну.
Рис. 113
Следующий импульс тока пробивает межэлектродный промежуток там, где расстояние между электродами окажется наименьшим. При непрерывном подведении к электродам импульсного тока процесс эрозии продолжается до тех пор, пока не будет удален весь металл, находящийся между электродами на расстоянии, при котором возможен электрический пробой (0, 01 - 0, 05) мм при заданной величине напряжения импульса. Для продолжения процесса необходимо сблизить электроды до указанного расстояния и тогда процесс эрозии возобновится. Для этого электроискровые станки снабжают следящей системой и механизмом автоматической подачи инструмента. Величина подачи (Sв) зависит от режима обработки (напряжения, емкости конденсатора, величины сопротивления). Инструменты-электроды 1 изготовляют из латуни, меди, углеграфитовых и других материалов. Электроискровым методом обрабатываются все токопроводящие материалы, однако целесообразнее обрабатывать твердые сплавы, труднообрабатываемые металлы и их сплавы (тантал, вольфрам, молибден и др.). Электроискровым методом получают сквозные отверстия любой формы поперечного сечения, глухие отверстия и полости, отверстия с криволинейными осями, вырезают заготовки из листа при использовании проволочного или ленточного инструмента-электрода, выполняют шлифование различных поверхностей, производят клеймение деталейи т.п. Электроискровую обработку широко применяют для изготовления штампов, пресс-форм, фильер, режущего инструмента, деталей топливной аппаратуры двигателей внутреннего сгорания, удаления из заготовок сломанного инструмента и т.п. К достоинствам метода следует отнести простоту обработки и несложность оборудования. Недостатки: низкая производительность и быстрое разрушение инструмента-электрода.
|