Методика проведения работыИзготовление сварных швов при помощи ТВЧ сварки осуществляется на установке типа “УЗП2500А” (общий вид приведен на рис. 6). Установка состоит из высоковольтного генератора 1 и пресса 3 для получения сварных швов. Верхний электрод 4 размером 230х365 мм установлен на прессе с размером рабочего стола 450х560 мм. Усилие давления ¾ N, даН, развиваемое верхним электродом составляет 0…400 даН. Максимальный рабочий ход верхнего электрода равен 60 мм, а максимальное расстояние между верхним электродом и нижней рабочей плитой 6, которая является также электродом, составляет 110±5мм. Установка позволяет генерировать электрический сигнал частотой 27, 12 МГц ±0, 6% и мощностью ¾ W =2, 5 кВт. Изменение силы давления, величину тока ¾ I, А, и время сварки ¾ t, сек, позволяет получить сварные швы с оптимальными прочностными характеристиками.
а б Рисунок 6 Общий вид установки для ТВЧ сварки «УЗП 2500А»: а – вид с переди; б – вид с боку: 1 – высокочастотный генератор; 2 – амперметр; 3 – пресс; 4 – верхний электрод; 5 – защитный экран; 6 – нижняя рабочая плита; 7 – тумблер выключателя сети питания; 8 – педаль перемещения верхнего электрода; 9 – регулятор усилия прижима верхнего электрода; 10 – регулятор силы тока; 11 – тумблер отключения защитного экрана; 12 – тумблер автоматического включения генерации при опускании защитного экрана; 13 – кнопка включения генерации при ручном управлении установкой; 14 – кнопка отключения генератора (в т.ч. экстренного); 15 – реле времени «НАГРЕВ»; 16 – реле времени «ОСТЫВАНИЕ»
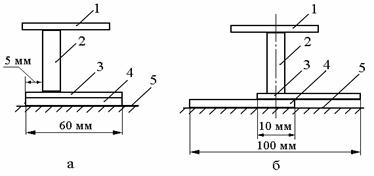
Для получения сварных швов на ТВЧ установке студенты получают образцы размерам 50х60 мм в количестве до 20 штук для определенного вида материала. Общее количество образцов устанавливается преподавателем. Для получения сварных швов применяют рабочий электрод 2 (рис. 7), который может быть изготовлен из бронзы, стали, дюралюминия и др. металлических сплавов. Высота рабочего электрода не более 60 мм, толщина электрода определяет ширину сварного шва. Перед изготовлением сварных соединений на рабочий стол пресса (рис. 6) кладут пластину из гетинакса толщиной 1, 0 – 2 мм. Это позволяет избежать возникновения электрического пробоя образцов материалов при ТВЧ сварке. На гетинаксовую пластину кладут образцы, поверх образцов устанавливают рабочий электрод 2, как показано на рис. 7. При получении сварных швов, работающих на расслаивание, образцы одного вида материала укладывают на столе пресса установки (рис. 6) по схеме, которая приведена на рис. 7, а. При получении сварных швов, работающих на сдвиг, образцы одного вида материала укладывают на столе пресса установки по схеме рис. 7, б. В первом и во втором случаях укладку образцов проводят полимерным покрытием друг к другу. Однако возможны варианты, когда лицевое покрытие кладут на основу искусственной кожи. Поместив образцы материалов и рабочий электрод на столе 6 пресса (рис. 6) устанавливают значение тока, силы давления и времени сварки. Опускают крышку 5, нажатием педали 8 (рис. 6), включают генератор 1. По истечении заданного времени сварки крышка 5 открывается, с образцов снимают рабочий электрод и дают сварному шву остыть. Затем сваренные образцы разрезают вдоль 60 мм или 110 мм (рис. 7), получая две пробы с размером длины сварного шва равного 25 мм. Пробы маркируют, значение силы давления, тока и времени сварки заносят в таблицы.
Рисунок 7 Схемы укладки образцов материалов при получении сварных швов: а - для расслаивания; б - для сдвига: 1 - верхний электрод пресса, 2 - рабочий электрод для получения сварного шва, 3, 4 - образцы материала, 5 - рабочий стол (нижняя плита пресса)
После этого изменяют значения силы давления, тока и времени, в зависимости от полученного от преподавателя задания, и проводят сварку других образцов материалов по тойже методике. Получив сварные швы, на динамометре РТ-250М проводят испытания по определению максимального усилия при расслаивании ¾ По полученным результатам строят графики зависимости предела прочности при расслаивании и сдвиге от соответствующего режима сварки. После окончания работы студенты делают выводы о полученных результатах. Таблица 1 Характеристики прочностных свойств сварных швов материалов при расслаивании
Вид материала _______________________________________. Длина сварного шва ____, см.
Графики зависимости предела прочности при расслаивании от режимов сварки
Сила тока = ________, А; Время = _____, с
Сила давления = ______, даН; Время = _____, с
Сила давления = ______, даН; Сила тока = _________, А
Таблица 2. Характеристики прочностных свойств сварных швов материалов при сдвиге Вид материала _______________________________________. Длина сварного шва ____, см. Ширина сварного шва ____, см Площадь сварного шва ______ см2.
Графики зависимости предела прочности при сдвиге от режимов сварки Сила тока = ________, А; Время = _____, с
Сила давления = ______, даН; Время = _____, с
Сила давления = ______, даН; Сила тока = _________, А
|

 и сдвиге ¾
и сдвиге ¾  . Расстояние между тисками динамометра 50 мм, шкала измерения усилий 0…50 кгс (даН). Значения
. Расстояние между тисками динамометра 50 мм, шкала измерения усилий 0…50 кгс (даН). Значения  ,
даН
,
даН
 ,
даН
,
даН
 ,
даН
,
даН
 ,
даН/см
,
даН/см


 ,
даН
,
даН
 ,
даН
,
даН
 ,
даН
,
даН
 ,
даН/см2
,
даН/см2