Производство турбинных лопаток ГДТ методом направленной кристаллизацииЖаропрочные никелевые сплавы являются основным материалом для литья лопаток современных перспективных газотурбинных двигателей. Изучение механизмов деформации жаропрочных сплавов в процессе ползучести при высоких температурах, а также анализ причин эксплуатационных разрушений лопаток в условиях воздействия статических, циклических и термоциклических напряжений показывают. что разупрочнение материала обусловлено в первую очередь такими структурными элементами, как границы зерен и присущей литью микропористостью. В процессе воздействия температур и внутренних напряжений происходит накопление дефектов в этих областях, что приводит к возникновению микротрещин усталостного, термоусталостного и статического характера и к последующему разрушению лопаток. Применение в технологии изготовления турбинных лопаток метода направленной кристаллизации (НК) исключает из отливок турбинных лопаток поперечные границы зерен или границы зерен вообще, повышая механические характеристики жаропрочных сплавов. В первом случае в отливке создается столбчатая структура зерен, параллельных оси действующих напряжений, во втором - отливка формируется в виде лопаток поперечные границы зерен или границы зерен вообще, повышая механические характеристики жаропрочных сплавов. В первом случае в отливке создается столбчатая структура зерен, параллельных оси действующих напряжений, во втором - отливка формируется в виде монокристалла. Механические свойства некоторых отечественных жаропрочных сплавов представлены в таблице. Характерный график зависимости ростовой структуры жаропрочного сплава типа ЖС-32. построенный в координатах Gx-R, представлен на рисунок 3. Заштрихованная область соответствует росту направленной или монокристальной структуры без струйчатой ликвации. Методом НК можно получить различные типы структур отливок турбинных лопаток ГТД. Первый тип - отливки с направленной структурой, сформированные из столбчатых зерен, направленных параллельно вертикальной оси лопатки. С учетом морфологии формирующих их кристаллов эти отливки можно разделить на две группы. Первая группа – отливки, состоящие из множества столбчатых зерен поперечным размером до 2-5 мм (рисунок 4, а)
Рисунок 3 – График зависимости типа ростовой структуры От Gx и R: 1 - Плоский фронт; 2 – Ячеистый фронт; 3 – Ячеисто-дендритный фронт; 4 – Равноосная кристаллизация;
Рисунок 4 – Турбинные лопатки ГТД, выполненные методом Направленной кристаллизации: а – лопатка с однонаправленной столбчатой структурой; б – монокристальная лопатка
Для их получения в основании стартовой зоны отливки создаются условия для множественного зарождения зерен, что достигается использованием форм, дном которых является водоохлаждаемын холодильник. При заливке металла в такую форму в момент контакта расплава с холодильником создаются высокие скорости охлаждения (-1000-3000°С/мин), обеспечивающие зарождение зерен размером -100 мкм. Этот способ нашел широкое применение в зарубежной технологии (фирмы «Pratt-Whitney», «General Electric», «Rolls-Royce»). Скорость роста зерен в печах такого типа обычно равна скорости вытягивания формы из нагревателя и составляет -3-3.5 мм/мин. Для увеличения ростовых градиентов температуры в основании нагревателя используется система экранов или диафрагм. Недостаток такого способа получения отливок связан с трудностью обеспечения плотного контакта основания керамической литейной формы с медным холодильником. Вторая группа отливок с направленной структурой сформирована несколькими (обычно 3-5) крупными направленными зернами произвольной кристаллографической ориентации. При проведении НК отливки изготавливаются в литейных формах с керамическим дном, в которых скорость теплоотвода в момент заливки невелика, мала и скорость зародышеобразования кристаллов. В основном происходит образование одного зерна, т.е. отливка лопатки получается монокристальной с произвольной кристаллографической ориентацией. Отливки данного типа характеризуются разбросом механических свойств, являющихся следствием ориентационной зависимости механических свойств отдельных кристаллов. Однако некоторый разброс значений прочностных характеристик компенсируется упрощением технологии НК при использовании литейных форм с керамическим дном. Данная технология используется на отечественных серийных установках НК проходного типа ПМП-2 с производительностью 10-12 отливок турбинных лопаток в час (рисунок 5).
Рисунок 5 – Схема проходной печи направленной кристаллизации Типа ПМП-2: 1 – опоки с литейными формами; 2 – водоохлаждаемый холодильник; 3 – нагреватель зоны кристаллизации
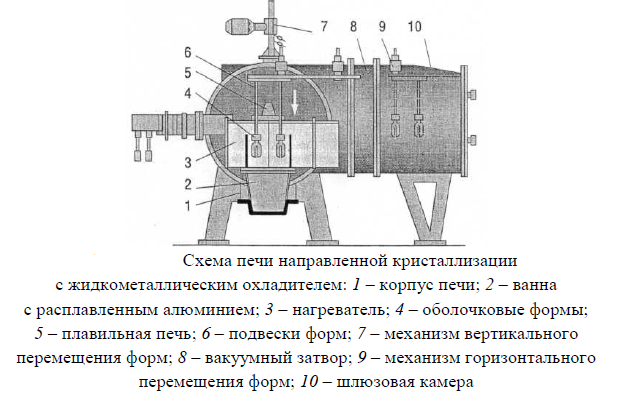
Литейный блок из 2-А лопаточных форм помещается в графитовую опоку с засыпкой из графитовой крошки. Опоки с формами через шлюзовую камеру подаются в рабочий объем установки и перемещаются по горизонтальной графитовой направляющей, проходя последовательно зоны предварительного нагрева, зону плавления шихтовой заготовки н заливки расплава в форму. Затем форма с расплавом попадает в зону кристаллизации, где расположен водоохлаждаемый холодильник, являющийся продолжением графитовой направляющей, и нагреватель, высота которого уменьшается по длине холодильника. Пройдя зону кристаллизации, опока с полученной отливкой через шлюзовую камеру выводится из печи НК. В установках типа ПМП-2 формирование структуры проходит при скорости роста зерен -3 мм/мин. В результате во многих случаях на отливках лопаток из сплавов ЖС6Ф. ЖСЗО наблюдаются дефекты в виде полос струйчатой ликвации. ВИАМ разработал способ интенсифицирования теплоотдачи от литейной формы. В установке УВНК-8П охлаждение блоков литейных форм осуществляется погружением их в расплав алюминия, находящегося в специальной емкости (кристаллизаторе), расположенной под нижним срезом двухзонного нагревателя (рисунок 6). Повышение интенсивности теплоотвода позволяет повысить скорость роста зерен до 10 мм мин. В связи с этим такой процесс направленной кристаллизации называют высокоскоростным (ВНК). Из-за повышения скорости роста зерен достигается высокая производительность процесса (12-18 лопаток за одну плавку).
Рисунок 6 – Схема печи направленной кристаллизации
В настоящее время созданы новые типы промышленных установок высокоскоростной направленной кристаллизации УВНК-9, УВНК-12, предназначенные, в частности, для литья крупногабаритных турбинных лопаток стационарных ГТУ длиной до 500 мм. За счет увеличения скорости охлаждения в процессе ВНК происходит уменьшение размеров структурных составляющих материала, уменьшается размер дендритной ячейки X (расстояние между осями дендрнтов): - для ннзкоградиентных установок ПМП-2 λ [001]=450-500 мкм: - для установок типа УВНК-Sn величина λ [001]=250-300 мкм; - для экспериментальных печей с охладителем - расплавом олова
Рисунок 7 – Дендритная структура отливок
Отливки с более мелкой структурой отличаются высокими прочностными свойствами в литом состоянии, высокими характеристиками циклической прочности. Второй тип отливок, получаемых методом НК. - отливки турбинных лопаток с монокрнстальной структурой (рис. 2, б). Получение таких лопаток стало следующим этапом в совершенствовании структуры жаропрочного прочности. Второй тип отливок, получаемых методом НК. - отливки турбинных лопаток с монокристальной структурой (рис. 2, б). Получение таких лопаток стало следующим этапом в совершенствовании структуры жаропрочного сплава, когда из нее полностью были исключены большеугловые границы зерен. Повышение эксплуатационных характеристик, кроме того, достигается за счет оптимальной кристаллографической ориентации монокристальной структуры относительно действующих в лопатке механических и термических напряжений и совершенствования композиций сплавов. Создан новый класс монокрнстальных жаропрочных сплавов, не содержащих в своем составе элементов-упрочнителей границ зерен - бора, циркония, углерода. Эти сплавы (отечественные - ЖСЗОМ. ЖС36. ЖС'40. зарубежные - CMSX2, 4, 10) предназначены только для получения монокрнстальных отливок. В них реализованы системы легирования и термообработки, обеспечивающие значительное повышение прочностных характеристик по сравнению со сплавами традиционного легирования. Технология монокристального литья, широко применяемая за рубежом, основана на отборе одного кристалла с помощью специальных кристаллоотборников из множества столбчатых зерен с аксиальной текстурой [001]. Наиболее распространенная конструкция кристаллоотборника представляет собой спиральный литниковый ход. Он расположен в форме, находящейся между стартовой полостью, где формируется столбовая структура зерен, и полостью самой отливки. Технология позволяет получать только отливки в ориентации [001] с точностью [001]=10-15°. Азимутальную ориентацию так же как и отличные от [001] аксиальные ориентации, регламентировать в данной технологии практически невозможно. Отечественная технология получения монокристальных отливок, разработанная в В НАМ. основана на использовании затравок с температурой плавления на 120-150°С выше, чем температура ликвидус жаропрочного сплава отливки. Для этой цели используется бинарный сплав никеля с вольфрамом, т.к. легирование вольфрамом в области у-твердого раствора обеспечивает повышение температуры плавления никеля до ~1520°С. Затравочный метод позволяет получить отливки любой заданной ориентации как аксиальной, так и азимутальной. Анализ серийной технологии монокристаллического литья в печах УВНК-8П с применением никелево-вольфрамовых затравок показал, что наряд- с лопатками достаточно высокой для дендритно-ячеистой структуры степенью совершенства встречаются лопатки с расширенным рентгеноструктурным рефлексом, состоящим из нескольких пиков (рисунок 7, а). Наличие «сложных» рефлексов указывает на присутствие в отливке фрагментов, блоков или субзерен, сравнимых по размеру с размерами самой отливки. Величина Δ α в таких монокристаллах может достигать 3-5°. Следует отметить. Так например, по техническим условиям зарубежных фирм в монокристаллнческих отливках допускается разорнентация блоков или субзерен Δ α =6-8°. Исследования механизма возникновения разориентации на стадии зарождения показали, что разориентация возникает в результате образования на рабочем торце затравки налетов оксидного характера при нагреве формы под заливку в ППФ. В результате контакт расплава металла и затравки становится неполным, что и ведет к возникновению крупных субзерен. Кроме того, в отливке может наследоваться блочность самого затравочного кристалла. С учетом вышеизложенного была предложена комбинированная технология, в которой используется затравка из сплава никеля н вольфрама и кристаллоотборник типа «геликоид». Ожидалось, что такая технология сохранит все преимущества затравочной технологии и обеспечит получение совершенной монокрнстальной структуры, характерной для метода отбора. При разработке конструкции кристаллоотборннка учитывались технические требования: к нему, а также особенности, которые возникают при его совместной работе с затравкой. Во-первых, в отличие от зарубежной технологии, когда отбирается одно зерно из множества столбчатых зерен, в данном случае необходимо отобрать одно субзерно из затравочного кристалла. если последний оказывается блочным. Во-вторых кристаллоотоорннк должен предотвратить или хотя оы существенно уменьшить интенсивность образования на поверхности затравки пленок- конденсатов. И. наконец. в-третьих. конструкция и размеры кристаллоотборннка должны органично вписаться в габариты отработанной конструкции литейной формы, с минимальной переделкой последней. На рисунок 7, б представлена конфигурация затравочной полости литейной формы, выполненной по комбинированному варианту. Над затравкой располагается полость для размещения кристаллоотборннка. Сам кристаллоотборник представляет собой цилиндрическую вставку диаметром -8-10 мм и высотой -10-12 мм. в центре которой выполнен спиральный литниковый ход диаметром 1.8-2, 0 мм. Эта вставка выполняется из керамических масс методом прессования с последующим обжигом. Вставка- кристаллоотборник устанавливается в форму, затем на нее помещается затравка, которая фиксируется керамической массой. Результаты внедрения показали, что «комбинированная» технология монокрнстального литья обеспечивает высокий выход годных деталей за счет повышения структурного совершенства, зародившегося от затравки монокристалла, что подтверждается достаточно малой для дендритно-ячеистой структуры угловой шириной рентгеновского рефлекса от него (рисунок 7, в).
|