Требования к конструкции отливкиДля предотвращения образования трещин при охлаждении отливки надо обеспечить её свободную усадку в форме. В связи с этим следует максимально снизить количество выступающих деталей. На рис. 11 показано, как необходимо изменить конструкцию колёс со спицами (шкивы, маховики), чтобы снизить внутренние напряжения в них, так как спицы при затвердевании немного выпрямляются.
Рис. 11 –Изменение конструкции отливки для снижения внутренних напряжений, 1 – неправильная конструкция; 2 – правильная конструкция
При переходе от толстой стенки к тонкой из-за разной скорости охлаждения могут возникнуть трещины. Чтобы этого избежать, необходимо предусмотреть плавный переход между ними, как показано на рис. 12.
Рис. 12.Конструкционные меры предотвращения образования трещин в отливке; а - предотвращение возникновения трещин при резком переходе от толстой стенки к тонкой; б, в - примеры плавного перехода от стенки к стенке.
Для увеличения жёсткости литой детали и предотвращения её коробления, некоторые элементы детали выполняют с рёбрами жёсткости, а стенки с большой поверхностью – утолщают буртиками, как показано на рисунке 13.
Рис.13.Использование буртиков
При конструировании необходимо выбирать наиболее простую конфигурацию отливки. Если конструкция детали позволяет, то желательно модель будущей отливки делать неразъёмной. Тогда при изготовлении формы она будет располагаться в нижней полуформе, где качество и точность литья всегда выше. Если модель приходиться делать разъёмной, то количество разъёмов должно быть минимальным, а сами они должны быть простыми, так как в противном случае теряется точность размеров изделия и затрудняется применение формовочных машин. На рис.14 приведены примеры изменения конструкции отливки с целью облегчения формовки и изготовления моделей.
Рис. 14. Рациональное изменение конструкции отливки для облегчения формовки и изготовления моделей. а – изменение конструкции отливки для упрощения разъёма модели; б, в, г изменение конструкции отливки упростившее формовку 1 – неправильная конструкция; 2 – правильная конструкция.
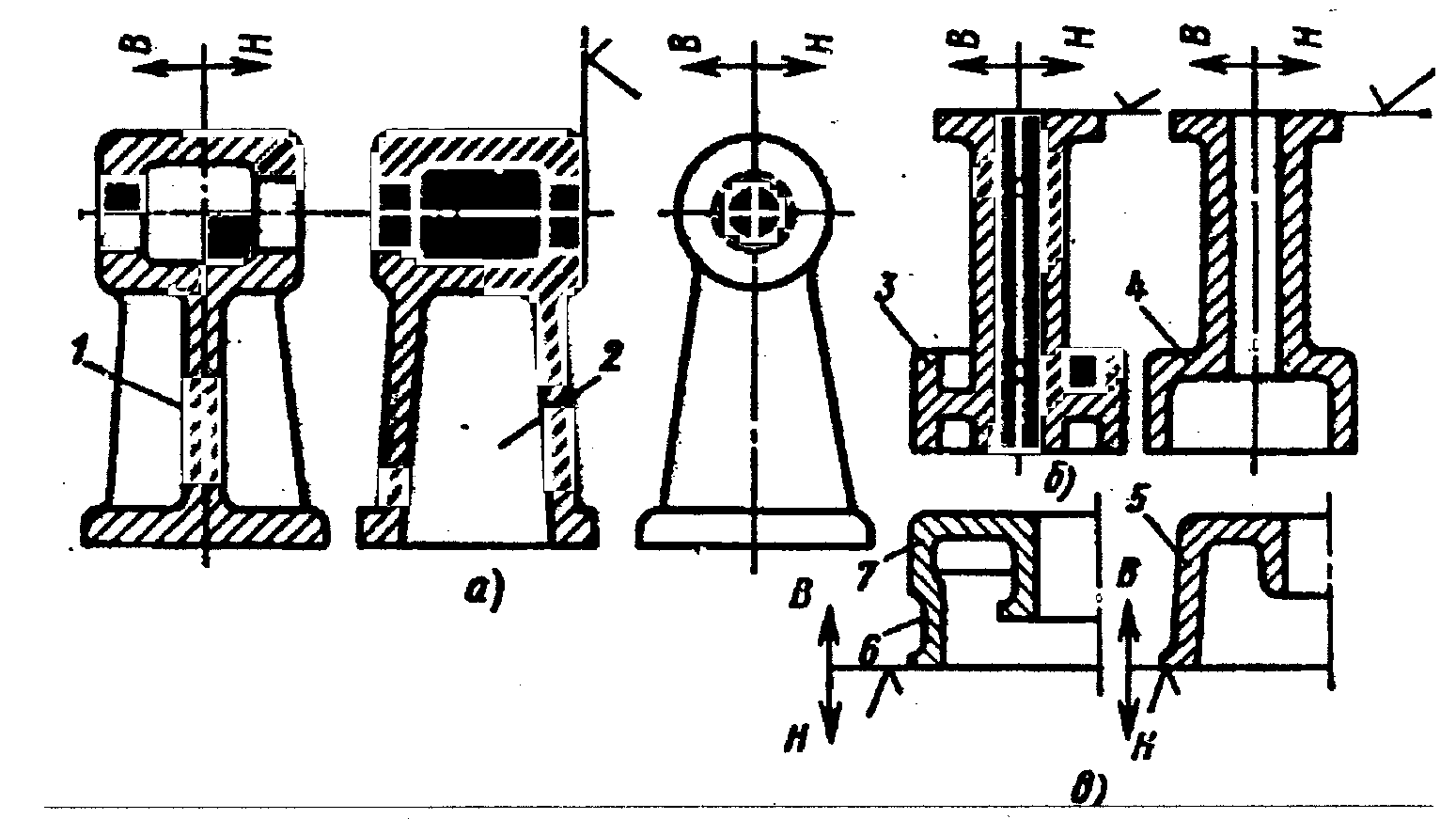
При конструировании внутренних полостей отливок, которые изготавливаются с помощью стержней, необходимо предусматривать минимальное их число. Это связано с тем, что на изготовление стержней уходит до 80% времени от времени изготовления отливки и стержневые смеси очень дороги. На рис. 15 приведены примеры изменения конструкции отливки с целью уменьшения количества стержней.
Рис. 15. Изменение конструкции детали с целью изменения количества Стержней; а – использование рёбер жёсткости устраняет применение стержня; б, в – изменение конструкции исключило применение дополнительных стержней для образования наружных поверхностей отливок; 1 – ребро жёсткости; 2 – полость; 3, 6, 7 – изменённые стенки отливки; 4, 5 –полученные поверхности отливок.
При конструировании будущей отливки следует избегать отверстий небольшого диаметра и других мелких деталей – фасок, канавок и т. д., которые рациональнее выполнить при последующей механической обработке.
2.2 Чертёж отливки Разработка технологического процесса литья в песчаные формы начинается с разработки чертежа отливки. Исходным документом для разработки чертежа отливки является чертёж детали. Чертёж отливки будет отличаться от чертежа детали следующими параметрами: 1. Припуск на механическую обработку – это дополнительный слой металла ( на сторону ), который будет удалён в процессе последующей механической обработки отливки, с целью обеспечения необходимой точности и чистоты ( шероховатости ) поверхности. Величина припуска на механическую обработку регламентируется ГОСТами и зависит от материала отливки, от её размеров и от расположения отливки в форме. Чем больше усадка и размеры изделия, тем больше припуск. Так как качество отливки в нижней части формы выше, чем в верхней, где скапливаются многие литейные дефекты (шлаковые включения, газовые пузыри и т.д.), то припуск для верхней части отливки будет больше, чем для нижней и боковых частей. 2 .Технологический припуск – служит для упрощения и облегчения процесса изготовления отливки. Они показаны на рис. 16 и к ним относятся: а) литейные уклоны – все наружные вертикальные поверхности отливки изготавливаются с уклоном в несколько градусов (в зависимости от высоты модели и в соответствии с ГОСТами) для удобства извлечения модели из формы без её разрушения. Уклоны выполняются в направлении извлечения модели из формы. б) напуски – служат для упрощения изготовления отливки. Небольшие отверстия в отливке можно не делать, так как их целесообразнее просверлить в процессе механической обработки. Так же поступают с различными мелкими канавками, уступами, выточками и т.п. в) приливы – предусматривают для удобства крепления отливки в приспособления при механической обработке, для захвата изделия при транспортировке. Их удаляют при механической обработке. г) рёбра – предусматривают для предохранения отливки от коробления при затвердевании, охлаждении и термической обработке. д) стяжки – имеют такое же назначение, что и рёбра, но они удаляются при последующей механической обработке. е) галтели – закругления внутреннего угла отливки для получения плавного перехода в сопрягаемых стенках. Галтели препятствуют осыпанию формовочной смеси в углах модели при её извлечении из формы и позволяют избежать концентрации напряжений в углах отливки при её затвердевании и охлаждении.
Рис. 16. Обозначения на чертеже отливки; а – литейные уклоны; б (1) – напуски; в (2), д (4) – приливы для удобства закрепления при механической обработке и транспортировке; г (3) – рёбра жёсткости; е – галтели. Чертёж отливки должен содержать технологические указания по изготовлению отливки: а) линия разъёма модели с указанием верха и низа по расположению её в форме; б) линия разъёма стержня; в) место подвода питателя в форме; г) расположение базовой поверхности, от которой осуществляется разметка; д) расположение и конструкция прибыли; д) точность и шероховатость поверхности отливки в соответствие с техническими условиями; Линию разъёма устанавливают исходя из следующего: а) обрабатываемые поверхности отливки должны находиться внизу для получения более чистой и плотной поверхности; б) более высокую часть модели следует устанавливать в нижней полуформе; в) обеспечение более лёгкого извлечения модели из формы; г) стержни должны находиться в плоскости разъёма модели или перпендикулярно плоскости разъёма формы; д) обеспечение точности размеров отливки; е) недопустимость криволинейного разъёма; ж) базовые поверхности, необходимые для разметки, не должны пересекаться линией разъёма. Так как отливки, изготовляемые в одной полуформе, имеют бó льшую точность, по возможности следует проектировать неразъёмные модели. На чертеже отливки указываются опознавательные данные – марка сплава, масса отливки, место клеймения и т. д., а также специальные данные – технические условия на приёмку, твёрдость, указания об испытаниях и т д. Чертёж отливки (Приложение Г) содержит контуры и размеры чертежа детали, поверх которых выполняется чертёж отливки. На чертеже отливки вычерчивают в тонких линиях и штрихуют все элементы (отверстия, впадины, уступы, выточки) не выполняемые при литье. Все размеры чертежа отливки увеличивают на величину линейной усадки. Вместе с разработкой чертежа модели и её изготовлением, осуществляется разработка чертежей и изготовление модельного комплекта.
|