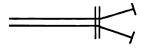
Учебное пособие. 1. Идиопатический фиброзирующий альвеолит (синдром или болезнь Хаммена-Рича, интерстициальный фиброз легких)А б Рис. 4.10. Окантовочные швы с открытыми срезами: а – на стачивающей машине (код 3.01.01); б – на машине зигзагообразной строчки (код 3.01.02);
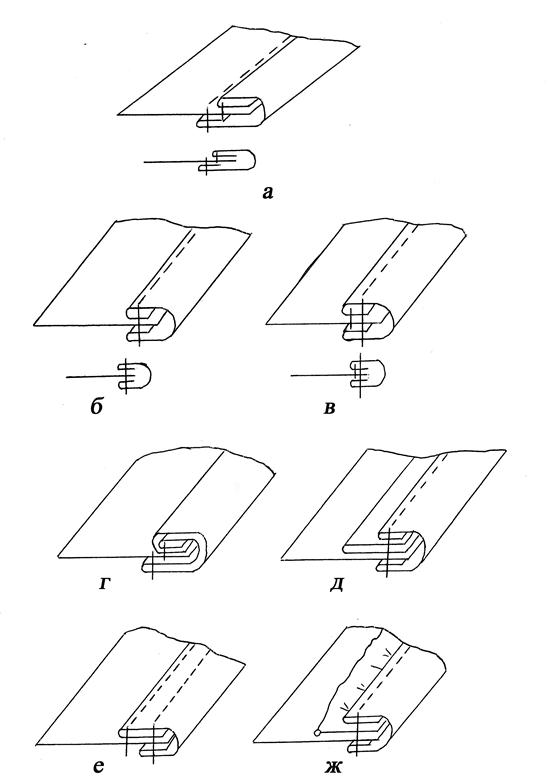
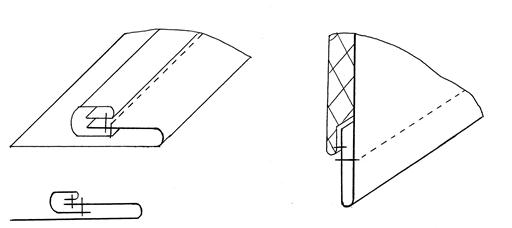
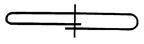
Окантовочные швы с одним или двумя закрытыми срезами выполняют с помощью полоски материала (бейки). Полоску материала берут шириной 30 - 35 мм для шва с закрытыми срезами, 20 - 25 мм для шва с открытым срезом. Полоску выкраивают под углом 45° к нитям основы или по утку. Окантовочный шов с одним закрытым (открытым) срезом (рис. 4.11, а) выполняют двумя строчками. Полоску материала притачивают, затем ею огибают срез детали и прокладывают вторую закрепляющую строчку. Разновидностями такого шва являются швы, выполненные одной строчкой с помощью окантовывателя (рис. 4.11, в) и на машине зигзагообразной строчки (рис. 4.11, г).
В г
Рис. 4.11. Окантовочные швы с открытым срезом: а – код 3.03.07; б – код 3.03.06; в– код 3.03.02
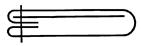
Окантовочный шов с закрытыми срезами выполняют аналогично, только при прокладывании второй строчки срез полоски подгибается внутрь (рис. 4.12, а). Если закрепляющую строчку проложить по полоске, то шов будет выглядеть рельефнее (рис. 4.12, в). Такие швы можно выполнять одной строчкой при использовании окантовывателя или если полоску предварительно заутюжить (в продаже есть готовые заготовки) (рис. 4.12, б). Менее трудоемким и лучшего качества является шов, выполненный одной строчкой на машине с приспособлением для подгибания и ориентации полоски по срезам детали.
а – код 3.14.01; б – код 3.05.01; в– код 3.05.06; г – двойной полоской; д – с кантом (код 3.21.01); е– на двухигольной машине (код 3.14.03); ж – с кружевом (код 3.20.01)
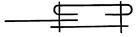
Окантовочные швы с закрытыми срезами применяют для обработки краев деталей, низа изделия и рукавов, среза горловины, пройм в изделиях без рукавов, разрезов застежек, нижнего среза басок, воланов и др. В утепленных куртках, пижамах, халатах и других изделиях его применяют вместо обтачного шва при оформлении края борта, воротника, манжеты. Двух- и многослойные детали предварительно скрепляют строчкой. Швами вподгибку оформляют край детали путем подгибания срезов самой детали; срез, как правило, загибают на изнанку детали (низ изделия, рукава и др.). Швы вподгибку бывают с открытым, закрытым, окантованным срезом и с притачной подкладкой. В шве вподгибку с открытым срезом (рис. 4.13) срез детали изделия под-
а – код 6.02.01; б – код 6.02.02; в– код 6.02.06
В шве вподгибку с закрытым срезом (рис. 4.14, а, б) срез детали (изделия) подгибают два раза и закрепляют строчкой. Применяют данный шов при обра-
а – код 6.03.01; б – код 6.03.02; в – код 6.03.08; г – код 6.04.01; д – код 6.04.02; е – код 7.23.01; ж – код 7.24.04; з – код 7.26.03;
- белье, верхняя одежда из хлопчатобумажных тканей – линейной строчкой двухниточного челночного стежка; - отлетная по низу подкладка женских пальто, плащей – зигзагообразной строчкой; - верхняя одежда пальтово-костюмного ассортимента и женские платья из шерстяных и шелковых материалов – подшивочными строчками потайного стежка. Ширина внутренней подгибки – 3 - 7 мм, внешней – 4 - 10 мм. Разновидности швов вподгибку с закрытыми срезами приведены на рис. 4.14, в – з. Здесь представлены швы с тройным подгибом («московский»), с тесьмой, кружевом, шнуром. Для обработки низа мужских и женских пальто, пиджаков и внутренних срезов борта применяют швы вподгибку с окантованным срезом (рис.4.15, а). Срезы деталей предварительно окантовывают, а затем припуск шва вподгибку подшивают к подкладке или основной детали сквозными или потайными стежками. Шов вподгибку с притачной подкладкой (рис.4.15, б) применяют для обработки низа рукавов и низа изделия (в пальто, костюмах и т.п.).
Рис. 4.15. Швы вподгибку: а – с окантованным срезом; б – с притачной подкладкой
Особенностями шва при его последовательном выполнении является: соединение деталей, сложенных лицевыми сторонами внутрь, последующее расправление или разутюживание шва, его вывертывание и закрепление сгибов в раскол или с образованием канта, рамки, закрепленных отделочной строчкой или другим способом для предотвращения смещения в процессе носки изделия. Обтачной шов в раскол выполняется при обработке обтачных деталей: клапанов, воротников, манжет, бортов и т. д. в основном в изделиях из тонких материалов (белье, платье, спецодежда). В таком шве сгиб обеих деталей располагается на одном уровне (рис. 4.16, а)
Рис. 4.16. Обтачные швы: а – в раскол; б – в кант
Обтачной шов в кант (рис. 4.16, б) имеет то же назначение, что и обтачной шов в раскол, но при его выполнении в изделиях из более толстых материалов образуют кант. Кантом, или рамкой, называют часть одной из деталей, ограниченную линией строчки и линией перегиба этой детали. Обычно кант образуют из детали, расположенной на лицевой стороне изделия, чтобы закрыть нижнюю деталь или шов обтачивания. Например, при обработке воротника кант образуется из основного материала верхнего воротника и виден со стороны нижнего воротника. Однако, при обработке прорезов обтачных петель или карманов кант и рамки видны с лицевой стороны изделия. Такие канты и рамки выполняют из обтачек, чтобы закрыть отверстие, образующееся после вывертывания обтачек. Иногда кант или рамку выполняют из детали другого цвета получения эффекта для отделки. Ширина канта в клапанах, воротниках, бортах – 1 - 2 мм в зависимости от толщины материала, в петлях – 2 - 3 мм, при обработке карманов – 3 - 5 мм. Закрепление края детали при выполнении обтачного шва в кант можно производить: - отделочной строчкой сквозного стежка, которую выполняют по лицевой стороне изделия на заданном техническим описанием на модель расстоянии от края детали (рис. 4.16, б); - «в чистый край» (рис. 4.17, а) – при этом припуск шва обтачивания настрачивают на нижнюю деталь;
Рис. 4.17. Обтачные швы: а – «в чистый край»; б – потайной подшивочной строчкой; в – вспушиванием; г – клеевой нитью; д – клеевой паутинкой
- вспушиванием (рис. 4.17, в) – внутренние слои материала скрепляют вспушной строчкой ручного петлеобразного стежка или машинной потайной строчкой. Скрепление производят после выметывания края детали, чаще всего в меховых изделиях, меховых воротниках и манжетах в верхней одежде и т. д; - клеевыми способами – с помощью клеевой нити (рис. 4.17, г), паутинки (рис. 4.17, д), сетки, пленки. Различают обтачной шов в рамку простую и сложную. Обтачной шов в простую рамку (рис. 4.18, а) применяют при обработке прорезов карманов и обтачных петель. Выполняют его одной строчкой, скрепляя одновременно два слоя одной детали (обтачки) и один слой второй детали (например, переда). Деталь, из которой будет образована рамка, перегибают изнанкой внутрь и заутюживают на ширину, равную ширине рамки (3 – 7 мм) плюс припуск на шов (4 – 7 мм). Узкой стороной деталь накладывают на основную деталь, ориентируя ее по намеченной линии, и притачивают, выполняя закрепки в начале и конце строчки. Затем прорезают вход в петлю или карман, выправляют рамку и приутюживают.
Рис. 4.18. Обтачные швы в рамку: а – в простую рамку; б – в сложную рамку (код 1.10.01); в – в сложную рамку (код 1.10.02)
Обтачной шов в сложную рамку (рис. 4.18, б, в) применяют при обработке прорезов карманов в мужских пальто из толстых драпов и сукон для уменьшения толщины, пиджаках и жакетах из тонких тканей для повышения устойчивости рамки или если разрез кармана имеет сложную криволинейную форму. Шов выполняется в следующей последовательности: обтачку притачивают к основной детали, шов разутюживают или раскладывают, прорезают вход в карман, огибают обтачкой припуск шва притачивания обтачки и скрепляют строчкой по шву соединения деталей («в пикюр»), с лицевой стороны или с изнаночной стороны.
4.4 Отделочные швы
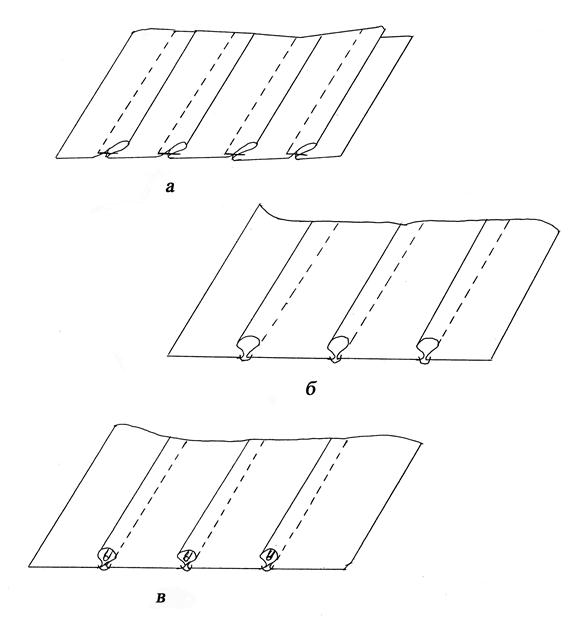
Отделочные швы объединяют подвиды – складки, вытачные, рельефные швы и швы с кантом. Основное назначение отделочных швов – отделка деталей одежды. Конструкция и элементы отделочных швов в практике моделирования костюма помогают придавать изделию современную форму и художественную его выразительность. Складки бывают простые и сложные. Простые складки бывают отделочные и соединительные, односторонние и двусторонние, мягкие, стачные, настрочные и застроченные до конца или не конца детали. В простой складке материал перегибают по прямой линии или с небольшим изгибом. Отделочные складки одно- и двусторонние получают из одной детали. На изнаночной стороне материала намечается величина припуска на складку, которая, как и внешний вид складки, определяется моделью. В односторонних складках все сгибы с лицевой стороны направлены в одну сторону, а с изнаночной - в другую сторону (рис. 4.19, а). В двусторонних - сгибы направлены либо навстречу друг другу (встречная складка) (рис. 4.19, б), либо в противоположные стороны (бантовая) (рис. 4.19, в). Складки, выполненные строчками, невидимыми с лицевой стороны, называются стачными, видимыми с лицевой стороны - настрочными или застрочными. Складки расположенные рядом в количестве более двух, называют групповыми.
Рис.4.19. Простые отделочные складки: а – односторонняя; б – встречная; в – бантовая;
Последовательность изготовления складок: - намелка складок; - соединение складок временными строчками и выполнение влажно-тепловой обработки; - соединение складок постоянными строчками; - удаление временных строчек и снятие лас; - выполнение отделочных строчек и закрепление припусков; - застрачивание верхних срезов; - временное скрепление складок. В зависимости от конструкции складок, вида изделия, свойств материала и применяемого оборудования часть из названных работ может не выполняться. Мягкие складки закрепляют, прокладывая строчку поперек на расстоянии 10 – 15 мм от среза детали (рис. 4.20, а). Стачную складку стачивают, разутюживают или заутюживают и скрепляют по верху (рис. 4.20, б). В односторонних складках стачивают припуски складки, прокладывая строчку под тупым углом к строчке стачивания (рис. 4.20, в). Складки заутюживают на прессе или утюгом, а затем с лицевой стороны прокладывают отделочные строчки, если это требуется по модели (рис. 4.21). В платьях и юбках односторонние отделочные складки настачивают с помощью приспособлений без предварительной разметки и заметывания.
Рис. 4.20. Обработка складок: а – мягкая односторонняя; б – встречная стачная; в – односторонняя стачная;
Веерные складки (рис. 4.21, в) выполняют из одной детали в изделиях из тонких тканей. Для этого закладывают две или три односторонние складки одну на другую и с лицевой стороны настрачивают их по модели.
Рис. 4.21. Простые отделочные складки: а – односторонняя; б – встречная; в – веерная;
Соединительные одно- и двусторонние складки изготовляют из двух или трех соединяемых вместе деталей (рис. 4.22). Эти складки выполняют в том случае, если имеются небольшие припуски на складку или складка располагается на небольшом участке детали. При стачивании складки детали складывают лицевыми сторонами внутрь и сметывают или стачивают без сметывания по намеченной линии до отметки, определяющей конец стачивания складки, с последующим обметыванием.
Рис. 4.22. Соединительные простые складки: а - односторонняя; б – встречная
В двусторонних складках припуск на складку сметывают до конца и разутюживают. С изнанки под складку подкладывают дополнительную деталь и притачивают ее к срезам припуска на складку по всей длине или, переходя на 20 – 30 мм за конец стачивания складки, швом шириной 10 – 15 мм. В последнем случае дополнительную деталь прикрепляют к припуску складки строчкой, прокладываемой с лицевой стороны поперек складки на уровне конца ее стачивания (рис. 4.23).
а, б - защипы; в – с кружевом; г, д – двусторонние встречные и бантовые
Часто изготовляют мелкие застроченные складки с кружевом или другой отделкой (рис. 4.24, в). Для их изготовления применяют специальное приспособление к одноигольной машине, которое позволяет образовывать складки с вложением во внутрь деталей отделки без предварительного заметывания. Застроченные двусторонние встречные и бантовые складки могут быть выполнены на одно- и двухигольной машинах со спецприспособлениями (рис. 4.24, г, д). Изготовление таких складок эффективнее на двухигольных машинах, но тогда их размеры ограничены. На двухигольной машине со спецприспособлением можно выполнить двусторонние складки с прокладыванием под их внутренние сгибы полоски отделочной ткани (рис. 4.24, г). Сложные складки бывают также отделочные и соединительные. Они отличаются от простых складок крутыми изгибами линий перегибы материала. Сложная отделочная складка изготовляется из одной целой детали (рис. 4.25, а) На лицевой стороне детали мелом размечают линии внутренних (1) и внешних (2) перегибов материала (рис. 4.25, б) и выполняют стачивающую строчку 1 по линии внутреннего перегиба, подкладывая снизу полоску материала. Далее складку заметывают по линии 2, перегибая материал от проложенной строчки 1. После влажно-тепловой обработки выполняют отделочную строчку 2 и удаляют нитки сметывания.
а, - внешний вид складки; б – порядок выполнения
Сложные соединительные складки применяются при обработке кокеток с прямым или криволинейным контуром нижнего края. Такие складки получают из двух деталей (Рис. 4.26.). Край верхней детали (кокетки) заметывают и приутюживают или заутюживают без предварительного заметывания. Излишние припуски в углах на толстых пальтовых тканях высекают, а на тонких костюмных закладывают в складку. Далее верхняя деталь наметывается на нижнюю, и прокладывается отделочная строчка.
Вытачные отделочные швы имеют такой же внешний вид, как и соединительные стачные и настрочные швы. Отличаются они тем, что выполняются из одной детали. Их применяют для отделки переда, спинок, рукавов, накладных карманов и других деталей в женской и детской верхней одежде. Для выполнения простого вытачного шва, имитирующего стачной, (рис. 4.27, б, в) на изнаночной стороне детали наносят линию шва, перегибают материал по этой линии и застрачивают около перегиба на расстоянии 1, 5 – 2, 0 мм, подкладывая снизу полоску материала (рис. 4.27, б). Шов заутюживают или разутюживают (рис. 4.27, в). Если затем выполнить отделочную строчку с лицевой стороны, то получится имитация настрочного шва (рис. 4.27, а).
а, - имитирующий настрочной шов; б, в – порядок выполнения шва, имитирующего стачной шов
Линию сложного вытачного шва (рис. 4.28, а) наносят на лицевой стороне детали и выполняют строчку по этой линии, подкладывая снизу полоску материала (рис. 4.28, б). Деталь и полоску отгибают в разные стороны от линии строчки и застрачивают деталь на расстоянии 1, 5 – 2, 0 мм от шва застрачивания (рис. 4.28, в). Затем, отогнув один слой, по лицевой стороне прокладывают отделочную строчку.
а, - внешний вид шва; б, в – порядок выполнения
Рельефные швы бывают вытачные и выстрочные (со шнуром и без шнура). Вытачные рельефные швы (защипы) (рис.4.29, а)выполняют застрачиванием по лицевой или изнаночной стороне детали, перегибаемой по надсечкам. Расстояние от строчки до перегиба 1, 5- 2, 0 мм. При выполнении нескольких параллельных швов размечают линию перегиба только для первого шва, последующие швы выполняют с помощью приспособлений, ограничивающих расстояние между швами и ширину шва. Защипы заутюживают утюгом в одну сторону, в разные стороны или на ребро в зависимости от желаемого внешнего вида на модели. Рельефные швы в виде защипов выполняют на двух- или четырехигольной машине со спецприспособлением челночного ил цепного стежка (рис. 4.29, б), возможно вкладывание в шов нити (рис. 4.29, в)
а - защипы, выполненные на одноигольной машине; б - защипы, выполненные на двухигольной машине со спецприспособлением; в – защипы с нитью
Выстрочные швы выполняют на двух- или четырехигольной машине, для увеличения выпуклости шва снизу подкладывают полоску ватина или мягкого драпа и получают выстрочной шов без шнура (рис. 4.30, а). Для получения более рельефного шва снизу подкладывают тонкую подкладочную ткань, протягивая между строчками и слоями материалов шнур, – получают выстрочной шов со шнуром (рис. 4.30, б). Рельефный шов со шнуром и без шнура можно получить на двухигольной машине и без дополнительных подкладок, если использовать двухлинейный трехниточный стежок с сильно натянутой нитью челнока или петлителя (рис. 4.30, в, г). Для этого в двухигольных машинах с одним челноком или петлителем на игольной пластине делается выступ, а в подошве лапки – паз для выгибания материала (рис. 4.30, г).
Рис. 4.30. Выстрочные рельефные швы: а, - без шнура; б – со шнуром (код 5.33.01); в – со шнуром (код 5.08.01)
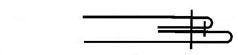
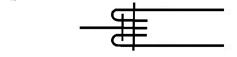
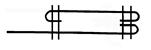
Отделочные швы сложной конфигурации выполняют на одноигольной машине. Рельефные швы широко применяются для отделки женской и детской одежды, верхних мужских сорочек. Швы с кантом бывают соединительные (стачные, настрочные, накладные) и краевые (обтачные). Они широко применяются при изготовлении верхней одежды, в том числе ведомственной. При изготовлении шва с кантом без приспособления полоску ткани предварительно заутюживают, укладывают на лицевую сторону детали и притачивают, уравнивая срезы. Затем, например, в стачном шве, деталь располагают изнанкой вверх, подкладывают снизу вторую деталь и, уравнивая срезы, стачивают по строчке притачивания полоски. Наиболее экономичным методом обработки швов с кантом является последовательно-параллельный. С помощью приспособления полоска для канта перегибается вдоль пополам лицевой стороной наружу, укладывается между слоями материала и подается под иглу стачивающей машины. В зависимости от вида шва детали стачивают, настрачивают или обтачивают. Стачной шов с кантом (рис. 4.31, а, б) и настрочной шов с кантом (рис. 4.31, в) применяются при изготовлении форменной одежды. Накладной шов выполняют на машине без специального приспособления (рис. 4.31, г) или с приспособлением (рис. 4.31, д), обтачной шов с кантом выполняют так же, как и стачной шов с кантом, с той лишь разницей, что при обтачном шве детали вывертывают на лицевую сторону, располагая кант на сгибе. Выполняют этот шов с помощью специального приспособления или без него (рис. 4.31, е, ж). 4.5 Технические требования к ниточным машинным швам 4.5.1 Основные соединения слоев материалов выполняют в соответствии с параметрами швов, указанными в инструкции «Технические требования к соединениям деталей швейных изделий», приведенными в табл. 4.2. 4.5.2 Параметры швов не должны быть менее указанных в инструкции. Отклонения от установленных параметров швов должно быть не более:
- в особо ответственных швах (плечевых, втачивания рукавов, воротников, обтачивания пройм, горловины, бортов, лацканов и т. п.) - 1 мм; - в менее ответственных швах (боковых, шаговых, швах рукавов, соединительных швах подкладки и т. д.) – 2 мм;
а, - стачной, выполненный без приспособления; б – стачной, выполненный с приспособлением; в – настрочной; г – накладной, выполненный без приспособления; д – накладной, выполненный с приспособлением; е – обтачной, выполненный без приспособления; ж – обтачной, выполненный с приспособлением;
Продолжение табл. 4.2
Продолжение табл. 4.2
Продолжение табл. 4.2
Продолжение табл. 4.2
Продолжение табл. 4.2
|

























 1.06.02
1.06.02
































 1.06.02
1.06.02