Практичне заняття № 2
ОСНОВИ БАЗУВАННЯ. ПРАВИЛО ШЕСТИ ТОЧОК.
Мета заняття – набуття практичних навичок аналізу схеми базування й дослідження впливу та розташування опорних точок на стійкість і визначеність базування.
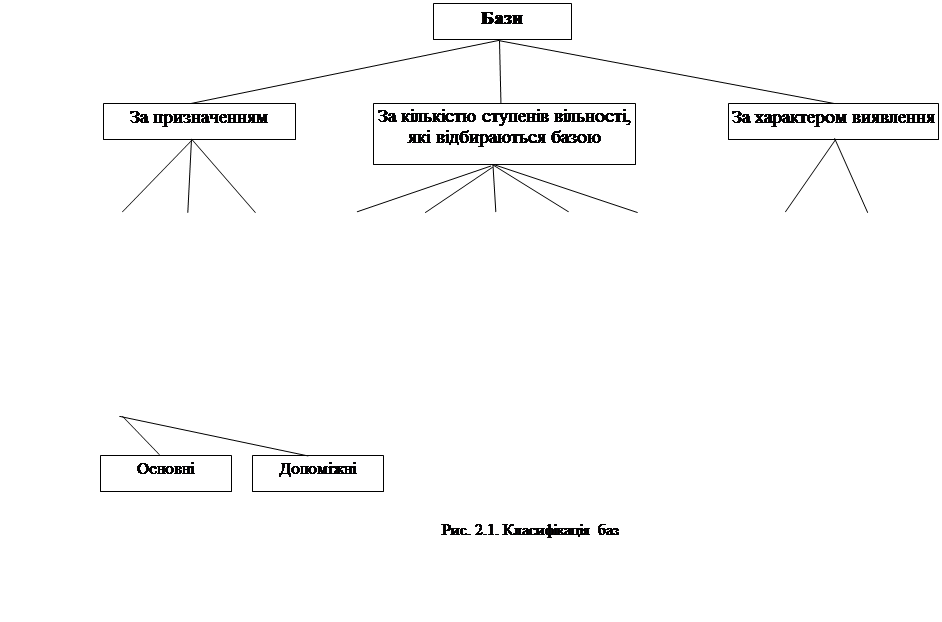
2.1. Основні положення У відповідності з [2] в машинобудуванні прийняті такі терміни та означення основних понять базування, що використовуються під час проектування технологічних процесів та конструювання машин. Базування (locating) – надання заготовці чи виробу необхідного положення відносно вибраної системи координат. База (base) – поверхня чи сукупність поверхонь, вісь, точка, що належать заготовці чи виробу і використовуються для базування. Комплект баз (set of bases) – сукупність трьох баз, що утворюють систему координат заготовки чи виробу. Опорна точка (locating point) –точка, що символізує один з двосторонніх зв'язків заготовки чи виробу з вибраною системою координат. Схема базування (locating chart) – схема розміщення опорних точок на базах заготовки чи виробу. Закріплення (locating chart) –прикладання сил чи пар сил до заготовки або до виробу для забезпечення постійності їх положення, досягнутого під час базування. Установленн я (setting up) –процес базування і закріплення заготовки чи виробу. Всі бази, які використовуються в машинобудуванні, підпорядковані класифікації [2], схема якої показана на рис. 2.1. Означення конструкторської бази, основної і допоміжної баз наведені у п. 1.1. Означення решти баз такі. Технологічна база (technological base) –база, що використовується для визначення положення заготовки чи виробу в процесі виготовлення або ремонту. Вимірювальна база (measuring base) – база, що використовується для визначення відносного положення заготовки чи виробу та засобів вимірювання. Установна база (setting base) – база, яка позбавляє заготовку чи виріб трьох ступенів вільності – переміщення вздовж однієї координатної осі та обертання навколо двох інших осей. Напрямна база (guiding base) – база, що позбавляє заготовку чи виріб двох ступенів вільності – переміщення вздовж однієї координатної осі та обертання навколо іншої осі.
Опорна база (resting base) – база, що позбавляє заготовку чи виріб одного ступеня вільності – переміщення вздовж координатної осі або обертання навколо координатної осі. Подвійна напрямна база (double guiding base) – база, що позбавляє заготовку чи виріб чотирьох ступенів вільності – переміщення вздовж двох координатних осей та обертання навколо цих же осей. Подвійна опорна база (double resting base) – база, що позбавляє заготовку чи виріб двох ступенів вільності – переміщень уздовж двох координатних осей. Явна база (rial base) – база заготовки чи виробу у вигляді реальної поверхні, розмічальної риски або точки перетину таких рисок. Прихована база (latent base) – база заготовки чи виробу у вигляді уявної поверхні, осі або точки. Вибираючи схему базування деталі або складальної одиниці під час конструювання машини чи розробляючи технологічний процес механічної обробки слід враховувати викладене нижче [1, 2]. Для повної орієнтації заготовки, деталі або складальної одиниці під час базування кількість опор та їх розташування має бути таким, щоб за умови невідривності баз від опор заготовка не могла зміщуватися й повертатися відносно координатних осей. У цьому випадку виконується правило “шести точок”, згідно з яким для повного визначення положення твердого тіла, тобто позбавлення всіх шести ступенів вільності, його необхідно й достатньо підперти в шести незалежних точках, розташованих на трьох різних площинах координатного кута. Виконання правила “шести точок” є обов'язковим під час вибору схеми базування деталі у складальній одиниці і заготовки у верстатному пристрої. Якщо кількість опорних точок менша шести, то визначеність положення не забезпечується, оскільки у заготовки, деталі або складальної одиниці може залишитись один або декілька ступенів вільності (в залежності від того, скільки опорних точок не вистачає до шести). Слід зазначити, що якщо у відповідності зі своїм службовим призначенням деталь або складальна одиниця повинна мати певну кількість ступенів вільності, то відповідна кількість опорних точок (двосторонніх зв’язків) знімається. Якщо кількість опорних точок більша шести, то базування також буде невизначеним. Це неминуче призведе до втрати точності обробки. Щоб цього уникнути, “зайві” (з точки зору забезпечення правила “шести точок”) опорні точки конструктивно реалізують у вигляді підвідних або самоустановних опор. Такі конструкції застосовують тоді, коли нежорстку заготовку необхідно додатково підперти, щоб уникнути надто великих її деформацій від впливу сил різання або сил затискання. 2.2. Порядок виконання індивідуального завдання 1. Вказати ступені вільності, які відбираються у заготовки заданими у варіанті завдання опорними точками. 2. Розробити схему базування, яка відбирає у заготовки шість ступенів вільності, доповнивши задані опорні точки необхідною кількістю нових опорних точок. 3. Дати повне найменування всім базам.
2.3. Методика виконання індивідуального завдання
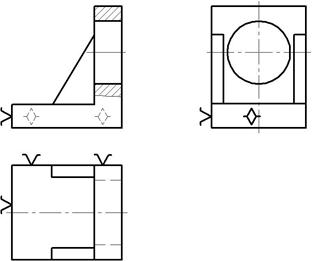
Розглянемо методику виконання завдання на прикладі заготовки корпуса підшипника (рис. 2.2).
Рис. 2.2. Ескіз до прикладу виконання індивідуального завдання
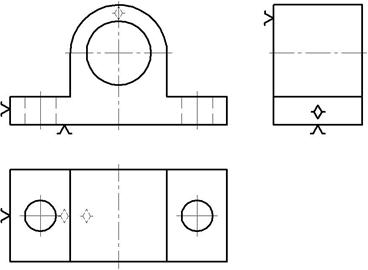
Задані опорні точки слід показати потовщеною лінією. Виявляючи ступені вільності, що відбираються у заготовки заданими опорними точками, потрібно враховувати, що заготовка або деталь має певний ступінь вільності у тому випадку, якщо вона може переміщуватися вздовж однієї з координатних осей або обертатися навколо однієї з координатних осей, не відриваючись від жодної з опорних точок. Проковзування по опорних точках не вважається відривом. Далі поряд із ескізом заготовки запишемо позначення всіх шести можливих ступенів вільності (x; y; z; a; b; g) і за допомогою сформульованого вище правила послідовно встановимо наявність або відсутність кожного із шести можливих ступенів вільності. Рухаючись уздовж осі х заготовка відірветься від опорної точки 6, і, таким чином, вона позбавлена цього ступеня вільності (для наочності це слід показати, закресливши позначення відповідної координати). Уздовж осі у заготовка може рухатися без відриву від опорних точок, і, відповідно, вона не позбавлена цього ступеня вільності. Рухаючись уздовж осі z, заготовка відірветься від опорних точок 3 і 4 і, відповідно, вона позбавлена цього ступеня вільності. Обертання навколо осі х (координата a) може відбуватись без відриву від опорних точок і, відповідно, заготовка не позбавлена цього ступеня вільності. Обертаючись навколо осі у (координата b) заготовка відірветься від точки 4 або 5 (в залежності від напрямку обертання) і, відповідно, вона позбавлена цього ступеня вільності. Навколо осі z (координата g) заготовка може обертатись без відриву від опорних точок і, відповідно, вона має цей ступінь вільності. Таким чином, задані три опорні точки позбавляють заготовку трьох ступенів вільності, а саме: можливості переміщуватися у напрямках осей x та z, а також можливості обертатися навколо осі у. У відповідності з правилом “шести точок” для базування заготовки необхідно і достатньо мати шість опорних точок. У розглянутому прикладі до заданих трьох опорних точок необхідно додати ще три, розташувавши їх так, щоб заготовка позбавлялась усіх шести ступенів вільності. Розташовуючи опорні точки, не можна допускати, щоб заготовка двічі була позбавлена будь-якого ступеня вільності, оскільки це призводить до невизначеності базування. Розробляючи схеми базування заготовок та деталей в практиці машинобудування найчастіше використовують такі комплекти баз: 1) установна, напрямна і опорна; 2) подвійна напрямна і дві опорних; 3) установна, подвійна опорна і опорна. Таким чином, виконуючи п. 1 цього завдання, необхідно намагатись за можливістю використовувати один з вищеперерахованих комплектів баз. Найчастіше використовувані в машинобудуванні схеми базування показані в додатку А. У прикладі, що розглядається, з урахуванням розташування заданих опорних точок площина В являє собою напрямну базу, поверхня отвору Б – опорну базу. Необхідний комплект баз може бути реалізований, якщо, наприклад, площину А використати за установну базу, розташувавши на ній опорні точки 1, 2 і 3 (на рис. 2.2 показані тонкими лініями). Перевірка з використанням наведених вище рекомендацій показує, що з такою схемою базування заготовка позбавляється усіх шести ступенів вільності. Отже, у розробленій схемі базування використані такі бази: - площина А – технологічна установна явна база; - площина В – технологічна напрямна явна база; - поверхня отвору Б – технологічна опорна явна база. Варіанти задач для індивідуальних завдань містяться у п. 2.6. 2.4. Зміст звіту 1. Найменування і мета роботи. 2. Ескіз заготовки із запропонованою схемою базування. 3. Повні найменування всіх баз, використаних у запропонованій схемі базування.
Питання для самоконтролю 1. Основні поняття і означення теорії базування (базування, база, опорна точка, схема базування, закріплення, установлення). 2. Класифікація баз. Означення баз, використовуваних у машинобудуванні. 3. Як розрізняють бази за призначенням? Наведіть приклади. 4. Як розрізняють бази за кількістю ступенів вільності, що відбираються у заготовки чи виробу певною базою? 5. Як розрізняють бази за характером виявлення? 6. Сутність правила шести “шести точок”. 7. У яких випадках може виникати невизначеність базування? 8. Для чого в конструкції верстатного пристрою можуть використовуватися підвідні або самоустановні опори?
2.6. Варіанти задач для індивідуальних завдань
|