
Кемерово 2012
Методические указания к лабораторным работам по курсу «Архитектура ЭВМ и систем» для студентов специальности 230201 «Информационные системы и технологии»
Печатается в авторской редакции
Подписано в печать Формат 60× 84/16. Бумага офсетная. Отпечатано на ризографе. Уч.-изд. л. Тираж 25 экз. Заказ ГУ КузГТУ. 650026, Кемерово, ул. Весенняя, 28. Типография ГУ КузГТУ. 650099, Кемерово, ул. Д. Бедного, 4 А. Кузбасский государственный технический университет им. Т.Ф. Горбачева»
Д. Е. Турчин
ПРОГРАММИРОВАНИЕ ОБРАБОТКИ НА СТАНКАХ С ЧПУ
Лабораторный практикум
Рекомендовано учебно-методической комиссией специальности 230201 «Автоматизация технологических процессов и производств (в машиностроении)» в качестве электронного издания для использования в учебном процессе
Кемерово 2012 Рецензенты: И.В. Чичерин – доцент кафедры ИиАПС В.А. Полетаев – проф., д.т.н., председатель УМК специальности 220301 «Автоматизация технологических процессов и производств (в машиностроении)»
Турчин Денис Евгеньевич. Программирование обработки на станках с ЧПУ: методические указания к лабораторным работам [Электронный ресурс] для студентов очной формы обучения специальности 220301 «Автоматизация технологических процессов и производств (в машиностроении)» / Д. Е. Турчин Электрон.дан. – Кемерово: КузГТУ, 2012. – 1 электрон.опт. диск (CD-ROM); зв.; цв.; 12 см. – Систем. требования: Pentium IV; ОЗУ 256 Мб; WindowsXP; (CD-ROM-дисковод); мышь. – Загл. с экрана.
В данных методических указаниях изложены содержания лабораторных работ, порядок их выполнения и контрольные вопросы к ним.
Ó КузГТУ Ó Турчин Д.Е.
СОДЕРЖАНИЕ
ЛАБОРАТОРНЫЕ РАБОТЫ... 4 1. Подготовка геометрической информации для контурной обработки детали на станке с ЧПУ.. 4 1.1. Цель работы.. 4 1.2. Основные теоретические сведения. 4 1.2.1. Системы координат станков с ЧПУ.. 4 1.2.2. Система координат детали и инструмента. 7 1.2.3. Особенности построения расчетно-технологи-ческой карты 10 1.2.4. Особенности расчета траектории инструмента при контурной обработке. 12 1.3. Порядок выполнения работы.. 14 1.4. Варианты заданий. 15 1.5. Пример выполнения работы.. 21 1.6. Контрольные вопросы.. 24 2. Организация работы на станке 16К20Ф3 с устройством ЧПУ NC-201 25 2.1. Цель работы.. 25 2.2. Основные теоретические сведения. 25 2.2.1. Общее описание станка 16К20Ф3. 25 2.2.2. Общее описание устройства ЧПУ NC-201. 28 2.2.3. Описание пульта оператора. 30 2.3. Подготовка комплекса «станок с ЧПУ» к выполнению управляющей программы.. 34 2.3.1. Включение комплекса «станок с ЧПУ». 34 2.3.2. Установка рабочего органа, несущего инструмент, в фиксированную точку станка. 34 2.3.3. Определение положения нуля детали относительно нуля станка и настройка режущих инструментов. 35 2.3.4. Испытание управляющей программы при использовании графической видеостраницы.. 36 2.3. Порядок выполнения работы.. 38 2.5. Контрольные вопросы.. 38 3. Кодирование управляющей информации при контурной обработке детали на станке с ЧПУ.. 40 3.1. Цель работы.. 40 3.2. Основные теоретические сведения. 40 3.2.1. Структура управляющей программы.. 40 3.2.2. Подготовительные и вспомогательные функции. 42 3.2.3. Кодирование размерных перемещений. 44 3.2.4. Программирование смены и коррекции инструмента на вылет 47 3.3. Порядок выполнения работы.. 48 3.4. Индивидуальные варианты заданий. 49 3.5. Пример выполнения работы.. 55 3.6. Контрольные вопросы.. 57 4. Подготовка управляющей программы для обработки детали на токарном станке 16К20Ф3 с устройством ЧПУ NC-201. 59 4.1. Цель работы.. 59 4.2. Основные теоретические сведения. 59 4.2.1. Основные особенности программирования токарных станков с ЧПУ 59 4.2.2. Программирование профиля и циклов токарной обработки 62 4.2.3. Программирование нарезания резьбы с помощью резьбового резца 65 4.3. Порядок выполнения работы.. 66 4.4. Индивидуальные варианты задания. 68 4.5. Контрольные вопросы.. 73 5. Подготовка управляющих программ для станков с ЧПУ сверлильно-расточной группы.. 74 5.1. Цель работы.. 74 5.2. Основные теоретические сведения. 74 5.2.1. Технологические особенности обработки отверстий на станках с ЧПУ сверлильно-расточной группы.. 74 5.2.2. Особенности программирования обработки для станков с ЧПУ сверлильно-расточной группы.. 77 5.3. Порядок выполнения работы.. 81 5.5. Индивидуальные варианты заданий. 82 5.6. Контрольные вопросы.. 89 6. Программирование фрезерно-сверлильно-расточной обработки в системе «T-FLEX ЧПУ». 90 6.1. Цель работы.. 90 6.2. Основные теоретические сведения. 90 6.3. Порядок выполнения работы.. 90 6.4. Варианты заданий. 90 6.5. Пример выполнения работы.. 90 6.6. Контрольные вопросы.. 90 СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ... 91 ПРИЛОЖЕНИЕ.. 92 П.1. Формулы для определения координат опорных точек. 92 П.2. Основные подготовительные и вспомогательные функции. 94 П.3. Режущие инструменты для токарной обработки. 96 П.4. Выбор последовательности переходов для обработки отверстия 98
ЛАБОРАТОРНЫЕ РАБОТЫ
1. Подготовка геометрической информации для контурной обработки детали на станке с ЧПУ
1.1. Цель работы
Цель работы – приобрести умение производить подготовку геометрической информации для написания управляющей программы при контурной обработке детали на станке с ЧПУ
1.2. Основные теоретические сведения
1.2.1. Системы координат станков с ЧПУ
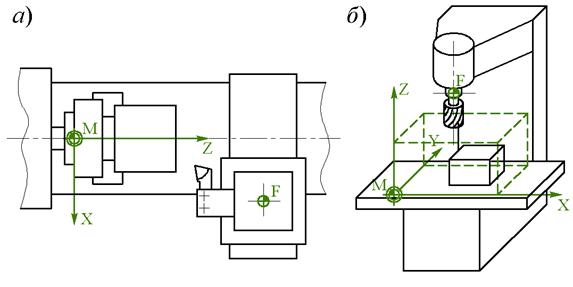
Работа станка с ЧПУ тесно связана с системами координат, оси которых располагают параллельно направляющим станка, что позволяет при программировании обработки указывать направления и величины перемещений рабочих органов.
Рис. 1.1. Системы координат станков с ЧПУ: а) – токарный станок; б) – вертикально-фрезерный станок
Система координат станка MCS (machine coordinate system) – это координатная система, в которой определяются начальные, текущие и предельные положения рабочих органов станка. Система координат станка является главной расчетной системой, относительно которой задается положение всех других систем координат (детали, программы, инструмента). Начало системы координат станка обозначают буквой M и символом Положения рабочих органов характеризуют базовые точки, которые выбираются в зависимости от конструкции рабочих органов (узлов станка). Например, для шпиндельного узла базовой точкой является точка пересечения F торца шпинделя с осью его вращения (рис. 1.1). Если у станка с ЧПУ имеется несколько рабочих органов, несущих инструмент, то используют следующие обозначения координатных осей и соответствующих им перемещений (рис. 1.2): X, Y, Z – первый рабочий орган; U, V, W –второй рабочий орган (вторичные оси); P, Q, R –третий рабочий орган (третичные оси).
Рис. 1.2. Обозначения осей и движений в системе координат станка
Круговые перемещения рабочих органов, несущих инструмент, обозначают буквами: А – вокруг оси Х; В – вокруг оси Y; C – вокруг оси Z. Следует отметить, что к круговым перемещениям не относится вращение шпинделя. Положительные направления движения заготовки относительно неподвижных частей станка указывают оси X ', У ', Z ', направленные противоположно осям X, Y, Z. Для обеспечения единства методов подготовки управляющих программ для всех станков с ЧПУ принята стандартная система координат, которая должна удовлетворять следующим требованиям: 1. Стандартная система координат является правой прямоугольной системой координат, то есть координатные оси в данной системе ориентированы относительно друг друга определенным образом. Для запоминания расположения осей в правой системе координат можно воспользоваться правилом правой руки: направлениям осей Х, Y, Z соответствует расположение большого, указательного и среднего пальцев правой руки (рис. 1.3, а).
Рис. 1.3. Определение направления осей и движений в правой системе координат по правилу «правой руки»
Правило «правой руки» позволяет определить положительное направление вращение в правой системе координат. Если расположить большой палец правой руки по направлению оси, то остальные согнутые пальцы укажут положительное направление вращения (рис. 1.3 б). 2. При использовании стандартной системы координат нуль станка фиксируется относительно рабочего органа несущего заготовку в таком положении, при котором все перемещения станка задаются положительными координатами. 3. Ось Z стандартной системы координат принимается параллельной оси вращения шпинделя, а за ось Х выбирается ось, вдоль которой возможно большее перемещение. 4. Положительные направления осей X, Y, Z принимаются такие, в которых инструмент удаляется от заготовки.
1.2.2. Система координат детали и инструмента
Для удобства подготовки управляющих программ помимо системы координат станка также используются системы координат детали и инструмента. Система координат детали WCS (Workpiece Coordinate System) – это координатная система, в которой определены все размеры данной детали и заданы координаты опорных точек траектории инструмента. Система координат детали является главной системой при программировании обработки. Начало системы координат детали обозначают буквой W и символом
Рис. 1.4. Пример расположения системы координат детали при обработке на токарном станке с ЧПУ
В качестве системы координат детали наиболее часто используется правая прямоугольная система координат. Кроме того, в качестве системы координат детали могут быть использованы цилиндрическая и сферическая координатные системы. Например, цилиндрическую систему координат удобно использовать при сверлильно-расточной обработке, когда обрабатываемые отверстия расположены по окружности. Для упрощения разработки УП при выборе положения системы координат детали необходимо обеспечить следующие требования: 1) направления осей системы координат детали следует принимать такими же, как у системы координат станка; 2) координатные плоскости необходимо совмещать с поверхностями технологических баз или располагать параллельно; 3) нуль детали требуется выбирать таким, чтобы все или большая часть опорных точек имели положительные координаты; 4) координатные оси следует совмещать с осями симметрии детали или выносными линиями, от которых проставлено наибольшее число размеров. Система координат инструмента TCS (Tool Coordinate System) – это координатная система, которая предназначена для задания положения режущей части инструмента относительно державки. Начало системы координат инструмента обозначают буквой T и символом На станках с ЧПУ режущий инструмент осуществляет работу совместно со вспомогательным инструментом (державкой). Все вместе это образует инструментальный блок, который позволяет производить настройку инструмента вне станка. Система координат инструмента представляет собой правую координатную систему, которая жестко связана с инструментальным блоком, состоящим из режущего и вспомогательного инструментов. Положение система координат инструмента должно удовлетворять следующим требованиям: 1) оси системы координат инструмента должны быть параллельны соответствующим осям стандартной системы координат; 2) нуль инструмента Т должен быть совмещен с базовой точкой инструментального блока, положение которой зависит от особенностей установки блока на станке. На рис. 1.5 представлены примеры размещения системы координат в соответствии с указанными правилами, где в качестве инструментов выступают токарный резец и произвольный осевой инструмент (фреза, сверло и др.).
Рис. 1.5. Примеры размещения системы координат инструмента относительно инструментального блока и центра инструмента относительно его режущей части
Положение режущей части инструмента характеризуется положением его вершины и режущих кромок. Вершина инструмента задается точкой Р, которая располагается в центре закругления инструмента и называется центром инструмента (рис. 1.5). Центр инструмента Р используется в качестве расчетной точки при вычислении траектории инструмента, а сама траектория представляет собой множество положений точки Р. Исходная точка О – точка, с которой начинается работа по управляющей программе. Перед началом обработки центр инструмента совмещен с нулем программы. Исходную точку выбирают исходя из следующих соображений: 1) минимизация вспомогательных перемещений инструмента; 2) обеспечение удобства и безопасности смены инструмента.
1.2.3. Особенности построения расчетно-технологи-ческой карты
Расчетно-технологическая карта (РТК) представляет собой технологический документ, который содержит законченный план обработки детали на станке в виде графического изображения траектории движения инструмента со всеми необходимыми пояснениями и расчетными размерами. По данным РТК технолог программист, не обращаясь к чертежу детали или каким-либо другим источникам, может полностью составить текст управляющей программы. Можно выделить следующие этапы оформления РТК: 1). Вычерчивают в масштабе контур детали, подлежащий обработке, и контур заготовки с указанием всех размеров, необходимых при программировании. 2). Намечают расположение базирующих элементов и прижимов в соответствии с техническими условиями на приспособление. 3). Наносят траекторию движения центра инструмента для каждого из используемых инструментов. При этом рабочие перемещения инструмента обозначают сплошными линиями, а холостые (ускоренные) перемещения – прерывистыми линиями. 4). На траектории инструмента отмечают и обозначают цифрами опорные точки траектории и ставят стрелки, указывающие направление движения. При необходимости указывают места контрольных точек и точек остановки, необходимых для смены инструмента, изменения частоты вращения шпинделя, переустановки детали и др., указывают продолжительность остановки в секундах. 5). Наносят дополнительные данные, тип станка, наименование и материал детали, особенности заготовки и ее крепления, параметры инструмента и режимы его работы на отдельных участках траектории и пр. Пример оформления РТК показан на рис. 1.6.
Рис. 1.6. Расчетно-технологическая карта
При построении траектории движения центра инструмента на РТК необходимо соблюдать следующие правила: 1). Подводить инструмент к обрабатываемой поверхности и отводить его следует по специальным траекториям с учетом величин недоходов и перебегов. 2). Недопустимы остановка инструмента и резкое изменение подачи в процессе резания, что сопровождается повреждением обрабатываемой поверхности. Перед остановкой или резким изменением подачи необходимо отвести инструмент от обрабатываемой поверхности. 3). Длина холостых перемещений должна быть минимальной. 4). Для устранения влияния на точность обработки люфтов станка желательно предусмотреть дополнительные петлеобразные переходы в зонах реверса, обеспечивающие выборку люфта.
1.2.4. Особенности расчета траектории инструмента при контурной обработке
При обработке контура детали на станке с ЧПУ траектория движения инструмента представляет собой множество положений центра этого инструмента. Различают следующие способы расположения траектории движения инструмента относительно контура детали: 1) Траектория совпадает с контуром детали (рис. 1.7, а). 2) Траектория эквидистантна (расположена по эквидистанте) контуру детали (рис. 1.7, б). Эквидистанта – геометрическое место точек, равноудаленных от какой либо линии и лежащих по одну сторону от нее. 3) траектория изменяет положение относительно контура детали по определенному закону (рис. 2.7, в). Для упрощения расчетов траекторию инструмента необходимо разбивать на отдельные участки, называемые геометрическими элементами траектории. К геометрическим элементам относятся отрезки прямых, дуги окружностей, кривые второго и высшего порядков.
Рис. 1.7. Варианты расположения траектории инструмента относительно контура детали
Расчет траектории инструмента сводится к определению координат опорных точек, которые разделяют на геометрические и технологические. Опорные геометрические точки – точки, в которых происходит изменение закона, описывающего траекторию инструмента. Опорные технологические точки – точки траектории, в которых происходит изменение условий протекания технологического процесса (изменение режимов обработки, временный останов инструмента, включение или выключение охлаждения и т. д.). Положение опорных точек может задаваться двумя способами: 1) в абсолютных размерах, когда координаты всех опорных точек заданы относительно одной точки (главным образом относительно нуля детали). 2) в приращениях, когда координаты каждой последующей опорной точки заданы относительно предыдущей точки. Выделяют графический и аналитический методы определения координат опорных точек. При графическом методе координаты опорных точек находят непосредственно с расчетно-технологической карты, построенной в требуемом масштабе. Данный метод характеризуется погрешностями построения траектории и измерения размеров и часто не обеспечивает определение координат с требуемой точностью. Более точным является аналитический метод, который заключается в расчете координат опорных точек через специальные уравнения и формулы. При контурной обработке (траектория эквидистантна контуру) расчет координат опорных точек траектории включает два этапа: Этап 1. Расчет координат опорных точек на контуре детали В общем случае на данном этапе находят уравнения, описывающие геометрические элементы контура детали, и совместно решают эти уравнения для соседних геометрических элементов. Тем самым находят координаты опорных точек, расположенных на пересечении геометрических элементов контура детали. Иногда для расчета координат точек на контуре более удобным является использование специальных формул, получаемых через размеры геометрических элементов и координаты характерных точек этих элементов. Наиболее часто решаются задачи определения координат опорных точек, лежащих на пересечении прямых и окружностей. Расчетные формулы для различных случаев пересечения прямых и окружностей представлены в табл. П.1. Этап 2. Расчет координат опорных точек на эквидистанте На данном этапе по специальным формулам производится расчет координат опорных точек на эквидистанте через координаты соответствующих точек на контуре детали. Формулы для расчета координат опорных точек на эквидистанте для нескольких случаев представлены в табл. П.2. Используют два способа соединения элементов эквидистанты в зависимости от угла α между соседними геометрическими элементами контура детали: 1) при α ≤ 180º геометрические элементы эквидистанты соединены точкой их пересечения (рис. 1.8, а); 2) при α > 180º геометрические элементы эквидистанты соединены дугой окружности радиусом, центр которой расположен в соответствующей опорной точке контура детали (рис. 1.8, б).
Рис. 1.8 Способы соединения элементов эквидистанты
1.3. Порядок выполнения работы
Данная лабораторная работа предполагает выполнение следующих этапов: 1). Изучить методические указания к лабораторной работе. 2). Пройти собеседование с преподавателем и получить задание для выполнения работы. 3). Построить расчетно-технологическую карту обработки заданной детали по выделенному контуру. 4). Произвести расчет координат опорных точек на контуре детали. 5). На основе полученных значений координат опорных точек на контуре детали аналитически определить координаты опорных точек на эквидистанте. 6). Оформить и защитить отчет по лабораторной работе.
1.4. Варианты заданий
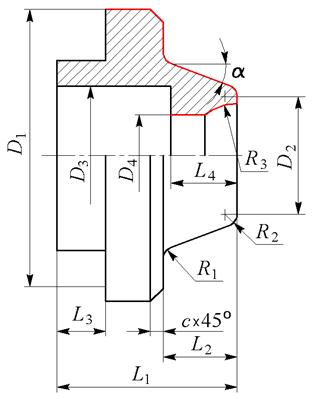
В качестве вариантов заданий для выполнения данной лабораторной работы предлагаются эскизы обрабатываемых деталей (рис. 1.9 – 1.13), на которых выделен красным цветом обрабатываемый контур. Размеры указанных деталей для различных вариантов задания представлены в табл. 1.1 – 1.5. Обработка должна быть произведена путем однократного прохода инструментом по контуру детали. При этом наружный и внутренний контуры детали обрабатываются разными инструментами, то есть обработка осуществляется за два перехода. Плоские детали должны быть обработаны на фрезерном станке с помощью концевых фрез. Радиусы концевых фрез принять меньше, чем радиусы обрабатываемых ими элементов контура. Детали типа тел вращения обрабатываются на токарном станке с помощью контурных резцов. Радиусы скругления при вершине контурных резцов принять равными 0, 1 – 0, 5 мм. Величины недоходов и перебегов режущих инструментов принять равными 1 – 5 мм.
Рис. 1.9. Эскиз обрабатываемой детали для вариантов 1, 6, 11, 16, 21
Таблица 1.1 Размеры обрабатываемой детали для вариантов 1, 6, 11, 16, 21
Рис. 1.10. Эскиз обрабатываемой детали для вариантов 2, 7, 12, 17, 22
Таблица 1.2 Размеры обрабатываемой детали для вариантов 2, 7, 12, 17, 22
Рис. 1.11. Эскиз обрабатываемой детали для вариантов 3, 8, 13, 18, 23
Таблица 1.3 Размеры обрабатываемой детали для вариантов 3, 8, 13, 18, 23
Рис. 1.12. Эскиз обрабатываемой детали для вариантов 4, 9, 14, 19, 24
Таблица 1.4 Размеры обрабатываемой детали для вариантов 4, 9, 14, 19, 24
Рис. 1.13. Эскиз обрабатываемой детали для вариантов 5, 10, 15, 20, 25
Таблица 1.5 Размеры обрабатываемой детали для вариантов 5, 10, 15, 20, 25
1.5. Пример выполнения работы
Пусть требуется произвести обработку детали, показанной на рис. 1.14, по контуру, выделенному красным цветом.
Рис. 1.14. Эскиз обрабатываемой детали
РТК обработки заданной детали показана на рис. 1.15. Необходимо аналитически определить координаты X и Y опорных точек 3, 4, 9, 12, 13 эквидистанты. Для этого найдем координаты X и Y опорных точек a, b, c, d, e контура детали по следующим формулам (табл. П.1): ха = xC 1 ± R 1∙ sin α; ха = 120 – 90∙ sin 30 ° = 90 (мм); yа = yC 1 ± R 1∙ cos α; yа = 90 + 90∙ cos 30 ° = 167, 94 (мм); хb = 0; yb = yа – xа ∙ tg 30 °; yb = 141, 96(1 – tg 30 °) = 60, 00 (мм); хc = xC 1 ± R 1∙ sin (λ + φ); yc = yC 1 ± R 1∙ cos (λ + φ); хd = xC 2 ± R 2∙ sin (λ + φ); yd = yC 2 ± R 2∙ cos (λ + φ); λ = arctg (уC 1 – yC 2)/(xC 1 – xC 2); λ = arctg (90 – 60)/(120 – 40) = 20, 56 °;
Рис. 1.15. Расчетно-технологическая карта
φ = arcsin (R 1 – R 2)/[(уC 2 – yC 1)2 + (xC 2 – xC 1)2]1/2; φ = arcsin (60 – 15)/[(90 – 60)2 + (120 – 40)2]1/2 = 31, 78 °; хc = 120 – 60∙ sin (20, 56 ° + 31, 78 °) = 72, 50 (мм); yc = 90 + 60∙ cos (20, 56 ° + 31, 78 °) = 126, 66 (мм); хd = 40 – 15∙ sin (20, 56 ° + 31, 78 °) = 28, 13 (мм); yd = 60 + 15∙ cos (20, 56 ° + 31, 78 °) = 69, 16 (мм); ye = 60 – 15 = 45 (мм); хe = xC 1 – [ R 12 – (yC 1 – ye)2]1/2; хe = 120 – [602 – (90 – 45)2]1/2 = 80, 31 (мм). Отсюда координаты опорных точек траектории инструмента будут (табл. П.2): х 3 = xа – R и1·(xC 2 – xd)/ R 1; х 3 = 90 – 15·(120 – 90)/60 = 82, 5 (мм); y 3 = yа + R и1·(ya – yC 1)/ R 1; y 3 = 141, 96 + 15·(141, 96 – 90)/60 = 154, 95 (мм); х 4 = xb – (R 12 + 22) sin (α + β); y 4 = yb + (R 12 + 22) cos (α + β); β = arctg 2/ R и1; β = arctg 2/15 = 7, 59 °; х 4 = 0 – (152 + 4) sin (30 ° + 7, 59 °) = – 9, 23 (мм); y 4 = 60 + (152 + 4) cos (30 ° + 7, 59 °) = 71, 99 (мм); х 9 = xe + R и2·(xC 1 – xe)/ R 1; х 9 = 80, 31 + 12·(120 – 80, 31)/60 = 88, 25 (мм); y 9 = ye + R и2·(yC 1 – ye)/ R 1; y 9 = 80, 31 + 12·(90 – 45)/60 = 89, 31 (мм); х 12 = xd + R и2·(xC 2 – xd)/ R 2; х 12 = 28, 13 + 12·(40 – 28, 13)/15 = 37, 63 (мм); y 12 = yd – R и2·(yd – yC 2)/ R 2; y 12 = 69, 16 – 12·(69, 16 – 60)/15 = 61, 83 (мм); х 13 = xc + R и2·(xC 1 – xc)/ R 1; x 13 = 72, 5 + 12·(120 – 72, 5)/60 = 82 (мм); y 13 = yc + R и2·(yc – yC 1)/ R 1; y 13 = 126, 66 – 12·(126, 66 – 90)/60 = 119, 33 (мм). Найденные значения координат опорных точек представлены в табл. 1.6.
Таблица 1.6 Координаты опорных точек траектории инструмента
1.6. Контрольные вопросы
1. Каково назначение системы координат станка? 2. Что представляет собой стандартная система координат станков с ЧПУ? 3. Каково назначение системы координат детали? 4. Для чего предназначена система координат инструмента? 5. Что такое исходная точка и руководствуясь чем выбирают ее положение при обработке на станках с ЧПУ? 6. Что представляет собой траектория движения инструмента (для положения какой точки задается и из каких элементов состоит)? 7. Что такое опорная точка траектории инструмента, и какие выделяют виды опорных точек? 8. Какие используются способы задания положения опорных точек. 9. Что такое эквидистанта, и каким образом координаты опорных точек на ней при использовании расчетно-аналитического метода? 10. Какие используются способы соединения геометрических элементов эквидистанты, и в каких случаях?
2. Организация работы на станке 16К20Ф3 с устройством ЧПУ NC-201
2.1. Цель работы
Цель работы – приобрести умение осуществлять подготовку станка и устройства ЧПУ к выполнению управляющей программы на примере станка 16К20Ф3 с устройством ЧПУ NC-201.
2.2. Основные теоретические сведения
2.2.1. Общее описание станка 16К20Ф3
Станок с ЧПУ модели 16К20Ф3 (рис. 2.1) предназначен для токарной обработки деталей типа тел вращения со ступенчатым и криволинейным профилем, в том числе и для нарезания резьб. Основные технические характеристики станка 16К20Ф3 представлены в табл. 2.1.
Рис. 2.1. Общий вид станка 16К20Ф3
Таблица 2.1 Основные технические характеристики станка 16К20Ф3
За положительное направление по оси продольного перемещения Z принято перемещение инструмента относительно заготовки вправо, а по оси поперечного перемещения X – поперечное перемещение инструмента от заготовки к оператору (рис. 2.2).
|

 и называют нулем станка (рис. 1.1).
и называют нулем станка (рис. 1.1).

 и называют нулем детали (рис. 1.4).
и называют нулем детали (рис. 1.4).
 и называют нулем инструмента (рис. 1.5).
и называют нулем инструмента (рис. 1.5).










 <
<


