Методы обработки наружных цилиндрических поверхностей
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 1. Точение
| продольная
инструмента на станках токарной группы
| 
 ; ;  где l, l вр , l пер – длины обрабатываемой поверхности, врезания и перебега инструмента, мм; S пр – продольная подача инструмента, мм/об; n – частота вращения заготовки, мм/об; a – припуск на сторону, мм; t – глубина резания, мм
где l, l вр , l пер – длины обрабатываемой поверхности, врезания и перебега инструмента, мм; S пр – продольная подача инструмента, мм/об; n – частота вращения заготовки, мм/об; a – припуск на сторону, мм; t – глубина резания, мм
| черновое
12–14
чистовое
9–10
тонкое
6–8
| черновое
12, 5–6, 3
чистовое
3, 2–1, 8
тонкое
0, 2–0, 8
|
Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
| поперечная на станках
токарной группы
| 
 ; ;  ;
где h, h вр , h пер – ширина обрабатываемой поверхности, врезания и передачи инструмента, мм; S поп – поперечная подача инструмента, мм/об; D з, d з – наружный и внутренний диаметры заготовки, мм. ;
где h, h вр , h пер – ширина обрабатываемой поверхности, врезания и передачи инструмента, мм; S поп – поперечная подача инструмента, мм/об; D з, d з – наружный и внутренний диаметры заготовки, мм.
| черновое
12–14
чистовое
9–10
тонкое
6–8
| черновое
12, 5–6, 3
чистовое
3, 2–1, 8
тонкое
0, 2–0, 8
|
Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 2. Шлифование
| продольная на круглошлифовальных станках
| 
 ; ;  ; ;  где S B – подача в долях ширины шлифовального круга на оборот детали; В к – ширина шлифовального круга, мм; k – коэффициент, учитывающий упругое отжатие, износ и изменение размера из-за правки круга; L д – длина обрабатываемой поверхности детали
где S B – подача в долях ширины шлифовального круга на оборот детали; В к – ширина шлифовального круга, мм; k – коэффициент, учитывающий упругое отжатие, износ и изменение размера из-за правки круга; L д – длина обрабатываемой поверхности детали
| предварительное
8–9
чистовое
7–6
тонкое
| предварительное
2, 5–0, 03
чистовое
1, 25–0, 32
тонкое
0, 32–0, 08
|
Продолжение табл. 1.132
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
| поперечная (врезания) на круглошлифовальных станках
| 

| предварительное
8–9
чистовое
7–6
тонкое
| предварительное
2, 5–0, 03
чистовое
1, 25–0, 32
тонкое
0, 32–0, 08
|
Продолжение табл. 1.132
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
| угловая (врезанная) на круглошлифовальных станках
| 
| предварительное
8–9
чистовое
7–6
тонкое
| предварительное
2, 5–0, 03
чистовое
1, 25–0, 32
тонкое
0, 32–0, 08
| | 3. Притирка
| продольная на токарных станках
| 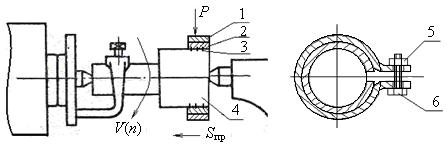 1 – жимок; 2 – притир; 3 – зерна абразивного листа; 4 – заготовки; 5 – гайка, 6 – болт; Р – усилие прижима;
Т о определяется по нормативам
1 – жимок; 2 – притир; 3 – зерна абразивного листа; 4 – заготовки; 5 – гайка, 6 – болт; Р – усилие прижима;
Т о определяется по нормативам
| 5–3
| 0, 63–0, 08
| Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
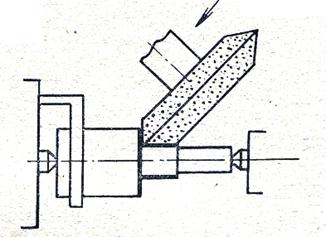
| | 4. Суперфиниш
| продольная на суперфинишном станке
|  Схемы отделки суперфинишированием
1 – заготовка; 2 – суперфинишная головка; 3 – суперфинишные абразивные бруски; S пр и S кр – продольная и круговая подачи; Р – усилие прижима брусков к заготовке; V – скорость резания – колебательного движения головки с амплитудой 2 мм и частотой 200–100 колебаний в минуту
Схемы отделки суперфинишированием
1 – заготовка; 2 – суперфинишная головка; 3 – суперфинишные абразивные бруски; S пр и S кр – продольная и круговая подачи; Р – усилие прижима брусков к заготовке; V – скорость резания – колебательного движения головки с амплитудой 2 мм и частотой 200–100 колебаний в минуту
| 5–3
| 0, 63–0, 08
|
Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 5. Полирование
| круговая на полировальном станке
|  Схема полирования цилиндрической поверхности: заготовка 1 полировальным кругом 2; Р – усилие прижима круга к заготовке; S пр и S кр – продольная и круговая подачи; V – скорость полирования
Схема полирования цилиндрической поверхности: заготовка 1 полировальным кругом 2; Р – усилие прижима круга к заготовке; S пр и S кр – продольная и круговая подачи; V – скорость полирования
| 6–3
| 0, 08–0, 01
|
Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 6. Обкатывания роликом
| продольная на модернизированном токарном станке
|  1 – заготовка; 2 – ролик; 3 – накатник; V – скорость обкатывания; S пр – продольная подача; V р – скорость вращения ролика; Р – усилие прижима ролика к заготовке
1 – заготовка; 2 – ролик; 3 – накатник; V – скорость обкатывания; S пр – продольная подача; V р – скорость вращения ролика; Р – усилие прижима ролика к заготовке
| после предыдущей обработки: 10, 9, 8
| 0, 8–0, 1
|
Окончание табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
| поперечная на модернизированном токарном станке
|  S п – поперечная неравномерная подача при заданном усилии прижима ролика к заготовке
S п – поперечная неравномерная подача при заданном усилии прижима ролика к заготовке
| после предыдущей обработки: 10, 9, 8
| 0, 8–0, 1
|

Картограммы и картодиаграммы Картограммы и картодиаграммы применяются для изображения географической характеристики изучаемых явлений...
|

Практические расчеты на срез и смятие При изучении темы обратите внимание на основные расчетные предпосылки и условности расчета...
|

Функция спроса населения на данный товар Функция спроса населения на данный товар: Qd=7-Р. Функция предложения: Qs= -5+2Р,где...
|

Аальтернативная стоимость. Кривая производственных возможностей В экономике Буридании есть 100 ед. труда с производительностью 4 м ткани или 2 кг мяса...
|
|
Вопрос 1. Коллективные средства защиты: вентиляция, освещение, защита от шума и вибрации Коллективные средства защиты: вентиляция, освещение, защита от шума и вибрации
К коллективным средствам защиты относятся: вентиляция, отопление, освещение, защита от шума и вибрации...
Задержки и неисправности пистолета Макарова 1.Что может произойти при стрельбе из пистолета, если загрязнятся пазы на рамке...
Вопрос. Отличие деятельности человека от поведения животных главные отличия деятельности человека от активности животных сводятся к следующему: 1...
|
|
Виды нарушений опорно-двигательного аппарата у детей В общеупотребительном значении нарушение опорно-двигательного аппарата (ОДА) идентифицируется с нарушениями двигательных функций и определенными органическими поражениями (дефектами)...
Особенности массовой коммуникации Развитие средств связи и информации привело к возникновению явления массовой коммуникации...
Тема: Изучение приспособленности организмов к среде обитания Цель:выяснить механизм образования приспособлений к среде обитания и их относительный характер, сделать вывод о том, что приспособленность – результат действия естественного отбора...
|
|
