Холодная листовая штамповка
Основными видами холодной листовой штамповки являются: вырубка, гибка и вытяжка. Вырубкой формируется внешний и внутренний контуры заготовки в специальных вырубных штампах. На Рис.4.1.13 Рис.4.1.13 приведена схема деформирования листового материала при вырубке. Пуансон выдавливает часть заготовки в проём матрицы. Зазор Z зависит от толщины и физико-механических свойств материала заготовки и может находиться в диапазоне от 0, 05
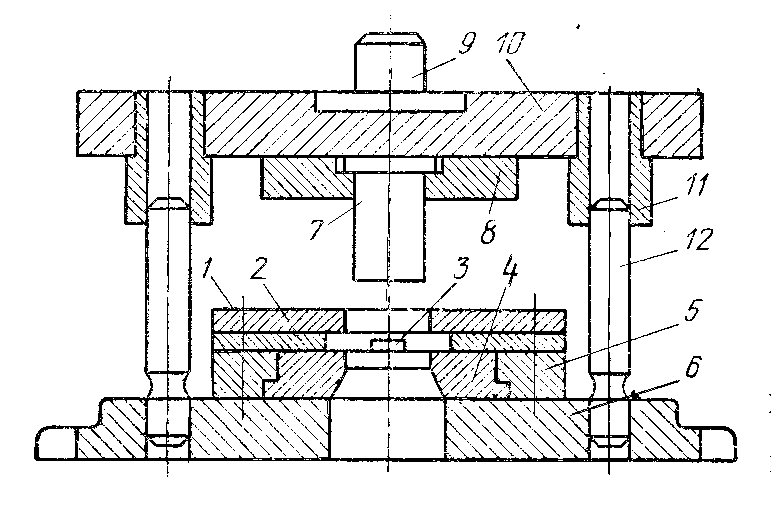
Рис.4.1.14.
На Рис.4.1.14. приведена схема вырубного штампа простого действия формирующего внешние контуры листовой детали. Нижняя плита 6 крепится на столе пресса болтами или прижимами. На нижней плите крепится матрица 4 с помощью матрице держателя 5. К верхней плите 10 пуансона крепится пуансон 7. Для точной ориентации пуансона относительно матрицы в верхнюю плиту запрессованы направляющие втулки 11, в которые входят направляющие колоны 12, закреплённые на нижнем основании 6. Перемещение верхней плиты осуществляется ползуном пресса который связан с хвостовиком 9. Исходной заготовкой является полоса из листового материала, которая подаётся по направляющим линейкам 2 до упора 3. Вырубленная из полосы деталь выталкивается пуансоном через проем нижней плиты и стола пресса в сборник деталей. После вырубки детали полоса снимается с пуансона съёмником 1, при перемещении его вверх. По своему назначению штампы бывают простого, последовательного и совмещённого действия. Штампы последовательного действия имеют несколько рабочих зон, в каждой из которых осуществляется одна операция вырубки контура детали, внешнего или внутреннего. Процесс штамповки листовых деталей позволяет значительно повысить производительность труда, но в связи с высокой стоимостью штампов их рационально применять в серийном производстве.
|
 Листовой штамповкой изготавливают как плоские, так и объёмные детали, от малогабаритных до крупных (стрелки ручных часов, обшивки АПУ и ЛА). В качестве исходной заготовки используется листовой прокат. При штамповке толщина листа изменяется незначительно или практически не изменяется, в зависимости от формы получаемой детали.
Листовой штамповкой изготавливают как плоские, так и объёмные детали, от малогабаритных до крупных (стрелки ручных часов, обшивки АПУ и ЛА). В качестве исходной заготовки используется листовой прокат. При штамповке толщина листа изменяется незначительно или практически не изменяется, в зависимости от формы получаемой детали. 0, 1 S толщины заготовки. При вырубке геометрические размеры проёма матрицы равны размерам готовой детали, а пуансона на 2Z меньше.
0, 1 S толщины заготовки. При вырубке геометрические размеры проёма матрицы равны размерам готовой детали, а пуансона на 2Z меньше.