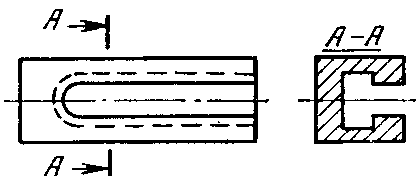
Технолгичность деталей обрабатываемых фрезерованиемПри конструировании деталей, которые обрабатывают фрезерованием, для повышения технологичности изготовления, необходимо придерживаться следующих требований: 1. Установочные или сопрягаемые поверхности желательно располагать в одной плоскости Рис.4.2.12 (б) и обрабатывать одной фрезой без перестройки станка. При этом точность сопряжения увеличивается. В случае расположения сопрягаемых поверхностей (а, b, c, d, f, e) на разных уровнях Рис.4.2.12 (а) увеличивается время обработки и снижается точность сопряжения. 2. С целью повышения производительности труда пазы, шпоночные канавки целесообразно обрабатывать дисковыми фрезами Рис.4.2.12 (в), а не концевыми фрезами Рис. 4.2.12 (г). Радиус выхода канавки должен соответствовать стандартному диаметру фрезы. 3. Пазы должны быть открытыми рис. 4.2.12 (д), что упрощает их изготовление и снижает время обработки. При обработке закрытых пазов Рис. 4.2.12 (е), необходимо предварительно обрабатывать отверстие для грибковой фрезы. 4. При обработке торцевой фрезой требуется предусматривать необходимый выбег инструмента Рис. 4.2.12 (ж) или обрабатываемая поверхность должна находиться выше других поверхностей. Не выполнение данного условия может привести к врезанию Рис. 4.2.12 (з) фрезы в поверхность не подлежащую обработке.
в
г д е
ж з Рис. 4.2.12. 6. При обработке квадрата, на деталях типа вала, размер квадрата должен быть больше диаметра вала Рис.4.2.13 (а), так как возможное смещение квадрата относительно оси может исключить возможность его сборки с сопрягаемой деталью Рис. 4.2.13 (б).
а Рис.6.13 б
4.2.2.2.Станочные приспособления. Процесс фрезерования применяется не только для обработки заготовок, получаемых литьём, штамповкой, прессованием и др. методами и имеющих плоские или прямолинейные поверхности, но и при обработке деталей имеющих форму тел вращения, в частности для обработки шпоночных канавок, зубьев, щлицев и т.п. В зависимости от конструктивных особенностей детали, вида обрабатываемой поверхности и точности её положения относительно других поверхностей, она может устанавливаться и фиксироваться как на столе станка так и в приспособлении. При обработке деталей фрезерованием, для их закрепления на столе станка, применяют универсальные или специальные приспособления. К универсальным приспособлениям относятся прихваты, угольники, призмы, машинные тиски,
|
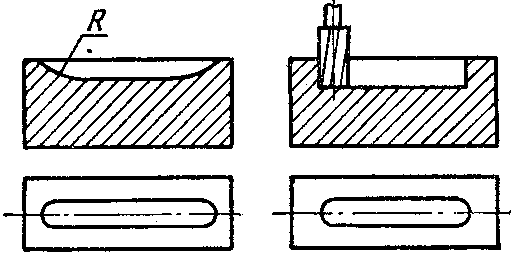 5. Площадь обрабатываемой фрезерованием поверхности должна быть равномерной по длине детали Рис. 4.2.12 (и), в противном случае изменение сил резания приведёт к погрешности обработки средней части Рис. 4.2.12 (к).
5. Площадь обрабатываемой фрезерованием поверхности должна быть равномерной по длине детали Рис. 4.2.12 (и), в противном случае изменение сил резания приведёт к погрешности обработки средней части Рис. 4.2.12 (к).