Требования, предъявляемые к моделям и стержневым ящикам
Составители: профессор, д.т.н. Ковенский И.М. доцент, к.т.н. Вождаев С.Н. доцент, к.т.н. Плеханов В.И. ст. преподаватель Прожерин А.Е.
Издательство "Нефтегазовый университет" Государственного образовательного учреждения высшего профессионального образования "Тюменский государственный нефтегазовый университет" 625000, г. Тюмень, ул. Володарского, 38 Отдел оперативной полиграфии издательства "Нефтегазовый университет" 625000, г. Тюмень, ул. Киевская, 52 Требования, предъявляемые к моделям и стержневым ящикам
Состоят в том, что они должны быть прочными, легкими, жесткими (чтобы противостоять колебанию), иметь конструкцию, размеры, обеспечивающие извлечение модели из формы, а так же получение отливок требуемых форм и размеров. В дозе 1.2 уже указывалось, что формовка — это процесс изготовления литейной формы. Литейные формы делятся на разовые н многократные. Разовая форма, изготовленная из формовочных смесей, используется для получения только одной отливки. При выбивке литья она разрушается. Многократные формы служат длительное время и являются постоянными. Они изготавливаются из чугуна и стали, а в отдельных случаях — из меди или алюминия и применяются в крупносерийном и массовом производстве для изготовления отливок сравнительно простых очертаний, а также при специальных видах литья.
Различают формовку по моделям и шаблонам (вращающимся н протяжным). Шаблон представляет собой приспособление, изготовленное из дерева или листов ого металла и имеющее очертания, которые соответствуют поперечному сечению отливки.
В зависимости от того, где изготавливается литейная форма, различают формовку в почве (в грунте) и в опоках.
По методу уплотнения формовочной смеси в опоках, а также извлечения модели из формы формовка подразделяется на ручную и машинную.
3 По состоянию литейных форм перед заливкой в них жидкого металла различают формовку всырую и всухую. Сырые формы перед заливкой металла не просушиваются.
Большинство форм крупных и средних ответственных литых изделий, к которым предъявляются высокие требования в отношении механических качеств и чистоты отливки, перед заливкой просушивается. Сушке подвергаются также формы для мелких отливок, имеющих сложные очертания.
Литейные формы сушат в сушильных печах или шкафах горячими печными газами. Температура сушки зависит от состава формовочного материала и размеров формы и составляет 100—500°С.
Применяются и другие способы сушки: прогрев форм токами высокой частоты, продувка формы углекислым газом, введение в состав формовочной смеси специальных примесей, вызывающих ее затвердевание, облучение поверхностей формы инфракрасными лучами и т. п.
Выбор способа формовки зависит от требуемой точности формы, размеров литья, типа производства. Большей частью применяется изготовление форм в опоках по моделям. Машина стержневая полуавтоматическая пескодувная 2Б83 для изготовления стержней пескодувным способом.
Машина стержневая полуавтоматическая пескодувная 2Б83 предназначена для изготовления стержней пескодувным способом. Стержни могут изготавливаться в ящиках как с горизонтальным, так и с вертикальным разъемом.
Техническая характеристика стержневой полуавтоматической машины 2Б83
Наибольший объем стержня, дм3 4
Габаритные размеры стержневого ящика, мм:
длина 400
ширина 320
высота 400
Цикловая производительность, съемы/ч 300
Объем рабочего резервуара, дм3 8,5
Размеры рабочего стола, мм:
длина 600
ширина 450
Размеры надувной плиты, мм:
длина 400
ширина 320
Расстояние от стола до надувной плиты, мм:
наибольшее 400
наименьшее 230
Ход стола, мм 170
Расход сжатого воздуха, м3/цикл 0,6
Габаритные размеры, мм:
длина 1130
ширина 765
высота 2045
Масса, кг 1300
Машина состоит из станины, механизма дутья, питателя, насадки, стола и пневмо-зажима. Колонна станины одновременно служит ресивером.
Подъем стола на высоту хода для регулирования размера по высоте стержневого ящика осуществляется с помощью пары винт-гайка. Винт приводится во вращение от маховичка через червячную передачу. Поджим стола со стержневым ящиком к механизму дутья производится мембраной, которая при включении пневматики обеспечивает дополнительный подъем стола на 15 мм.
В механизме дутья сконцентрированы рабочий резервуар с пескострельной гильзой, шиберный затвор с пневмоцилиндром привода, клапан вдува и выхлопа, пульт управления, реле времени и манометр. Стержневая смесь в пескострельную гильзу подается через питатель с пневмовибратором. Снизу на фланец рабочего резервуара надевается насадка, поджим и крепление ее осуществляется тремя болтами. Имея набор сопл, конусов и втулок, можно получать различные типы насадок в соответствии с технологическими требованиями.
Кронштейны пневмозажима крепятся к Т-образным пазам стола с помощью сухарей, затягиваемых эксцентриком от поворота рукоятки, что позволяет легко и быстро переналаживать машину на новый размер стержневого ящика.
Полуавтоматический цикл работы состоит из следующих операций: зажима стержневого ящика; надува стержня; разжима стержневого ящика.
Для защиты оператора от выброса смеси при наладках по стыку ящика и насадки имеется автоматически опускающийся козырек. Конструкция машины позволяет в отдельных случаях получать стержни с объемом до 5,5 дм3. КОВШИ ЛИТЕЙНЫЕ Ковш литейный в металлургии - стальной сосуд, предназначенный для кратковременного хранения, транспортировки и разливки расплавленного металла. Ковши литейные применяют для перевозки и разливки чугуна и стали. Сварной или клепаный корпус таких литейных ковшей футеруется изнутри огнеупорным кирпичом. Перемещают литейный ковш с помощью мостовых кранов или на тележках.
Разливочные литейные ковши для чугуна обычно имеют чайниковую форму, слив чугуна осуществляется через сливной носок при наклоне ковша. Для задержки шлака в таких литейных ковшах предусмотрены огнеупорные перегородки.
Сталеразливочный литейный ковш имеет форму усеченного конуса с большим основанием вверху. Сталь разливают через один или два стакана, расположенных в дне литейного ковша (стопорные ковши). Отверстие стакана закрывают и открывают стопором, передвигая его гидравлическим приводом или вручную. При сливе металла из литейного ковша через донные отверстия (стаканы) шлак не попадает в литейную форму.
Емкость изготавливаемых литейных ковшей — от 100 кг до 16 т. В литейном производстве применяют ручные, малые подвесные и крановые разливочные литейные ковши. Малые подвесные литейные ковши ёмкостью до 120 кг обычно подвешивают на монорельс, их перевозит один человек. Крановые литейные ковши грузоподъемностью выше 15 т применяются с механизированным приводом.
1. Ковш литейный: применяется в металлургии.
2. Литейный ковш: представляет собой стальной сосуд, предназначенный для кратковременного хранения, транспортировки и разливки расплавленного металла такого как чугун или сталь.
3. Литейный ковш: с помощью мостовых кранов или на передаточных тележках.
4. Разливочный литейный ковш: для чугуна обычно имеют чайниковую форму, чугун сливается через сливной носок при наклоне ковша. Шлак в таких литейных ковшах задерживается при помощи огнеупорных перегородок.
Мы предлагаем широкий модельный ряд на разливочные ковши, литейные ковши, заливочные ковши, промежуточные ковши, сталеразливочные ковши, чугуновозные ковши для разлива чугуна и стали. На сайте представлен четыре вида конструкций литейных ковшей (CB, GB, QB, TB)
Ковши литейные чайникового типа серия BC:
Ковши литейные стопорного типа серия GB:
Ковши литейные для разливки чугуна серия BT:
Ковши литейные для разлива чугуна серия QB:
Принцип действия стопорного пневматического заливного устройства Класс 31 с, 27„ ПИСАНИЕ ИЗОБРЕТЕНИ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Зарегистрировано в Бюро изобретений Госилака при СНК СССР ивным ковшами. ЧМет за М 23640. (. 3 О года. А. О. Новик Стопорный механизм к раз Заявлено 9 апреля 1939 года в НК Опубликовано 31 июля 1
Обычно в конструкциях стопорных механизмов сталеразливных ковшей ползун имеет движение только вверх или вниз. Вследствие этого неполад. ки, которые возникают при разливке стали и сопровождаются произволь. ным истечением металла из ковша и ожогами рабочих, в большинстве своем не могут быть ликвидированы. Происходящая в таких случаях ненормальная разливка стали не дает возможности получить необходимые для качества слитка скорости разливки, что вызывает как брак слитков (трещины), так и брак прокатанной из таких слитков продукции (рванина, плена). Не гарантирует от подобных неполадок при разливке стали и типовая американская конструкция стопорного механизма, допускающая возможность вращения ползуна в одной вертикальной плоскости и. Предлагаемая изобретением конструкция стопорного механизма дает возможность, в случае возникновения ряда неполадок при разливке (сбило запор, отжало шлаком запор, неправильно поставлен запор), восстановить нарушенную герметичность системы пробка -стакан.
Достигается это тем, что направляющая ползуна снабжена вверху шаровым шарниром, заключенным в шаровую полость коробки, жестко закрепленной на стенке ковша. Внизу направляющая надета на супорт, пе. редвижной на салазках. Последние, в свою очередь, подвижны в направлении, перпендикулярном к передвижению супорта. Благодаря такому устройству ползун стопорного механизма может качаться в двух взаимно перпендикулярных направлениях. На чертеже фиг. 1 изображает боковой вид внешней части стопорного механизма, фиг. 2 — план механизма качания направляющей стопора. К стенке ковша жестко прикре. плена коробка 1 с шаровой полостью, куда входит шаровой шарнир 2 направляющей 2 ползуна 3 стопорного механизма ковша, Направляющая внизу надета на головку супорта 4, снабженного внизу выемкой в форме ласточкина хвоста, куда входит хвостовик салазок б, передвижных по винту б. Последний укреплен на планке 7, через которую проходят два болта 8, ввернутые в стенку ковша, На свободный конец винта б
надета рукоятка 9. Супорт 4 насажен на винт 10 с рукояткой 11. Вращая рукояткой 9 винт б, заставляют салазки о перемещаться, приближая их к ковшу или удаляя от него. Вращая винт 10 рукояткой 1перемещают супорт 4 в плоскостиперпендикулярной к плоскости дви. жения салазокПредмет изобретения. Стопорный механизм к разливным ковшам, ощлачаюиийся тем, что направляющая 2 ползуна 3, с целью осуществления качания последнего в двух взаимно перпендикулярных направлениях, вверху снабжена шаровым шарниром 2ф, заключенным в жестко закрепленной на стенке ковша коробке1с шаровой полостью, а внизу надета на супорт 4, передвижной на салазках б, в свою очередь передвижных в направлении, перпендикулярном к передвижению супорта,
Техред А, И. Лрои Госплапиадат Отв. редактор П. В. Никитин Тип, Сов. печ. “, М 28346. Лак. № 7152 — 575
СУЩНОСТЬ УПЛОТНЕНИЯ СТЕРЖНЕЙ ПЕСКОДУВНЫМ СПОСОБОМ и ручном изготовлении мелких стержней стержневая смесь насыпается в стержневые ящики вручную и уплотняется пневматическими трамбовками. Подача смеси в стержневые ящики для средних и крупных стержней производится с помощью пескосыпов.
Пескосыпы — это бункер с ленточным питателем и расположенным под ним консольным ленточным транспортером, поворачивающимся вокруг оси консоли в горизонтальной плоскости. Поворачивая транспортер, можно подавать смесь в стержневые ящики, расположенные в радиусе его действия. Заполнение стержневой смесью стержневых ящиков при изготовлении стержней на встряхивающих формовочных машинах производят из бункеров с ленточными или шнековыми питателями. С целью повышения производительности труда мелкие и средние стержни, особенно в условиях массового и серийного производства, изготовляют на пескодувных и пескострельных машинах. Сущность пескодувного и пескострельного способов изготовления стержней заключается в заполнении резервуара машины стержневой смесью и продувании сжатого воздуха через нее под давлением 6—8 ат. Сжатый воздух, увлекая за собой смесь, с силой нагнетает ее в стержневой ящик и выходит через щелевидные отверстия в ящике — венты в атмосферу. Смесь под действием кинетической энергии, сообщаемой энергией сжатого воздуха, уплотняется.
УСТРОЙСТВО ПЕСКОСТРЕЛЬНОГО РЕЗЕРВУАРА ПЕСКОСТРЕЛЬНАЯ ГОЛОВКА. ПЕСКОСТРЕЛЬНАЯ ФОРМОВОЧНАЯ (СТЕРЖНЕВАЯ) ЛИТЕЙНАЯ МАШИНА.
ПЕСКОСТРЕЛЬНАЯ ГОЛОВКА - пневматическое устройство пескострельной формовочной (стержневой) литейной машины, предназначенное для транспортирования формовочной (стержневой) смеси в модельную оснастку и ее уплотнения. В гильзе выполнены вертикальные и горизонтальные прорези, через которые поступает сжатый воздух (смотри рис. П-8,б). Коническая насадка имеет профильное выходное отверстие (круглое, щелевое, крестообразное) значительных размеров. Надувная плита с вентами является универсальной. После подачи смеси в гильзу из бункера шибер закрывается, открывается клапан дутья, сжатый воздух из ресивера устремляется в гильзу и смесь выталкивается через насадку в стержневой ящик. Отработанный воздух через венты уходит в атмосферу.
Рис. П-8. Схема пескострельной головки:
1 - резервуар; 2 - мешалка; 3 - надувная плита; 4 - стержневой ящик; 5 - венты; 6 - гильза; 7 - бункер; 8 - горизонтальные прорези; 9 - шибер; 10 - клапан дутья; 11 - ресивер; 12 - вертикальные прорези; 13 - насадка пескодувным способом.
ПЕСКОСТРЕЛЬНАЯ ФОРМОВОЧНАЯ (СТЕРЖНЕВАЯ) ЛИТЕЙНАЯ МАШИНА - машина, уплотняющая формовочную или стержневую смесь пескострельным способом. Пескострельная машина конструктивно отличается от пескодувной наличием высокой гильзы с вертикальными прорезями для прохода воздуха, впускного быстродействующего клапана и выходного отверстия большого размера, встроенного ресивера. Время рабочего процесса 0,1-0,2 с. Смотри также Пескострельная головка, Пескодувная головка, Уплотнение стержневой смеси пескострельным способом
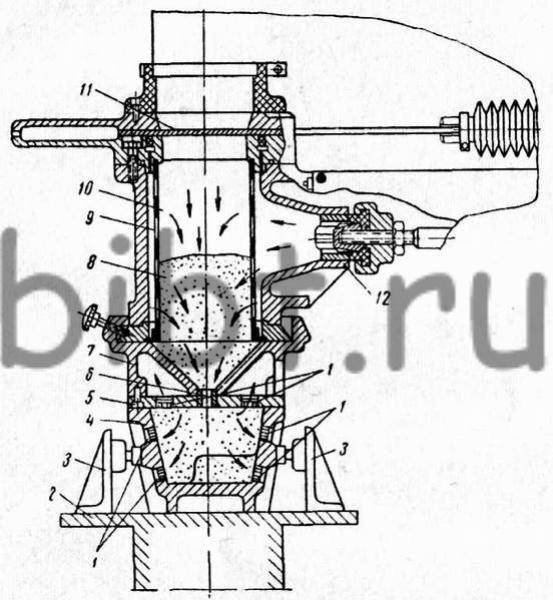
Рис. 42. Схема процесса изготовления стержня на пескострельной машине
На рис. 42 показана схема процесса изготовления стержня на пескострельной машине. При включении машины шиберная заслонка (дозатор) 11 открывает рабочий резервуар 10, в который сверху из бункера засыпается стержневая смесь. Рабочий резервуар имеет внутри сетчатую обечайку 5, в которую заполняется определенное количество смеси. После заполнения рабочего резервуара смесью шиберная заслонка автоматически закрывается и через клапан дутья 12 подается сжатый воздух, проникающий через узкие прорези обечайки внутрь резервуара. Стержневая смесь 8 сжатым воздухом через насадку 7 и надувную втулку 6 нагнетается в стержневой ящик 4, плотно прижатый к надувной плите 5.
Стержневой ящик устанавливается на подъемный стол машины 2 и крепится к нему пневматическими зажимами 3. За счет энергии сжатого воздуха, выходящего в атмосферу через сетчатые отверстия — венты 1 стержневого ящика и надувной плиты, — происходит уплотнение стержневой смеси.
Готовый стержень извлекают и направляют в сушку, а стержневой ящик используют вторично. Работа стерженщиков на машине сводится к установке стержневого ящика, включению машины и извлечению готового стержня. Заполнение ящика смесью, уплотнение, а также закрепление и раскрепление ящика осуществляются автоматически. При изготовлении стержней на мундштучных машинах стержневая смесь периодически подается из бункера. Уплотняется смесь выдавливанием через сменный мундштук, имеющий размеры отверстия, соответствующие профилю получаемого стержня. Выдавленные из мундштука стержни разрезаются на части определенной длины и направляются на сушку.
§ 70. Элементы установок для изготовления оболочковых форм и стержней из сырой песчано-смоляной смеси
Основным элементом установок, используемых для изготовления оболочковых форм и стержней из сырых песчано-смоляных смесей, является пескодувная (или пескострельная) машина, с помощью которой смесь надувается в горячую модельную оснастку. Пескодувный способ уплотнения смеси является наиболее прогрессивным, обеспечивающим высокое качество стержней и форм.
Схема пескострельной головки машины представлена на рис. 109. Нагретая модельная оснастка в устанавливается на столе машины, которая поднимаясь, прижимает ее к надувной плите 6. Сжатый воздух из резервуара 1 через дутьевой клапан 2 поступает в пескострельный резервуар 3.
Давление в нем мгновенно повышается, и воздух ударно действует на столб песчано-смоляной смеси, выталкивая его через конусный насадок 7 в нагретую модельную оснастку, благодаря чему в нем формируется стержень или форма. Гильза 4 имеет на боковой поверхности прорези, через которые действует сжатый воздух, уменьшая трение смеси о стенки. Воздух из модельной оснастки отводится через специальные щелевидные отверстия 9, предусматриваемые в надувной плите или самой оснастке.
Рис. 109. Схема пескострельной головки
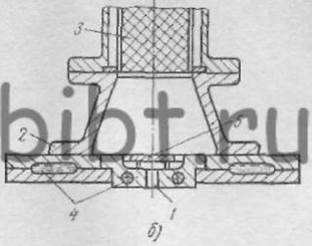
Рис. 110. Конструкция пескострельных головок:
а — для надува сырой смеси, б — для надува сухой смеси; 1 — отверстие для надува смеси, 2 — насадка, 3 — пескострельная гильза, 4 — каналы водяного охлаждения, 5 — затвор для сухой смеси
Для изготовления форм и стержней различной конфигурации и размеров пескострельные машины снабжают сменными насадками 5. В зависимости от конструкции надувной плиты пескострельные головки применяют как для надува сырой песчано-смоляной смеси (рис. 110, а), так и для сухой плакированной смеси (рис. 110, б). В последнем случае для предотвращения самопроизвольного высыпания из насадка сухой смеси после ее надува в оснастку над надувным отверстием устанавливают специальную пластинку на штырях, а вместо металлической гильзы с прорезями применяют гильзу с отверстиями, покрытую снаружи плотной сеткой из синтетического волокна.
|