
Погрешности, связанные с рабочими процессамиХарактер влияний рабочих процессов (температурных и силовых деформаций системы) существенным образом зависят от обратимости или необратимости процессов, которые протекают с разными скоростями. При обратимых процессах технические характеристики станка могут изменяться в соответствующих границах, например, колебания температуры или изменение внешних нагрузок (в границах упругих деформаций станка). В этих случаях автоматика может быть использована для возвращения станку начального состояния. Известны устройства, которые стабилизируют условия работы станков. К ним относят стабилизаторы давления, виброизоляторы, терморегуляторы, компенсаторы и т.п. Необратимые процессы, которые проявляются в станках в виде коррозии, изнашивание, перераспределения внутренних напряжений, вызовут постепенное снижение его начальных параметров. Для устранения этих недостатков созданные системы автоматической их компенсации путем промывания, очищение, смазки рабочих поверхностей деталей механизмов. Процессы, которые происходят на высоких скоростях (вибрации, изменения сил трения, деформирование вследствие изменения рабочих нагрузок и т.п.) снижают начальные характеристики станка. Для устранения этих недостатков осуществляется постоянный контроль рабочих параметров станка и подналадка механизмов. Примером таких систем может служить система обратных связей в станках с программным управлением, которая корректирует влияние разных факторов на правильность соблюдения заданного закона движения рабочих органов. К этой категории относятся: автоматическая корректировка подачи стола или суппорта при условиях сохранения постоянства силы резания, автоматическая защита от вибраций путем изменения их направления и величины, автоматическое уравновешивание шпиндельного узла и заготовки для ликвидации вредного влияния дисбаланса и т.п. Процессы, которые протекают с средней скоростью. К ним относятся изменение температуры станка и окружающей среды, изменение влажности среды, изнашивание режущего инструмента. Они протекают во время непрерывной работы станка. Для устранения этих недостатков используются средства активного контроля с автоматической подналадкой инструмента и его автоматической заменой, температурные компенсаторы положения шпинделя и регулирование направления теплового поля. Процессы, которые протекают с низкими скоростями. Задача компенсации заключается в уменьшении тепловых действий на показатели точности. При решении этой задачи необходимо предотвратить снижению других эксплуатационных показателей станка. К таким показателям относятся жесткость, вибростойкость, стойкость против изнашивания. Уменьшить влияние тепловых деформаций на точность обработки можно различными способами: 1 Изменить конструкцию станка таким образом, чтобы вынести источники тепла за пределы несущей системы станка. Но при этом увеличивается площадь, занимаемая станком. Если источник тепла не удается вынести, его изолируют. 2 Уменьшение тепловых деформаций путем внесения в конструкцию станка элементов, выполненных из материала с низким коэффициентом линейного расширения, например, инвара. Шпиндель станка располагают на инваровой раме, что уменьшает его тепловую деформацию. 3 Использование холодильного метода. Масло, используемое для смазки узлов станка, охлаждают с помощью холодильников. 4 Использование термосимметричных конструкций, которые обеспечивают равномерность деформаций. 5 Компенсация погрешностей за счет введения коррекции в перемещение рабочего органа.
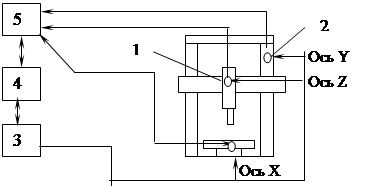
Такая система для фрезерно-расточного прецизионного многоцелевого станка показанная на рисунке. В этой системе датчики температуры устанавливают на шпиндельной бабке 1 и на колонне 2. Сигналы от датчиков поступают в корректирующее устройство 6, связанное с системой ЧПУ 5 и силовым распределительным щитом 4. Полученный в результате обработки корректирующий сигнал осуществляет с помощью серводвигателя 3 корректирование положения шпиндельной бабки по все трем осям. Но такие системы не могут полностью восстановить точность положения формообразующих узлов станка. Для полного восстановление точности станка используют способ управления тепловыми потоками корпусных деталей целенаправленным охлаждением или нагреванием отдельных участков. В результате выделения тепла в опорах и двигателе шпинделя корпус шпиндельной бабки нагревается неравномерно, это приводит к тому, что происходит отклонение в перпендикулярности оси шпинделя к плоскости стола. Контроль положения оси шпинделя происходит по помощи измерительной головки, которая периодически берется автооператором из инструментального магазина. Сигнал от головки из стационарной позиции подается в систему управления тепловым полем. Система включает полупроводниковые элементы, которые могут, в зависимости от направления тока, нагревать или охлаждать соответствующий участок корпуса шпиндельной бабки. При этом создаются такие тепловые поля, которые ограничивают положение оси шпинделя в заданных границах. (рис. 5ю8 Малышко)
|
 В тех случаях, когда изменение заданного положения инструмента или обрабатываемой заготовки связанная с тепловыми деформациями станка, соответствующая коррекция может быть осуществлена путем контроля температуры в экстремальных точках несущей системы станка и выработкой необходимых команд для исполнительных механизмов подналадки.
В тех случаях, когда изменение заданного положения инструмента или обрабатываемой заготовки связанная с тепловыми деформациями станка, соответствующая коррекция может быть осуществлена путем контроля температуры в экстремальных точках несущей системы станка и выработкой необходимых команд для исполнительных механизмов подналадки.


