ДСП как объект автоматизацииВозмущающие воздействия Дуговая сталеплавильная печь представляет собой сложный объект управления, в котором действует большое число различного рода возмущений. Эти возмущения можно разделить на несколько категорий. 1. Резкие и нерегулярные колебания тока и напряжения особенно сильные в период расплавления. Колебания связаны с неблагоприятными условиями зажигания и горения дуг, замыканиями электродов с шихтой и обрывами дуг при обвалах шихты. Колебания носят случайный характер и неблагоприятно воздействуют на энергетические показатели работы печи, повышая расход энергии и снижая производительность из-за простоев при обрыве дуг и отключениях печи токовой защитой. Возмущения должны отрабатываться регуляторами с максимальным быстродействием. 2. Регулярные колебания токов и напряжений с частотой 2...10 Гц, вызываемые перемещением дуг под действием электромагнитных сил и вибрации электродов. Колебания носят ограниченный характер и перед регулятором не ставится задача их отработки. 3. Колебания тока, связанные с изменением токов в других фазах при неавтономности регулирования отдельных фаз. В определенной степени снижение таких колебаний достигается применением дифференциального способа регулирования. 4. Медленные воздействия на длину дуги: обгорание электродов, изменение геометрии завалки при проплавлении колодцев, подъем уровня жидкого металла в процессе расплавления и др. Эти возмущения должны отрабатываться регуляторами. 5. Нестабильность питающего печь напряжения сети, вызванная, прежде всего, воздействием других мощных потребителей, в частности, других ДСП. Уменьшение влияния этих возмущений может быть получено при использовании систем управления с ЭВМ.
Управляющие воздействия При рассмотрении ДСП как объекта управления управляемой величиной является мощность дуги, а управляющими воздействиями служат напряжение фазы (ступень напряжения трансформатора) и сила тока (длина дуги).
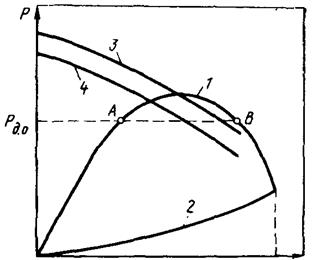
Рис. 6. Характеристики электрического режима ДСП: 1 – мощность дуг;2 – мощность электрических потерь; 3 – коэффициент мощности cosj;4 – электрический к.п.д.
Если не учитывать особенности работы дуговых печей, то в качестве основной регулируемой величины следовало бы выбрать мощность, выделяемую в дуге РД. Однако мощность дуги не может быть выбрана в качестве такой регулируемой величины по двум причинам: во-первых, отсутствуют способы непосредственного измерения РД; во-вторых, зависимость мощности дуги от силы тока носит экстремальный характер (рис. 6). При одной и той же заданной мощности РД0 печь может иметь режим, характеризуемый точками А и В. В период расплавления предпочтительнее режим в точке А, поскольку выше коэффициент мощности (cos j) и ниже мощность электрических потерь. Вместе с тем при автоматическом регулировании будет поддерживаться режим в точке В, так как после многочисленно коротких замыканий (сила тока резко возрастает) при подъеме электрода сила тока будет уменьшаться только до значений соответствующих точке В. В периоды открытых дуг может сложиться ситуация, когда предпочтительнее режим точки В, обеспечивающий работу на коротких дугах при большой силе тока и поэтому более интенсивную теплоотдачу к металлу. Такой режим в целом будет более выгодным, несмотря на меньшее значение cos j и большие электрические потери. Поскольку непосредственное регулирование мощности дуги РД невозможно, то остается при управлении этой мощностью использовать регулирование некоторых косвенных параметров, характеризующих мощность дуг, к которым можно отнести подводимую мощность, напряжение дуги и фазы, силу тока, длину дуги, сопротивление фазы. Но при этом следует оценить целесообразность использования этих косвенных параметров. Напряжение дуги не может быть выбрано в качестве регулируемой величины, так как его нельзя измерить. Регулирование напряжения фазы (к напряжению дуги прибавляется падение напряжения на электроде, электродержателе и в короткой сети) Uп также нецелесообразно, поскольку в этом случае существенно снижается чувствительность регулятора к изменению напряжения дуги и регулятор будет реагировать на колебания напряжения питающей сети, которые достигают 5...10 %. Кроме того, данное управляющее воздействие имеет серьезные ограничения, не позволяющие использовать его для отработки динамических возмущений. Это связано с низкой надежностью переключателя ступеней напряжения (ПСН) (что заставляет ограничивать частоту переключений), высокой дискретностью ступеней и низкими динамическими характеристиками. В связи с этим переключение ступеней напряжения трансформатора используется лишь как корректирующее воздействие для оптимизации режима в целом (электрического и теплового) при стабилизации длины дуги с помощью регулятора перемещения электрода. Положительной стороной регулирования напряжения является автоматическое зажигание дуг. Регулирование подводимой мощности нецелесообразно по тем же причинам, что и регулирование напряжения фазы Uп. Наиболее просто регулировать силу тока фазы из-за легкого ее измерения и возможности поддерживания мощности дуги с высокой точностью. Однако серьезным недостатком регулирования силы тока является невозможность автоматического зажигания дуг. При включении печи все три электрода начинают перемещаться вниз, поскольку сила тока равна нулю, а регулятор будет стремиться довести ее до заданного значения. Наступит момент, когда один электрод коснется шихты, но ток не возникнет, так как цепь остается разомкнутой до касания шихты вторым электродом. Регулятор будет продолжать опускать электрод уже коснувшийся шихты, что может привести к его поломке при наличии твердой шихты или науглероживанию металла при наличии жидкой ванны. Нецелесообразно использовать в качестве регулируемой величины и длину дуги из-за трудностей ее непосредственного измерения, а также влияния ряда технологических параметров, например, основности и температуры шлака. Наибольшее распространение для управления мощностью получил так называемый дифференциальный способ регулирования, использующий разность сигналов, пропорциональных силе тока дуги и напряжению фазы. Он заключается в поддержании для каждой фазы постоянства отношения полного напряжения фазы Un к силе тока I, т.е. постоянного сопротивления фазы. Недостатком дифференциального регулирования является зависимость подаваемой мощности от напряжения сети. Например, при уменьшении напряжения сети поддержание постоянства отношения Un / I приведет к снижению силы тока и, следовательно, мощности. Таким образом, задача управления ДСП сводится к поддержанию в условиях возмущений заданного значения мощности дуги при минимизации электрических потерь за счет работы с высоким коэффициентом мощности и уменьшения времени ликвидации коротких замыканий и обрывов дуг, а также обеспечения максимальной стойкости футеровки за счет поддержания рациональной длины дуги.
|