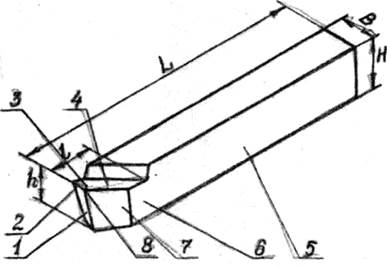
Конструкция и классификация резцовРезец обычно представляет стержень прямоугольного или круглого сечения, который состоит из двух основных частей: головки 6, являющейся рабочей частью резца, и державки 5, служащей для закрепления резца в резцедержателе (рис. 2). Головка имеет следующие рабочие элементы: переднюю поверхность 3, главную заднюю поверхность 7 и вспомогательную заднюю поверхность I, главную режущую кромку 4 и вспомогательную режущую кромку 2, а также вершину 8. Передняя поверхность воспринимает нагрузку от сходящей по ней стружки, главная задняя поверхность контактирует с поверхностью резания 3, вспомогательная задняя поверхность - с обработанной поверхностью 4 (рис. 1). Повышение производительности обработки достигается увеличением значений параметров резания: глубины T, подачи S, скорости V, что вызывает возрастание механических и тепловых нагрузок на рабочую часть резца. Чтобы при этом обеспечить необходимое качество обработки и стойкость резца, для его изготовления применяют инструментальные материалы с высокой твердостью, прочностью, теплостойкостью, износостойкостью, которые обладают также значительной стоимостью.
Рис. 2. Элементы конструкции резца
Цельные резцы изготовляют из инструментальных низколегированных сталей 9ХС, XB5f, Х3Г c невысокой теплостойкостью и применяют в ремонтном и мелкосерийном производстве при скоростях резания до 25 м/мин Составные резцы имеют головку, изготовленную из инструментальной высоколегированной» быстрорежущей стали Р9, Р6М5, Р9Ф6, иногда - из инструментального твердого сплава, а державку - на конструкционной или инструментальной углеродистой либо низколегированной стали. Головка и державка таких резцов соединяются сваркой либо пайкой так, что общая стоимость резцов остается на невысоком уровне, а хорошая теплостойкость материала головки позволяет использовать их в крупносерийном производстве при скоростях резания до 100 м/мин. Сборные резцы снабжаются режущей пластинкой 4 из быстрорежущей стали, твердого сплава, минералокерамики или режущим кристаллом алмаза либо эльбора. Такие резцы изготовляются из конструкционной или инструментальной стали, а режущая пластинка либо кристалл удерживается в специальном гнезде головки резца с помощью пайки, механического крепления или за счет сил резания. Твердые сплавы применяют для изготовления режущих пластин путем прессования и спекания смеси порошков кобальта и карбида вольфрама (ВК2, ВК3М, ВК8 и др.), карбидов вольфрама и титана(T5KI0, Т15К6, Т3ОК4, и др.), а также карбидов вольфрама, титана и тантала (ТT7KI2, ТТ8К6 и др.). Повышенная теплостойкость указанных материалов обусловила их использование для резцов в массовом производстве деталей со скоростями резания до 1000 м/мин. Минералокерамические материалы марок Т-48, ЦМ-332 прессуются либо отливаются и затем спекается в виде режущих пластинок из смеси порошков на основе корунда Al2O3 (термокорунд, микролит). Высокая теплостойкость минералокерамики позволяет вести чистовую обработку деталей при скоростях до 2000 м/мин, обеспечивая значительное возрастание производительности. Алмазные кристаллы, природные типа А и синтетические типа АС, весом до I кар обладают высокой твердостью и малым коэффициентом трения. Поэтому они используются дня обработки как вязких, так и сверхтвердых материалов со скоростями до 3000 м/мин. Эти материалы не должны содержать железа, т.к. алмаз легко вступает с ним в химическое взаимодействие и процесс резания ухудшается. Эльбор представляет синтезированный кубический нитрид бора (КНБ) с очень высокой теплостойкостью. Это позволяет применять его в виде сростка кристаллов для обработки особо твердых материалов, в том числе и содержащих железо, при скоростях до 160 м/мин.
По форме и расположению головки относительно державки различают токарные резцы прямые (рис. 5а), отогнутые (рис. 5б) и оттянутые (рис. 5в).
Проходные прямые резцы служат для мочения заготовок с продольной подачей при изготовлении гладких и ступенчатых валов (рис. 6а). Упорные проходные резцы применяются для продольного точения ступенчатых валов с обработкой в конце прохода торцовой поверхности (рис. 6б). Широкие (лопаточные) резцы используются для получения особо чистой поверхности (рис. 6в). Такие резцы применяются и для обработки конусных поверхностей. Отогнутые проходные резцы позволяют без их перестановки производить точение с продольной подачей, а также подрезку торца с поперечной подачей (рис.6г).
Угол расположения главной режущей кромки позволяет наиболее близко подвести резец к поддерживающему заднему центру станка, угол вспомогательной режущей кромки уменьшает ее трение по обработанной торцовой поверхности.
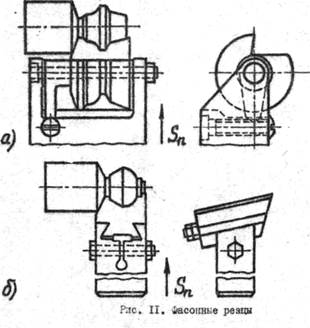
Расточные резцы применяются для обработки поверхности сквозных (рис. 10а) или глухих (рис. 10б) отверстий. Они делаются отогнутыми, причем у резцов для расточки глухих отверстий имеется угол расположения главной режущей кромки, позволяющий подвести ее наиболее близко к дну отверстия и произвести его подрезку. Передняя часть державки расточных резцов, входящая в отверстие, имеет круглое сечение, остальная часть державки – квадратная. Фасонные резцы предназначены для обработки с поперечной подачей поверхностей сложного профиля и имеют соответствующую форму режущей кромки (рис. 11). При этой срезаемый слой имеет значительную ширину, что увеличивает силы резания и требует от резцов повышенной жесткости. Это достигается приданием головке резца круглой (рис. 11а) или призматической (рис. 11б) формы и закреплением ее в специальной державке.
Литература Основная 1. Технология конструкционных материалов: Учебник для вузов /Под ред. А.М. Дальского. М.: машиностроение, 1985. 681 с, 2. Аршинов В.А., Алексеев Г. А. Резание материалов и режущий инструмент. М.: Машиностроение, 1979.394 с. ил. Дополнительная 3. Резцы: Сборник стандартов. М.: Издательство стандартов,1975. 246 с, ил.
|
 По способу изготовления резцы разделяются на цельные (рис. 2), составные 1 и сборные 2, 3 (рис. 3).
По способу изготовления резцы разделяются на цельные (рис. 2), составные 1 и сборные 2, 3 (рис. 3).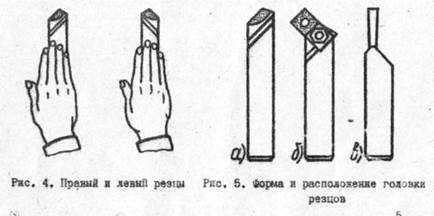 По направлению подачи токарное резцы разделяются на правые к левые (рис. 4). Правые резцы применяются для подачи справа налево, левые резцы - для подачи слева направо. Чтобы определить тип резца, следует сверху на резец положить ладонь правой руки, обратив вытянутые пальцы к его вершине. У правого резца главная режущая кромка окажется расположенной со стороны большого пальца, у левого резца - с другой стороны ладони.
По направлению подачи токарное резцы разделяются на правые к левые (рис. 4). Правые резцы применяются для подачи справа налево, левые резцы - для подачи слева направо. Чтобы определить тип резца, следует сверху на резец положить ладонь правой руки, обратив вытянутые пальцы к его вершине. У правого резца главная режущая кромка окажется расположенной со стороны большого пальца, у левого резца - с другой стороны ладони.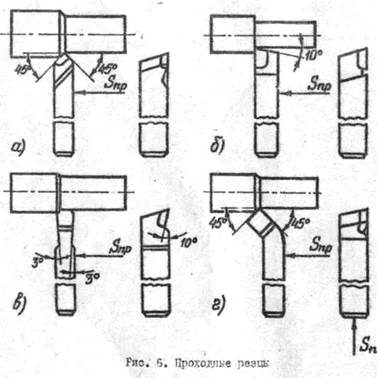 По виду выполняемой работы токарные резцы делятся па проходные, подрезные, прорезные, отрезные, резьбовые, расточные и фасонные.
По виду выполняемой работы токарные резцы делятся па проходные, подрезные, прорезные, отрезные, резьбовые, расточные и фасонные.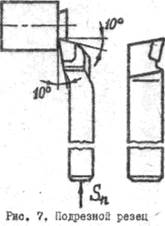 Подрезные резцы предназначены для обработки торцовых поверхностей с поперечной подачей и имеют отогнутую головку (рис. 7).
Подрезные резцы предназначены для обработки торцовых поверхностей с поперечной подачей и имеют отогнутую головку (рис. 7). Прорезные и отрезные резцы используются для получения в заготовке кольцевых канавок (рис. 8а) или разрезки заготовки на части (рис. 8б). Головка таких резцов делается оттянутой, редкая кромка обычно имеет ширину от 2 до 8 мм с закругленными заточенными на фаску вершинами для повышения прочности кромки.
Прорезные и отрезные резцы используются для получения в заготовке кольцевых канавок (рис. 8а) или разрезки заготовки на части (рис. 8б). Головка таких резцов делается оттянутой, редкая кромка обычно имеет ширину от 2 до 8 мм с закругленными заточенными на фаску вершинами для повышения прочности кромки.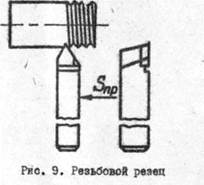 Боковые кромки расположены под углом 1…2° для уменьшения их трения по обработанным поверхностям. Прочность головки может быть повышена за счет увеличения ее высоты.
Боковые кромки расположены под углом 1…2° для уменьшения их трения по обработанным поверхностям. Прочность головки может быть повышена за счет увеличения ее высоты. Резьбовые резцы служат для нарезания наружной или внутренней резьбы (рис. 9). Форма линии их режущих кромок соответствует профилю нарезаемой резьбы, причем при нарезании треугольных резьб угол между кромками при вершине резца делается на 0°30’...I°30'меньше угла профиля резьбы, т.к. в процессе резания происходит некоторое "разбивание" профиля.
Резьбовые резцы служат для нарезания наружной или внутренней резьбы (рис. 9). Форма линии их режущих кромок соответствует профилю нарезаемой резьбы, причем при нарезании треугольных резьб угол между кромками при вершине резца делается на 0°30’...I°30'меньше угла профиля резьбы, т.к. в процессе резания происходит некоторое "разбивание" профиля.