Склад виробничого процесу.
Готові вироби одержують із матеріалів і напівфабрикатів у результаті здійснення окремих процесів, сукупність яких становить виробничий процес. Виробничий процес визначається як сукупність всіх дій людей і знарядь праці, необхідних на даному підприємстві для виготовлення або ремонту продукції (ДЕРЖСТАНДАРТ 14.004-83). До предметів праці відносять заготівлі й вироби. Технологічний процес може бути віднесений до виробу, його складовій частини або до методів обробки, формоутворення й складання, які визначені ДЕРЖСТАНДАРТ 3.1109-82. Налагодженням називають підготовку технологічного встаткування й технологічного оснащення до виконання технологічної операції. До налагодження ставиться установка пристосування на верстаті, установка на розмір комплекту різального інструменту й т.д. Сукупність знарядь виробництва, необхідних для здійснення технологічного процесу, називається засобами технологічного оснащення. Технологічне встаткування ─ це засоби технологічного оснащення, у яких для виконання певної частини технологічного процесу розміщають матеріали або заготівлі, засоби впливу на них, а також технологічне оснащення (прикладами технологічного встаткування є ливарні машини, преси, металорізальні верстати, печі, гальванічні ванни, іспитові стенди й т.п.). У технологічне оснащення включаються засоби технологічного оснащення, що доповнюють технологічне встаткування для виконання певної частини технологічного процесу (різальний інструмент, штампи, пристосування, калібри, прес-форми, моделі, ливарні форми й т.д.).
4. Принципи раціональної організації виробничого процесу.
Виробничі процеси відрізняються більшою розмаїтістю й повинні оптимально сполучатися в просторі й у часі. До принципів раціональної організації виробничого процесу ставляться: 1. диференціація; 2. концентрація й інтеграція; 3. спеціалізація; 4. безперервність; 5. паралельність; 6. пропорційність; 7. прямоточність; 8. ритмічність; 9. гомеостатичність; 10. гнучкість. Диференціація – припускає поділ виробничого процесу на окремі технологічні процеси, операції, переходи, прийоми. Ручні операції не можна піддавати надмірної диференціації, тому що це підвищує стомлюваність робітників за рахунок монотонності й високої інтенсивності їхньої праці. Крім того, велика кількість операцій приводить до зайвих витрат на установку, закріплення деталей, зняття з робочого місця й т.д. При використанні сучасного встаткування операції стають складними. У єдиному комплексі вирішуються завдання обробки, складання, транспортування й видалення відходів. Таким чином, принцип диференціації переходить у принцип концентрації операцій і інтеграції виробничого процесу. Під спеціалізацією виробництва розуміють обмеження номенклатури виробів, що виготовляються, близьких по призначенню й конструкції. Стосовно до організації виробничих процесів принцип спеціалізації означає звуження номенклатури продукції, що виготовляється в кожній виробничій ланці, аж до робочих місць. Рівень внутрішньозаводської спеціалізації можна підняти шляхом проведення уніфікації - приведення продукції, способів і методів її виробництва або їхніх елементів до єдиної форми, розмірам, составу. Чим уже спеціалізовані ланки підприємства, тим простіше здійснити інші принципи раціональної організації виробничого процесу. Принцип безперервності вимагає, щоб у процесі виготовлення продукції перерви між технологічними операціями були зведені до мінімуму або повністю ліквідовані. Однієї з форм підвищення безперервності на робочому місці є паралельне виконання робіт. Принцип паралельності припускає одночасне, паралельне виконання окремих операцій і процесів, тобто створення широкого фронту робіт з виготовлення даного виробу. Паралельність в організації виробничого процесу застосовується в наступних формах: - паралельність у структурі технологічної операції, супроводжується використанням великої кількості інструменту і багатопредметною обробкою; - паралельність у виконанні основних і допоміжних елементів операції полягає в сполученні машинної обробки й знімання деталей, контрольних промірів і т.д. Рівень паралельності виробничого процесу може бути охарактеризований за допомогою коефіцієнта паралельності, обчислювального як співвідношення тривалості виробничого циклу при паралельному русі предметів праці й фактичної його тривалості.
де n - кількість переділів, Тц.п. - тривалості виробничого циклу при паралельному русі предметів праці, Т ц - фактична тривалість виробничого циклу. Суть принципу пропорційності полягає в тім, що у всіх частинах виробничого процесу, у всій взаємозалежній системі машин повинна бути рівна пропускна здатність по випуску продукції. Це досягається тоді, коли продуктивність устаткування на всіх операціях технологічного процесу пропорційна трудомісткості обробки виробів на цих операціях з обліком заданої виробничої програми. Можливості допоміжних і обслуговуючих цехів повинне відповідати пропускній здатності основного виробництва. Ступінь пропорційності виробництва може бути охарактеризована величиною відхилень пропускної здатності кожного переділу від запланованого ритму випуску продукції
де n - кількість переділів або стадій виготовленої продукції; h - запланований ритм випуску продукції (звіт виробництва за планом); hср - пропускна здатність окремих переділів. На підприємствах важко домогтися повної пропорційності. Поява диспропорцій - закономірний результат розвитку виробництва, якім необхідно передбачати й усувати. Принцип прямоточності припускає найкоротший шлях проходження по всіх стадіях і операціям виробничого процесу. Дотримання цього принципу забезпечується розташуванням цехів, ділянок, робочих місць по ходу технологічного процесу. Відповідно допоміжні й обслуговуючі цехи варто розміщати по можливості ближче до основних цехів, що обслуговуються ними. Прямоточність характеризується коефіцієнтом Кпр, що представляє співвідношенням тривалості транспортних операцій і загальної тривалості виробничого циклу.
де Ттр – тривалість транспортних операцій Тц – тривалість виробничого циклу i - кількість переділів Із принципом безперервності тісно зв'язаний принцип ритмічності, що означає, що робота всіх підрозділів підприємства й випуск продукції повинні підкорятися певному ритму, тобто повторюваності. Ритмічність виробництва виражається, по-перше, у повторенні через рівні проміжки часу приватних виробничих процесів, і, по-друге, у здійсненні на кожному робочому місці в рівні проміжки часу однакового обсягу робіт. При дотриманні принципу ритмічності в рівні проміжки часу випускається однакове або рівномірно наростаюча кількість продукції, забезпечується рівномірне завантаження робочих місць і виконавців. Суть принципу гомеостатичності полягає в здатності виробничої системи протистояти порушенню її функцій завдяки наявності в системі механізму саморегулювання. Прикладом використання цього принципу на підприємстві може бути система ППР (планово-попереджувальних ремонтів), бригадної форми організації праці. Таким чином, при організації виробничого процесу необхідно передбачити в ньому механізм саморегулювання для того, щоб забезпечити можливість самовідновлювання. Принцип гнучкості означає, що виробничий процес повинен ефективно адаптуватися до мінливих організаційно-технічних вимог ринку. Гнучкість виробничого процесу означає його здатність без яких-небудь істотних змін техніки, технології, організації виробництва забезпечувати освоєння нових виробів у найкоротший термін з мінімальними витратами трудових і матеріальних ресурсів. Гнучкість ПП забезпечується впровадженням групових методів обробки деталей, гнучких виробничих модулів, автоматизацією виробництва.
5. Організація виробничого процесу у часі (виробничий цикл).
Інтервал календарного часу від початку до закінчення процесу виготовлення виробу являє собою виробничий цикл виготовлення виробу. Для соціалістичного виробництва було характерно всіляке й безперестанне скорочення виробничого циклу при одночасному підвищенні якості (надійності, довговічності) і зниженні собівартості продукції. Одним з найважливіших вимог, пропонованих до раціональної організації виробничого процесу, є забезпечення найменшої тривалості виробничого циклу виготовлення продукції. Під виробничим циклом розуміється календарний період часу з моменту запуску сировини, матеріалів у виробництво до повного виготовлення готової продукції. Тривалість виробничого циклу використовується при розробці виробничих програм, визначенні величини незавершеного виробництва, розробці графіків матеріального забезпечення виробництва й оперативної підготовки виробництва. Тривалість виробничого циклу залежить від: а) трудомісткості об'єкта, тобто робочого часу, необхідного для виробництва готового виробу; б) кількості предметів праці, що запускаються одночасно у виробництво, тобто розміру партії; в) тривалості нетехнологічних операцій; г) тривалості перерв у виробничому процесі; д) прийнятого виду руху оброблюваного предмета. У виробничому циклі розрізняють 5 видів перерв: 1) перерви, обумовлені режимом роботи підприємства й залежні від числа робочих змін, тривалості перерв між ними, кількості вихідних і святкових днів.; 2) перерви, викликувані зайнятістю робочого місця, внаслідок чого деталі пролежують чекаючи його звільнення від виконання інших робіт; 3) перерви, що виникають при обробці деталей партіями через їх пролежування, чекаючи обробки всієї партії перед її транспортуванням на наступну операцію. Ці перерви розраховуються разом із тривалістю технологічної операції й становлять разом операційний цикл виробництва; 4) перерви, викликувані незадовільною організацією виробництва: погана організація робочого місця, несвоєчасна подача матеріалів або інструмента, погана якість технологічної документації; 5) перерви, викликані випадковими обставинами: затримка поставки матеріалів від постачальника, брак. Види перерв 4 і 5 не враховуються при розрахунку тривалості виробничого циклу.

Рис. 3. Структура виробничого циклу
Рис. 4. Норма часу.
6. Поняття технологічного процесу. Частина виробничого процесу, що містить дії по зміні й наступному визначенню стану предмета, виробництва називається технологічним процесом (ТП) [1]. Технологічний процес повинен повністю відповідати проекту ТП. У цьому зв'язку існує поняття «технологічна дисципліна», сутність якої полягає в дотриманні точної відповідності ТП виготовлення виробу вимогам конструкторської й технологічної документації. Технологічний процес здійснюється на робочому місці, верстаті, складальному стенді, монтажному місці на судні, що обслуговується робітником або бригадою й постаченим сукупністю матеріально-технічних засобів, використовуваних у процесі праці. Технологічна дисципліна підтримується організаційними, моральними, правовими нормами соціалістичного суспільства й виробництва. Технологічним процесом називають частину виробничого процесу, що містить цілеспрямовані дії по зміні й (або) визначенню стану предмета праці [2]. До предметів праці відносять заготовки й вироби. Технологічний процес може бути віднесений до виробу, його складовій частини або до методів обробки, формоутворення й складання, які визначені ДЕРЖСТАНДАРТ 3.1109-82. Технологічний процес являє собою сукупність різних операцій, у результаті виконання яких змінюються розміри, форма, властивості предметів праці, виконується з'єднання деталей у складальні одиниці й вироби, здійснюється контроль вимог креслення й технічних умов. Технологічною операцією називають закінчену частину технологічного процесу, виконувану на одному робочому місці. Вона є основним елементом виробничого планування й обліку. На виконання операцій установлюють норми часу й розцінки. По операціях визначають трудомісткість і собівартість процесу, необхідна кількість виробничих робітників і засобів технологічного оснащення. ДЕРЖСТАНДАРТ 3.1109-82 визначені основні елементи технологічних операцій. Технологічний перехід ─ закінчена частина технологічної операції, виконувана тими самими засобами технологічного оснащення при постійних технологічних режимах і установці. При виконанні переходу режими роботи іноді змінюються без впливу робітника, тобто автоматично, наприклад при виконанні переходу на верстатах із програмним або з адаптивним керуванням. Переходи можуть виконуватися шляхом видалення одного або декількох шарів матеріалу за один або трохи робітників ходів. Однократне переміщення інструмента щодо заготовки, що супроводжується зміною її розмірів, якості й властивостей, є закінченою частиною технологічного переходу й визначається як робочий хід. Однократного ж переміщення інструмента щодо заготівлі, необхідні для підготовки робочого ходу, являють собою допоміжний хід. Всі дії робітника, чинені їм при виконанні технологічного переходу, розділяються на окремі прийоми. Прийомом називають закінчену сукупність дій людини, застосовуваних при виконанні переходу або його частини й об'єднаних одним цільовим призначенням. Закріплення заготівель, зміну інструмента й інші закінчені частини технологічної операції, які складаються з дій людини й (або) устаткування й не супроводжуються зміною властивостей предметів праці, але необхідні для технологічного переходу, називають допоміжними переходами. Установом називається частина технологічної операції, виконувану при незмінному закріпленні заготівель або складальної одиниці, що збирається. При одному установі заготовка може займати різні позиції. Позиції - це фіксоване положення, займане незмінно закріпленою заготівлею й складальною одиницею, що збирається, разом із пристосуванням щодо інструмента або нерухливої частини встаткування при виконанні певної частини операції. Налагодженням називають підготовку технологічного встаткування й технологічного оснащення до виконання технологічної операції. До налагодження ставиться установка пристосування на верстаті, установка на розмір комплекту різального інструменту й т.п. Сукупність знарядь виробництва, необхідних для здійснення технологічного процесу, називається засобами технологічного оснащення. Технологічне встаткування - це засобу технологічного оснащення, у яких для виконання певної частини технологічного процесу розміщають матеріали або заготівлі, засоби впливу на них, а також технологічне оснащення (прикладами технологічного встаткування є ливарні машини, преси, металорізальні верстати, печі, гальванічні ванни, іспитові стенди й т.п.). У технологічне оснащення включаються засоби технологічного оснащення, що доповнюють технологічне встаткування для виконання певної частини технологічного процесу (різальний інструмент, штампи, пристосування, калібри, прес-форми, моделі, ливарні форми й т.д.).
Технологічний процес складається з послідовно виконуваних над даним предметом праці технологічних дій - операцій. Виробнича (трудова) операція - частина технологічного процесу, виконувана на одному робочому місці (верстаті, стенді, агрегаті й т.д.), що складається з ряду дій над кожним предметом праці або групою спільно оброблюваних предметів. У виробничому процесі велике значення мають природні процеси. До них выдносься такі процеси, при яких сировина й напівфабрикати піддаються фізичним або хімічним змінам під дією сил природи. Природний процес контролюється й регулюється людиною, при цьому процес праці зовсім або частково припиняється. Операції, які не ведуть до зміни геометричних форм, розмірів, фізико-хімічних властивостей предметів праці, ставляться не до технологічних операцій (транспортні, вантажно-розвантажувальні, контрольні, іспитові, комплектувальні й ін.). Операції розрізняються також залежно від застосовуваних засобів праці: - ручні, виконувані без застосування машин, механізмів і механізованого інструмента; - машинно-ручні - виконуються за допомогою машин або ручного інструмента при безперервній участі робітника; - машинні - виконувані на верстатах, установках, агрегатах при обмеженій участі робітника (наприклад, установка, закріплення, пуск і зупинка верстата, розкріплення й зняття деталі). Інше виконує верстат. - автоматизовані - виконуються на автоматичному встаткуванні або автоматичних лініях. Для вдосконалювання виробничого процесу роблять аналіз його структури - співвідношення різних видів операцій у їхній загальній кількості. Аналізуючи структуру процесу, вишукують резерви виробництва, заміняючи одні операції іншими або вдосконалюючи самі операції. Необхідно прагнути до переваги у виробничому процесі технологічних операцій і кількісному зменшенню допоміжних і обслуговуючих операцій. При аналізі структури також виявляються зайві операції, установлюється можливість сполучення суміжних операцій, визначається найбільш ефективна послідовність їхнього виконання. Таким чином, аналіз структури процесу є підставою для поліпшення техніко-економічних показників підприємства.
7. Види технологічних процесів.
Встановлено два види ТП: одиничний і типовий залежно від кількості виробів, поєднуваних процесом (один виріб, групи однотипних або різнотипних виробів). Типовий технологічний процес (ТТП) застосовується як основу при розробці робочого ТП, використовується як робочий ТП при наявності всіх необхідних даних для виготовлення деталі, а також може служити базою для розробки стандартів на ТТП. Кожний вид технологічного процесу залежно від призначення є робочим або перспективним. Робочий ТП застосовується для виготовлення певного виробу по робочій технічній документації на існуючому у виробничому підрозділі встаткуванні. Перспективний ТП є основою для розробок робітників ТП при технічному переозброєнні виробництва й передбачає впровадження більше прогресивних методів обробки, засобів технологічного оснащення й форм організації виробництва. За ступенем деталізації технологічні процеси підрозділяються на маршрутні, операційні й маршрутно-операційні.
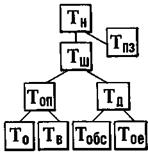
8. Структура технологічного процесу. Технологічний процес підрозділяється на етапи, що представляють собою групи однорідних операцій (тобто приблизно рівних по величині операційного припуску, інтенсивності режимів різання, точності обробки), виконуваних безпосередньо одна за іншою, наприклад, етап чорнової обробки, чистовий, остаточної (оздоблювальної), термічної або хіміко-термічної обробки. Технологічна операція (ТО) — закінчена частина ТП виготовлення деталі, виконувана на одному робочому місці. Операція ґрунтується на незмінності протягом операційного часу об'єкта обробки, устаткування й робітників виконавців. На операцію розробляється вся основна планувальна, облікова й технологічна документація; операція — найменша частина, на яку ділиться ТП відносно планування, організації й обліку. Прикладами операцій обробки можуть служити чистове обточування поршня, шевінгування зубчастого колеса, свердління, зенкування й нарізування різьблення на багатошпиндельному верстаті. Технологічна операція - основна частина технологічного процесу. Проектування ТП складається у встановленні змісту й послідовності його операцій. Формування операцій у певній мері умовно. Наприклад, операцію свердління й розгортання (послідовну обробку партії зі зміною інструмента для кожної нової деталі) можна розділити на дві самостійні операції: свердління й розгортання (всю партію свердлять, потім розгортають). У граничних випадках можуть зустрічатися два варіанти: 1) весь ТП здійснюється за одну операцію; 2) кожна операція ТП являє собою найбільш дрібну частину ТП (перехід), що зберігає всієї його властивості. У першому випадку операції найбільш концентровані, у другому - найбільш диференційовані. Установлення оптимальної концентрації операцій – одне зі складних і важливих завдань проектування ТП. Спостерігається тенденція підвищення концентрації операцій. Основними технологічними елементами, з яких формується операція, є переходи. Технологічний перехід — це закінчена частина ТО, яка характеризується сталістю застосовуваного інструмента й поверхонь, утворених обробкою або з'єднуються при складанні. На відміну від технологічного переходу закінчена частина ТО, що складається з дій людини або встаткування, що не супроводжується зміною форми, розмірів і чистоти поверхонь, але необхідна для виконання технологічного переходу, називається допоміжним переходом. Технологічний перехід може підрозділятися на робочі й допоміжні ходи. Робочим ходом називають закінчену частину технологічного переходу, що складає з однократного переміщення інструмента щодо заготівлі й супроводжувану зміною форми, розмірів, чистоти поверхонь або властивостей заготовки. Якщо зазначених змін не відбувається, але переміщення інструмента необхідне для виконання робочого ходу, те це буде допоміжний хід. Зміст переходу записують окремим рядком в операційній технологічній карті із вказівкою кількості ходів. Час, витрачений на обробку, призначається сумарно на всі ходи. Технологічний перехід – найменша частина технологічного процесу, що несе в собі всі головні його властивості (зміна фізико-механічних якостей, форми й розмірів). Перехід - обточити шийку Ø 35 - складається з ряду прийомів: пустити верстат, підвести різець, установити різець на стружку, включити самохід, пройти шейку по довжині, відвести різець, виключити самохід, повернути супорт у вихідне положення, зупинити верстат, проміряти деталь. Жоден із цих прийомів не може самостійно привести до зміни розміру шийки (включаючи й основний прийом - пройти шейку по довжині). Частину ТО, виконувану при незмінному закріпленні оброблюваних заготівок, називають установом. Установлену з використанням методів базування й настановних пристосувань заготівку закріплюють. У такому стані заготівка може міняти просторове положення (щодо різального інструменту), наприклад, за рахунок переміщення поворотного стола верстата. Кожне положення деталі на верстаті при одному її закріпленні називають позицією. Кожний установ збільшує операційний час і є джерелом зниження точності обробки, тому заміна переустановок заготовки на одну позиційну установку часто виявляється технічно й економічно виправданою, що й використано на верстатах зі ЧПУ й верстатах типу обробний центр.
|
 (2.1)
(2.1) (2.2)
(2.2) (2.3)
(2.3)