Накатывание резьбы
При накатывании резьбы образуются под давлением резьбонакатных плашек, имеющих канавки требуемого профиля. Полученная таким способом резьба имеет ровные и чистые стороны профиля с уплотненной поверхностью. Процесс накатывания резьбы осуществляется в холодном состоянии. Материал заготовки в значительной степени влияет на качество резьбы. Высокое качество резьбы получается на заготовках из пластичного материала. На твердом материале резьба, в особенности крупная, накатывается с бóльшими давлениями на мощных станках. Диаметр заготовки под накатывание резьбы равен среднему диаметру плюс 0,02 – 0,06 мм, но лучше его уточнять по пробной заготовке.
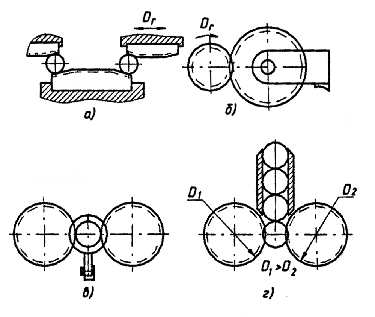
Рис.17. Схемы накатывания резьбы: а – плоскими плашками; б – одним роликом; в – двумя роликами; г – накатывание с тангенциальной подачей
Резьбу накатывают плоскими плашками и роликами. Схема накатывания резьбы плоскими плашками приведена на рис.17. Рабочая поверхность плашек имеет прямолинейные канавки с профилем и углом наклона относительно направления движения, соответствующими профилю и углу подъема резьбы заготовки. На цилиндрической заготовке в результате перемещения подвижной плашки из первоначального положения в конечное и вследствие деформации металла накатывается резьба. Плашки имеют заборную часть, производящую захват заготовки и формирование профиля, калибрующую часть и сбег, обеспечивающий плавный выход заготовки из плашек. При работе плоскими плашками возникают большие давления, поэтому этим методом нельзя накатывать резьбы на пустотелых заготовках. Для накатывания резьбы плоскими плашками необходимы специальные станки. На резьбонакатных автоматах, работающих плоскими плашками, можно накатывать резьбу диаметром 2 – 26 мм и длиной 125 мм. Автоматы имеют автоматические загрузочные устройства и обладают высокой производительностью. Резьбу накатывают также роликами (двумя и тремя). Накатывание резьбы диаметром 5 – 25 мм одним роликом (рис.18, а) осуществляют на токарных, токарно-револьверных станках и автоматах. Заготовку 1 зажимают в патроне или цанге станка, а накатной ролик 2 в державке 3, установленной в суппорте. Рис.18. Схемы накатывания резьбы роликами
|