По лабораторной работе №1
<<СЛЕСАРНАЯ ОБРАБОТКА>>; По дисциплине ОПД.Б.3-Б:
<<ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В МАШИНОСТРОЕНИИ>>; Составил: студент группы ТКА-11 Соколов В. И. Принял: преподаватель Ярушин С.Г.
_______ _______ Дата оценка
Пермь, 2012г
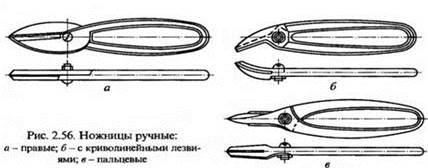
8. Ручные ножницы можно применять для резки листовой и полосовой стали толщиной до 0,7 мм и листов латуни и дюралюминия толщиной до 1,5 мм. Листы толщиной до 0,2 мм режут вручную. лист металла следует расположить перпендикулярно к плоскости режущих кромок ножниц. При сжатии ручек ножниц сводить лезвия до конца не следует, так как это приводит к разрыву металла в конце разреза. При вырезании круглых заготовок резать металл целесообразнее против часовой стрелки Если требуется разрезать на полосы лист толщиной от 0,2 до 0,5 мм, можно воспользоваться теми же ручными ножницами, но одну из рукояток зажать в тисках, а на другую надавливать рукой сверху. Сталь толщиной свыше 0,7 мм обычными ручными ножницами разрезать не удастся. В этих случаях применяют ручные силовые ножницы. Сила резания увеличивается за счет применения рычага примерно в 2 раза по сравнению с обычными ножницами. Стуловые ножницы позволяют резать листовую сталь толщиной до 2 мм. Применение стуловых ножниц малопроизводительно и требует значительных усилий. В связи с этим их целесообразно применять только при небольших объемах работ. 10. Рубкой разделяют заготовку на части, удаляют лишний металл (припуск), делают в деталях смазочные канавки и др. Осуществляется эта операция с помощью зубила и молотка. 11. Рубка применяется в тех случаях, когда станочная обработка заготовок трудно выполнима или нерациональна. 12. Физической основой рубки является действие клина, форму которого имеет рабочая (режущая) часть зубила. Перед рубкой заготовку закрепляют в тисках немного левее правого края губок, чтобы оставалось место для установки зубила. Молоток бойком влево кладут на верстак справа от тисков, а зубило — слева, режущей частью на себя. На рабочем месте для рубки должна быть установлена защитная сетка для защиты окружающих от осколков металла. Рубку в тисках можно выполнять по разметочным рискам и по уровню губок тисков. В первом случае заготовку устанавливают так, чтобы разметочная риска находилась на 1,5... 2 мм выше губок тисков. Зубило помещают под углом 30... 40° (рис. справа) к обрабатываемой поверхности. В зависимости от твердости обрабатываемого материала и его толщины молотком наносят по зубилу удары различной силы.
13. инструмент и приспособления для рубки: Горизонтальную рубку производят в тисках. Вертикальную рубку выполняют на плите или наковальне. Для рубки используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм., молотки массой 400-800 грамм 14. Зубило представляет собой, продолговатый стержень, в сечении имеющий прямоугольную, круглую, овальную или многогранную форму. зубила бывают двух типов: типа 1 — с рукояткой полоскоовального сечения и типа 2 — с рукояткой овального сечения и с различными размерами. Общая длина зубил составляет 100 — 200мм. Зубило затачивается с одного конца (рабочая часть), а другой конец его тела (затыльник) предназначен для ударов молотком. Рабочая часть зубила имеет двухстороннюю заточку с главным и вспомогательным углами резания; для повышения стойкости режущая кромка слегка затуплена. Хвостовик и рабочая часть зубила обязательно подвергается термообработке.
15. Для изготовления головок молотков обычно применяются углеродистые стали марок 45, 50, У7, У8. 16. Рукоятки для молотков изготовляют из прямослойной древесины твердых пород.
17. Последовательность выполнения работ при рубке: После разметки чертилкой обрабатываемая деталь укладывается на наковальню или настольную стальную плиту или хорошо зажимается в больших слесарных тисках. Зубило берут левой рукой, устанавливают по метке и наносят по нему редкие сильные удары слесарным молотком. При этом работающий должен все время смотреть. на лезвие зубила, а не на его головку Рубку листового и полосового металла производят на наковальне или тяжелой стальной плите. Сначала по разметочным линиям производят легкую надрубку, а затем по наметившимся канавкам рубят металл сильными ударами.
18. При обработке отверстий различают три основных вида операций: сверление, зенкерование, развертывание и их разновидности: рассверливание, зенкование, цекование. - Сверление – это операция по образованию сквозных и глухих отверстий в сплошном материале. - Зенкерованием называется операция, связанная с обработкой предварительно просверленных отверстий с целью придания им более правильной геометрической формы. - Зенкование - это обработка на вершине просверленных отверстий цилиндрических или конических углублений под головки винтов и заклепок, а также фасок. - Цекование – это операция по зачистке торцевых поверхностей при обработке бобышек под шайбы, гайки, стопорные кольца. - Развертывание – это операция по обработке ранее просверленных отверстий с высокой степенью точности (до 6-го квалитета) и малой шероховатостью (до Ra 0,63). 19. Нарезание резьбы – это образование винтовой поверхности на наружной или внутренней цилиндрической или конической поверхностях детали. 20. Наружная резьба на винтах, болтах, шпильках и других заготовках нарезается плашками, а также резьбовыми резцами. Участок заготовки, на котором необходимо нарезать резьбу, предварительно обтачивается. Для образования захода резьбы на обрабатываемой поверхности снимается фаска, соответствующая высоте профиля резьбы. 21. Нарезание резьбы в отверстиях выполняют метчиками вручную и машинным способом. Различают цилиндрические и конические метчики. Ручные метчики бывают одинарные, двухкомплектные и трехкомплектные. Обычно используют комплект, состоящий из трех метчиков: черновой, средний, чистовой. 22. Метчик представляет собой винт с прямыми или винтовыми канавками, образующими режущие кромки. При нарезании крупной резьбы используют специальные комплекты, куда входит уже не один метчик, а нескольких, отличающихся размерами. Метчик может использоваться на токарных и сверлильных станках и обрабатывающих агрегатах, где с помощью специального патрона наш метчик надежно закрепляется для дальнейшей работы. Плашки представляют собой гайку, снабженную осевыми отверстиями, которые образуют режущие кромки, а также отверстиями, через которые выводится стружка. Плашки для операций по нарезанию резьбы бывают цельными, раздвижными, круглыми и разрезными. Кроме того, резьба может нарезаться квадратными, призматическими или шестигранными плашками. Наиболее универсальны устанавливаемые в клуппах раздвижные инструменты, а разрезные и цельные не дают высокой точности резьбы.
23. Опиливанием называется обработка поверхности металла режущим инструментом— напильником, с помощью которого снимается слой металла. 24. С помощью опиливание, детали придается нужный размер и форма, подгоняют деталь друг под друга и проводят множество других работ. 25. Сущность операции опиливания заключается в срезании мелких частичек материала (опилок) отдельными резцами, образованными насечкой на рабочей части напильника.
26. Напильник — режущий инструмент для обработки материалов методом послойного срезания (опиливания). Представляет собой стальную полосу (полотно), на рабочих поверхностях которой создана “насечка” — режущие элементы (острые зубья). На конусообразном хвостовике напильника закреплена ручка. 27. Основные части напильника показаны ниже. Это – нос; рёбра;грани; пятка; кольцо, одеваемое на ручку для предотвращения раскалывания ручки.
28. Слесарные напильники общего назначения изготавливаются длиной 100, 125, 160, 200, 250, 315 и 400 мм с насечкой шести номеров. Напильники № 0 и 1 — драчевые — предназначаются для черновой обработки, № 2— личные — для чистовой обработки, № 3, 4 и 5—бархатные — дня отделки, шлифовки и доводки. 29. Напильники делятся на шесть номеров (по числу насечек на 10 мм длины). Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки. 30. Напильники бывают следующих типов:
31. Слесарные напильники общего назначения изготавливаются длиной 100, 125, 160, 200, 250, 315 и 400 мм 32. Небольшие напильники называются, надфилями.
33. Изготавливаются напильники из инструментальной, высокоуглеродистой сталимарок У10, У12, У13 и др. или легированной стали.
35. Форму напильников выбирают в зависимости от конфигурации обрабатываемого места. Плоские напильники используют для опиливания плоских, криволинейных выпуклых и наружных сферических поверхностей; квадратные напильники – для опиливания квадратных и прямоугольных отверстий; трехгранные – для обработки трехгранных поверхностей, для заточки пил, а также для опиливания плоских поверхностей, расположенных под острым углом; ножовочные – для опиливания кромок острых углов, а также для выполнения узких канавок; ромбические – для обработки очень сложных контуров изделий; круглые – для выполнения полукруглых и круглых отверстий; овальные – для опиливания овальных отверстий; полукруглые и линзовые – для обработки криволинейных и вогнутых поверхностей.
36. Правильное и надежное закрепление материала в тисках или приспособлении при опиливании обеспечивает точную обработку материала, минимальное усилие работника и безопасность труда. Во избежание повреждения поверхностей неметаллических материалов и изделий, закрепленных в тисках, следует использовать накладки. Накладки из мягких металлов (медь, цинк, свинец, алюминий, латунь), из дерева. Напильник во время работы и после работы следует очищать стальной щеткой.
37. Длина напильника должна быть на 150 мм больше размера обрабатываемой поверхности. Для опиливания тонких пластин, пригоночных и доводочных работ берут короткие напильники с мелкой насечкой. Когда требуется снять большой припуск, работают напильниками длиной 300...400 мм с крупной насечкой.
38. Качество опиливания контролируют самыми различными инструментами. Правильность опиливаемой плоскости проверяют поверочной линейкой «на просвет». Если плоская поверхность должна быть опилена особенно точно, ее проверяют с помощью поверочной плиты «на краску». В том случае, если плоскость должна быть опилена под определенным углом к другой смежной плоскости, контроль осуществляется с помощью угольника или угломера. Для проверки параллельности двух плоскостей пользуются штангенциркулем или кронциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Контроль криволинейных обрабатываемых поверхностей производят по линиям разметки или с помощью специальных шаблонов.
|