
Контактная сварка
Контактную сварку классифицируют по типу сварного соединения, определяющего вид сварочной машины, и по роду тока, питающего сварочный трансформатор. По типу сварного соединения различают сварку стыковую, точечную и шовную. Стыковая сварка —сварка, при которой заготовки свариваются по всей поверхности соприкосновения. Свариваемые заготовки закрепляют в зажимах стыковой машины.
Точечная сварка — сварка, при которой заготовки соединяются в отдельных точках. При точечной сварке заготовки собирают внахлестку и зажимают с усилием Р между двумя электродами, подводящими ток к месту сварки (рис.). Соприкасающиеся с медными электродами поверхности свариваемых заготовок нагреваются медленнее их внутренних слоев. Нагрев продолжают до пластического состояния внешних слоев и до расплавления внутренних слоев. Затем выключают ток и снимают давление. В результате образуется литая сварная точка.
В процессе шовной сварки листовые заготовки 1 соединяют внахлестку, зажимают между электродами 2 (рис.) и пропускают ток. При движении роликов по заготовкам образуются перекрывающие друг друга сварные точки, в результате чего получается сплошной герметичный шов. Шовную сварку, так же как и точечную, можно выполнить при двустороннем а и одностороннем б расположениях электродов.
|
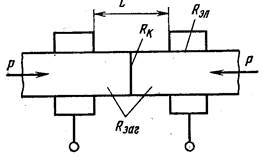 Контактная сварка относится к видам сварки с кратковременным нагревом места соединения без оплавления или с оплавлением и осадкой разогретых заготовок. Характерная особенность этих процессов — пластическая деформация, в ходе которой формируется сварное соединение. Место соединения (Rк) разогревается проходящим по металлу электрическим током, причем максимальное количество теплоты выделяется в месте сварочного контакта (рис.). В результате в точках контакта металл нагревается до термопластического состояния или до оплавления. При непрерывном сдавливании нагретых заготовок образуются новые точки соприкосновения, пока не произойдет полное сближение до межатомных расстояний, т. е. сварка поверхностей.
Контактная сварка относится к видам сварки с кратковременным нагревом места соединения без оплавления или с оплавлением и осадкой разогретых заготовок. Характерная особенность этих процессов — пластическая деформация, в ходе которой формируется сварное соединение. Место соединения (Rк) разогревается проходящим по металлу электрическим током, причем максимальное количество теплоты выделяется в месте сварочного контакта (рис.). В результате в точках контакта металл нагревается до термопластического состояния или до оплавления. При непрерывном сдавливании нагретых заготовок образуются новые точки соприкосновения, пока не произойдет полное сближение до межатомных расстояний, т. е. сварка поверхностей.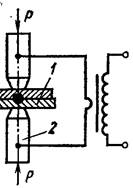 Стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой называют сваркой сопротивлением, а при разогреве торцов заготовок до оплавления и последующей осадкой — сваркой оплавлением. Для правильного формирования сварного соединения необходимо, чтобы процесс протекал в определенной последовательности.
Стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой называют сваркой сопротивлением, а при разогреве торцов заготовок до оплавления и последующей осадкой — сваркой оплавлением. Для правильного формирования сварного соединения необходимо, чтобы процесс протекал в определенной последовательности.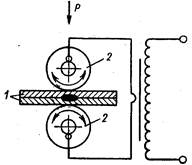 Шовная сварка — сварка, при которой электроды выполняют в виде плоских роликов, между которыми пропускают свариваемые заготовки.
Шовная сварка — сварка, при которой электроды выполняют в виде плоских роликов, между которыми пропускают свариваемые заготовки.


