
ТРЕБОВАНИЯ К ВЫПОЛНЕНИЮ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИРазработка операционного технологического процесса механической обработки заготовки дает возможность студентам применить в полном объеме свои теоретические и практические знания, применить новейшие достижения науки и техники в области машиностроения, новаторов производства. В курсовом проекте можно разрабатывать любые виды технологических процессов изготовления деталей в зависимости от задания на курсовое проектирование, где при составлении его учитываются все возможные варианты для повышения качества подготовки будущего специалиста по обработке металлов резанием. Какой бы технологический процесс не разрабатывался, следует добиваться минимальных затрат по изготовлению проектируемой детали. Комплектность документов, необходимых для описания технологического процесса, зависит от его организации, вида работ и типа производства. Комплектность технологических документов устанавливается по ГОСТ 3.1108—74 "Комплектность документов в зависимости от типа и характера производства". Правила записи технологических операций и переходов обработки резанием установлены ГОСТ 3.1702-79. Наименование операции обработки резанием должно отражать применяемый вид технологического вид оборудования и записываться именем прилагательным в именительном падеже, например: зубошлифовалъная, хонинговальная, продольно-строгальная, сверлильно-центровальная, шлиценакатная и т.п. Запись содержания технологической операции следует выполнять в форме маршрутного или операционного описания. В содержании операции необходимо отражать все действия, выполняемые в технологической последовательности. В содержание операции (перехода) необходимо включать ключевые слова, характеризующие метод обработки, выраженные глаголом в неопределенной форме, например: фрезеровать, шлифовать, галтовать, установить, снять, зенковать, хонинговать и т.д. В содержании технологической операции допускается полная или сокращенная форма записи. Полную форму записи следует выполнять при отсутствии графических изображений, а сокращенную — при наличии графических изображений, которые достаточно полно отражают всю необходимую информацию по изготовлению детали. Пример 1. Полная запись: «Сверлить 8 сквозных отверстий с последующим зенкованием фасок, выдерживая d=12+0,2, d=90±0,08, 90º±30´и 1,6*45°, согласно чертежу». 2. Сокращенная запись: «Сверлить 8 отв., выдерживая размеры 1, 2, 3 и 4». Установление полной или сокращенной записи содержания технологической операции для каждого конкретного случая определяется разработчиком документов. Запись вспомогательных переходов следует выполнять в соответствии с правилами для технологических переходов. При заполнении документов рукописным способом — вместо условного обозначения d следует применять знак Ǿ и не указывать обозначения длины, ширины, фаски. Например: «Расточить поверхность, выдерживая размеры Ǿ 120+0,24, 60± 0,2 и 1,6*45 °». В записи содержания операции следует использовать следующие ключевые слова: для технологических переходов — вальцевать, врезаться, галтовать, гравировать, довести, долбить, закруглить, заточить, затыловать, зенкеровать, накатать, нарезать, обкатать, опилить, отрезать, подрезать, полировать, притирать, приработать, протянуть, развернуть, развальцевать, раскатать, рассверлить, расточитъ, сверлить, строгать, суперфинишировать, точить, хонинговать, шевинговать, шлифовать, цековатъ, центровать, фрезеровать; для вспомогательных переходов — выверить, закрепить, настроить, переустановить, переустановить и закрепить, переместить, поджать, проверить, смазать, снять, установить, установить и выверить, установить и закрепить. В содержании операции следует оставлять свободные строки между описаниями переходов для дальнейшей корректировки текста. При разработке технологических эскизов на операции или отдельные технологические переходы необходимо выполнять все требования, предъявляемые к графическим документам. Технологический эскиз разрабатывается на каждую операцию в серийном и массовом производстве. Технологический эскиз является исходным данным для подробного описания операции по переходам или позициям. На технологическом эскизе указываются все необходимые данные для качественной обработки детали; указываются необходимые размеры обрабатываемых элементов детали с отклонениями, а также необходимыми справочными размерами, которые будут использованы в процессе определения режимов резания и норм времени по технологическим переходам на операцию. На свободном поле карты эскиза указываются необходимые технические требования на изготовление детали (обрабатываемых поверхностей на данной операции). На каждый обрабатываемый элемент заготовки устанавливается шероховатость поверхности и указывается условное обозначение шероховатости в зависимости от метода обработки и степени точности. Одинаковые значения шероховатости поверхности группируют и выносят в правый верхний угол эскиза. На технологическом эскизе необходимо указывать условные обозначения опор, зажимов на базовых поверхностях детали согласно ГОСТ 3.1107—81 «Опоры, зажимы и установочные устройства. Графические обозначения». Необходимое число изображений (видов, разрезов, сечений и выносок) на эскизе устанавливается из условий обеспечения наглядности и ясности изображения обрабатываемых поверхностей детали. Поверхности, подлежащие обработке, на эскизе следует обводить сплошной линией, равной 2S... 3S по ГОСТ 2.303-68. Допускается все обрабатываемые поверхности условно нумеровать арабскими цифрами в технологической последовательности и соединять с размерной линией. Номера поверхностей обводят знаком окружности диаметром 6... 8 мм. Технологические эскизы на операцию или переходы выполняются без масштаба, однако эскизы следует выполнять аккуратно и четко. Условные обозначения, применяемые на технологических эскизах, должны соответствовать установленным стандартам. Нестандартные обозначения необходимо указать в примечаниях к данному эскизу. Состав и формы карт, входящих в комплект документов, зависят от вида технологического процесса (единичный, типовой или групповой), типа производства и степени использования средств вычислительной техники. Для курсового проекта предусматривается разработка комплекта маршрутно-операционных карт, в которых содержится краткое описание всех операций в маршрутной карте, а отдельных операций в операционной карте. Все виды технологических документов содержат единую форму основной надписи, содержание и правила заполнения которой регламентируются ГОСТ 3.1103 – 82. Учитывая, что маршрутная карта является основным и обязательным документом любого технологического процесса на рисунке 4 приведен пример заполнения маршрутной карты по ГОСТ3.1118 – 82. форма 1. В отдельные графы и строки маршрутной карты информация вносится с учетом следующих рекомендаций: пункт 1 - обозначения служебных символов; А - номер цеха, рабочего места, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции; Б - код, наименование оборудования и информация по трудозатратам; М - информация о применяемом основном материале и исходной заготовке, вспомогательных и комплектующих материалах с указанием их кода, кода единицы величины, количества на изделие и нормы расхода; О - содержание операции (перехода). Информация записывается по всей строке, при необходимости продолжение информации переносится на следующие строки. При отсутствии эскизов обработки здесь записывают размеры обработки отдельных поверхностей; Т - информация о технологической оснастке в такой последовательности: приспособления; вспомогательный инструмент; режущий инструмент; слесарно-монтажный инструмент; средства измерений. Перед наименованием оснастки указывается код в соответствии с классификатором. Код включает в себя высшую (шесть первых цифр) и низшую (четыре цифры после точки) классификационные группировки. Низшую группировку при курсовом и дипломном проектировании можно условно указывать в виде знака «ХХХХ». Количество одинаковой одновременно работающей оснастки указывается цифрой в скобках, например: «...; 391842.ХХХХ (2) - фреза угловая Р9М6;»; Р - строка вводится, если требуется указать информацию о режимах обработки; пункт 2 - графы: номер цеха, участка и рабочего места - в курсовом или дипломном проекте можно заполнить в виде кода «XX»; пункт 3 - номер операции в технологической последовательности изготовления, контроля, перемещения. Рекомендуется нумерация операций: 005, 010, 020; пункт 4 - код материала. Графа не заполняется, ставится прочерк; пункт 5 - в графе «М01» указывается наименование, сортамент, размер и марка материала, номер стандарта, т.е. данные, которые в текстовых документах обычно записываются дробью в виде В 25 ГОСТ 2590-71 Круг------------------------------ 45 ГОСТ 1050- 88 В данной графе запись выполняется одной строкой с разделительным знаком «/». Код заготовки; пункт 6 - код единицы величины - массы, длины, площади и т.п. детали или заготовки по классификатору, так для массы, указанной в кг - код 166, в г-163, в т-168; пункт 7 - код операции согласно классификатору технологических операций, например: 4220-для расточной операции; 4221-для горизонтально-расточной операции. При наличии операции, выполняемой на станке с программным управлением, к коду операции добавляется код «4103». После кода операции записывается ее наименование; пункт 8 - код оборудования включает в себя высшую (шесть первых цифр) и низшую (четыре цифры после точки) классификационные группировки. Низшая группировка оборудования в курсовом или дипломном проекте условно указывается знаком «ХХХХ»; пункт 9 -код степени механизации труда указывается однозначной цифрой: Наблюдение за работой автоматов 1 Работа с помощью машин и автоматов 2 Вручную при машинах и автоматах 3 Вручную без машин и автоматов 4 Вручную при наладке машин и ремонте 5 пункт 10 - код профессии согласно классификатору; пункт 11 - разряд работы, необходимый для выполнения операции. Код включает три цифры: первая -разряд работы по тарификационно-квалификационному справочнику, две следующие - код формы и системы оплаты труда: 10- сдельная форма оплаты труда; 11- сдельная система оплаты труда прямая; 12- сдельная система оплаты труда премиальная; 13- сдельная система оплаты труда прогрессивная; 20- повременная форма оплаты труда; 21- повременная форма оплаты труда простая; 22- повременная система оплаты труда премиальная;
пункт 12 - код условий труда включает в себя цифру: 1- нормальные условия труда; 2- тяжелые и вредные условия труда; 3- особо тяжелые, особо вредные условия труда и букву, указывающую вид нормы времени: Р - аналитически-расчетная; И - аналитически-исследовательская; X - хронометражная; О - опытно-статистическая; пункт 13 - обозначение документов, применяемых при выполнении данной операции, например ИОТ - инструкция по охране труда; пункт 14 - обозначение профиля и размера заготовок. Рекомендуется указывать толщину, ширину и длину заготовки, сторону квадрата или диаметр и длину, например, 20x50x300,0 35; пункт 15 - количество исполнителей, занятых при выполнении операции; пункт 16 - количество одновременно обрабатываемых заготовок; пункт 17 - количество деталей, изготовляемых из одной заготовки, например прутка; пункт 18 - единица нормирования, на которую установлена норма времени, например: 1, 10, 100 шт.; пункт 19 - масса заготовки; пункт 20 - объем производственной партии в штуках; пункт 21 - коэффициент штучного времени при многостаночном обслуживании зависит от количества обслуживаемых станков: количество станков 1 2 3 4 5 6 коэффициент 1 0,65 0,48 0,39 0,35 0,32 пункт 22 - норма штучного времени на операцию; пункт 23 - норма подготовительно-заключительного времени на операцию; пункт 24 - коды технологической оснастки по классификатору.
К заполнению граф и строк технологических документов предъявляют следующие требования: 1. Каждая строка мысленно делится по горизонтали пополам, и информацию записывают в нижней ее части, оставляя верхнюю часть свободной для внесения изменений. 2.При записи информации допускаются сокращения, предусмотренные ГОСТ 2.316 - 68 и ГОСТ 3.1702 - 79 и др. 3.Для граф, выделенных утолщенными линиями, существует три варианта заполнения: -по первому варианту графы заполняются кодами и обозначениями по соответствующим классификаторам и стандартам. Вариант используется организациями, внедрившими автоматизированную систему управления производством; -второй вариант характерен для организаций, работающих без применения вычислительной техники. Графы заполняют информацией в раскодированном виде; -по третьему варианту информация дается в виде кодов с их расшифровкой. При курсовом и дипломном проектировании рекомендуется этот вариант заполнения, так как он приемлем для организаций и учебных заведений с различным уровнем оснащения техническими средствами. Незаполненные графы свидетельствуют о наличии других документов, являющихся носителями информации. В случае отсутствия информации для какой-либо графы в ней ставят прочерк длиной 4-5 мм. Вертикальные штрихи в строках указывают место заполнения информации под графой. Размер граф должен соответствовать максимальному количеству символов. Титульный лист является первым листом технологического документа.. Комплект технологического документа изготовления детали оформляется в виде отдельного альбома (Приложения 2, 3, 6).
|
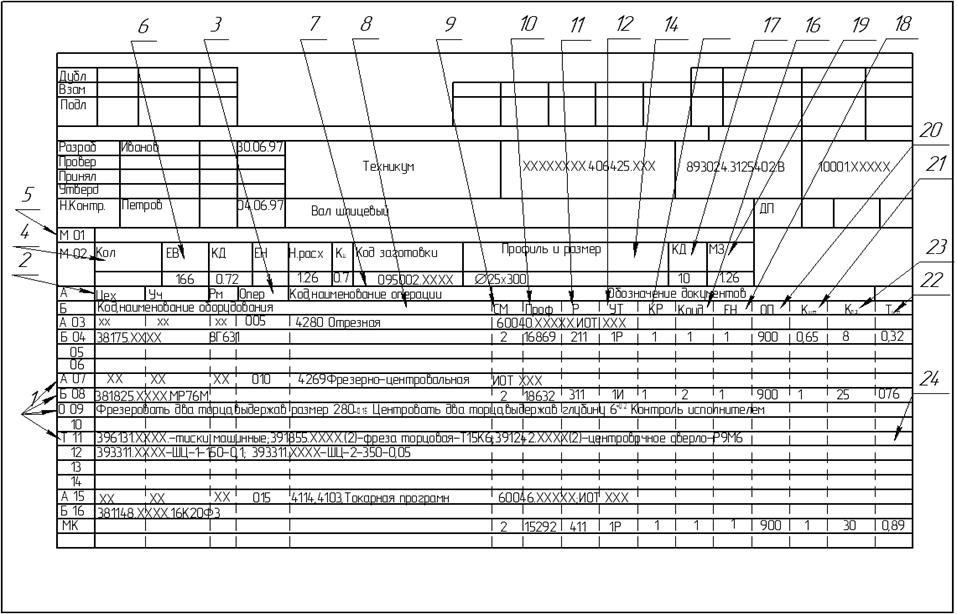 Рисунок 4
Рисунок 4


