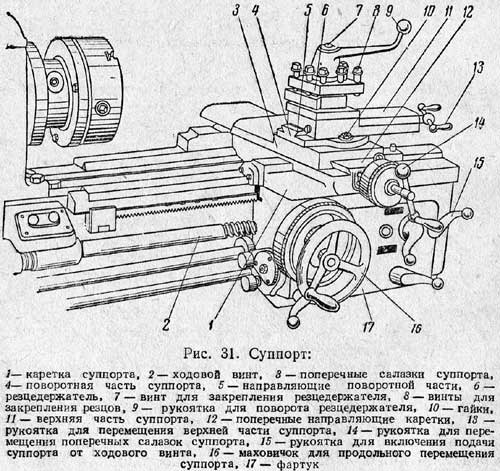
СуппортСуппорт токарного станка (рис. 31) предназначен для перемещения резцедержателя с резцом в продольном, поперечном и наклонном к оси станка направлениях. Резцу можно сообщить движение вдоль и поперек станины как механически, так и вручную.
Нижняя плита 1 суппорта, называемая кареткой или продольными салазками, перемещается по направляющим станины механически или вручную, и резец движется в продольном направлении. На верхней поверхности каретки 1 имеются поперечные направляющие 12 в форме ласточкина хвоста, расположенные перпендикулярно к направляющим станины. На направляющих 12 перемещается нижняя поперечная часть 3 — поперечные салазки суппорта, посредством которых резец получает движение, перпендикулярное к оси шпинделя. На верхней поверхности поперечных салазок 3 расположена поворотная часть 4 суппорта. Отвернув гайки 10, можно повернуть эту часть суппорта под нужным углом относительно направляющих станины, после чего гайки 10 нужно завернуть.
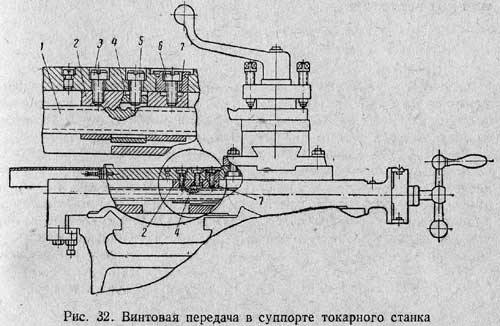
На верхней поверхности поворотной части расположены направляющие 5 в форме ласточкина хвоста, по которым при вращении рукоятки 13 перемещается верхняя часть 11 — верхние салазки суппорта. Регулировка суппорта. После некоторого срока работы станка, когда на боковых поверхностях ласточкина хвоста появляется зазор, точность работы станка снижается. Для уменьшения этого зазора до нормальной величины необходимо подтянуть имеющуюся для этих целей клиновую планку (на рис. 31 не показана). Излишний зазор, возникающий после некоторого периода работы между гайкой и поперечным ходовым винтом, следует также уменьшить до нормальной величины. Как видно из рис. 32, гайка, охватывающая поперечный винт 1, состоит из двух половин 2 и 7. Для уменьшения зазора между гайкой и винтом до нормальной величины необходимо проделать следующее. Отвернуть слегка винты 3 и 6, при помощи которых обе половины гайки привинчены к нижней части суппорта, затем посредством винта 5 сдвинуть вверх односторонний клин 4, при этом обе половины гайки раздвинутся и зазор между поперечным винтом и гайкой уменьшится. Отрегулировав зазор, нужно снова затянуть винты. 3 и 6, крепящие обе половины гайки. Резцедержатели. На верхней части суппорта устанавливают резцедержатель для закрепления резцов. Резцедержатели бывают различных конструкций.
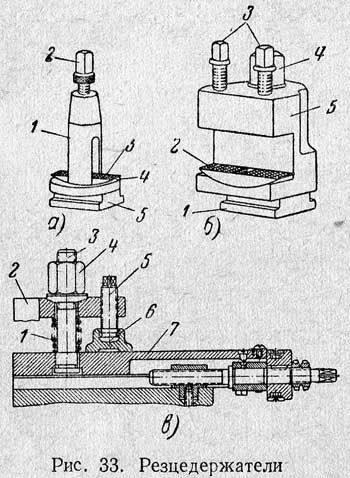
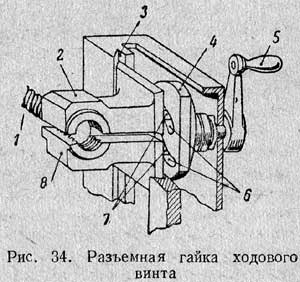
На легких станках применяется одноместный резцедержатель (рис. 33, а). Он представляет собой цилиндрический корпус 1, в прорезь которого вставляют резец и закрепляют болтом 2. Резец опирается на подкладку 3, нижняя сферическая поверхность которой соприкасается с такой же поверхностью кольца 4. Такое устройство позволяет наклонять подкладку с резцом и устанавливать его режущую кромку по высоте центров. Нижняя часть 5 резцедержателя, имеющая Т-образную форму, вставляется в паз верхней части суппорта. Закрепление резца в резцедержателе данного типа производится быстро, однако недостаточно прочно, поэтому такой резцедержатель применяют главным образом для мелких работ. Более прочно закрепляется резец в резцедержателе, показанном на рис. 33, б. Резцедержатель 5, снабженный Т-образным сухарем 1, закрепляется на верхней части суппорта гайкой 4. Для регулирования положения режущей кромки резца по высоте в резцедержателе имеется подкладка 2, нижняя сферическая поверхность которой опирается на такую же поверхность колодки резцедержателя. Закрепляют резец двумя болтами 3. Резцедержатель этого типа применяется как на малых, так и на больших станках. На больших токарных станках применяются одноместные резцедержатели (рис. 33, б). В этом случае резец устанавливают на плоскость 7 верхней части суппорта и закрепляют планкой 2, затягивая гайку 4. Для предохранения болта 3 от изгиба планка 2 поддерживается винтом, опирающимся на башмак 6. При отвертывании гайки 4 пружина 1 приподнимает планку 2. Чаще всего на токарно-винторезных станках средних размеров применяют четырехгранные поворотные резцовые головки (см. рис. 31). Резцовая головка (резцедержатель) 6 устанавливается на верхней части суппорта 11; в резцедержателе можно закрепить винтами 8 четыре резца одновременно. Работать можно любым из установленных резцов. Для этого нужно повернуть головку и поставить требуемый резец в рабочее положение. Перед поворотом головки необходимо ее открепить, повернув рукоятку 9, связанную с гайкой, сидящей на винте 7. После каждого поворота головку нужно снова зажать с помощью той же рукоятки 9. Фартук К нижней поверхности каретки 1 (см. рис. 31) прикреплен фартук 17 — так называется часть станка, в которой заключены механизмы для продольного и поперечного перемещений резца (подачи) и механизмы управления подачи. Эти перемещения могут совершаться вручную или механически. Поперечная подача резца производится перемещением нижней части 3 суппорта. Для этого рукояткой 14 вращают винт, гайка которого скреплена с нижней частью суппорта. Маховичок 16 служит для сообщения суппорту вручную продольной подачи по направляющим станины. Для более точного механического перемещения суппорта пользуются ходовым винтом (рис. 34). Винт 1 приводится во вращение от коробки подач. По нему перемещается разъемная гайка 2 и 8, установленная в фартуке суппорта и называемая маточной. При нарезании резьбы резцом обе половины гайки 2 и 8 сближают при помощи рукоятки 5; они захватывают нарезку винта 1 так, что при его вращении фартук, а вместе с.ним и суппорт, получают продольное перемещение.
Механизм для сдвигания и раздвигания половин разъемной гайки устроен следующим образом. На валике рукоятки 5 (рис. 34) закреплен диск 4 с двумя спиральными прорезями 6, в которые входят пальцы 7 нижней 8 и верхней 2 половин гайки. При повороте диска 4 прорези заставляют пальцы, а следовательно, и половины гайки сближаться или расходиться. Половины гайки скользят по направляющим 3 фартука, имеющим форму ласточкина хвоста. При всех токарных работах, кроме нарезания резьбы резцом, продольная подача осуществляется при помощи жестко скрепленной со станиной зубчатой рейки и катящегося по ней зубчатого колеса, установленного в фартуке (см. рис. 36 а). Это колесо получает вращение либо вручную, либо от ходового вала. На токарном станке нельзя включать механизм продольной подачи от ходового вала одновременно с замыканием маточной гайки на ходовом винте: это ведет к неизбежной поломке механизма фартука или коробки подачи. Для предотвращения таких неправильных включений на станке имеется специальный механизм, называемый механизмом блокировки. Контрольные вопросы 1. Назовите основные узлы и детали токарного станка.
|