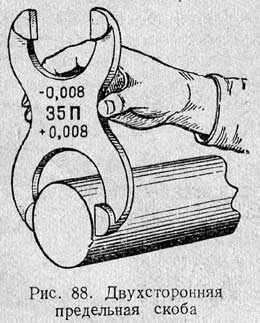
Предельные измерительные инструментыПри серийном изготовлении деталей по допускам применение универсальных измерительных инструментов (штангенциркуль, микрометр, микрометрический нутромер) нецелесообразно, так как измерение этими инструментами является сравнительно сложной и длительной операцией. Точность их часто недостаточна, и, кроме того, результат измерения зависит от умения работника. Для проверки, находятся ли размеры деталей в точно установленных пределах, пользуются специальным инструментом — предельными калибрами. Калибры для проверки валов называются скобами, а для проверки отверстий — пробками. Измерение предельными скобами. Двухсторонняя предельная скоба (рис. 88) имеет две пары измерительных щек. Расстояние между щеками одной стороны равно наименьшему предельному размеру, а другой — наибольшему предельному размеру детали. Если измеряемый вал проходит в большую сторону скобы, следовательно, его размер не превышает допустимого, а если нет, — значит размер его слишком велик. Если же вал проходит также и в меньшую сторону скобы, то это значит, что его диаметр слишком мал, т. е. меньше допустимого. Такой вал является браком.
Сторона скобы с меньшим размером называется непроходной (клеймится «НЕ»), противоположная сторона с большим размером — проходной (клеймится «ПР»). Вал признается годным, если скоба, опускаемая на него проходной стороной, скользит вниз под влиянием своего веса (рис. 88), а непроходная сторона не находит на вал. Для измерения валов большого диаметра вместо двухсторонних скоб применяют односторонние (рис. 89), у которых обе пары измерительных поверхностей лежат одна за другой. Передними измерительными поверхностями такой скобы проверяют наибольший допускаемый диаметр детали, а задними — наименьший. Эти скобы имеют меньший вес и значительно ускоряют процесс контроля, так как для измерения достаточно один раз наложить скобу.
На рис. 90 показана регулируемая предельная скоба, у которой при износе можно путем перестановки измерительных штифтов восстановить правильные размеры. Кроме того, такую скобу можно отрегулировать для заданных размеров и таким образом небольшим набором скоб проверить большое количество размеров.
Для перестановки на новый размер нужно ослабить стопорные винты 1 на левой ножке, соответственно передвинуть измерительные штифты 2 и 3 и снова закрепить винты 1. Широкое распространение имеют плоские предельные скобы (рис. 91), изготовляемые из листовой стали.
Измерение предельными пробками. Цилиндрический предельный калибр-пробка (рис. 92) состоит из проходной пробки 1, непроходной пробки 3 и рукоятки 2. Проходная пробка («ПР») имеет диаметр, равный наименьшему допустимому размеру отверстия, а непроходная пробка («НЕ») — наибольшему. Если пробка «ПР» проходит, а пробка «НЕ» не проходит, то диаметр отверстия больше наименьшего предельного и меньше наибольшего, т. е. лежит в допустимых пределах. Проходная пробка имеет большую длину, чем непроходная.
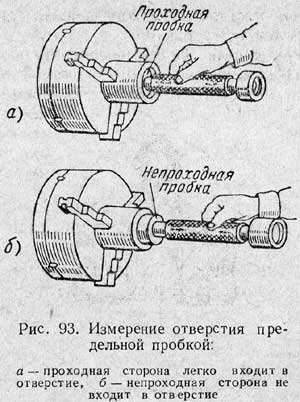
На рис. 93 показано измерение отверстия предельной пробкой на токарном станке. Проходная сторона должна легко проходить сквозь отверстие. Если же и непроходная сторона входит в отверстие, то деталь бракуют.
Цилиндрические калибры-пробки для больших диаметров неудобны вследствие их большого веса. В этих случаях пользуются двумя плоскими калибрами-пробками (рис. 94), из которых один имеет размер, равный наибольшему, а второй — наименьшему допускаемому. Проходная сторона имеет, большую ширину, чем пепроходная.
На рис. 95 показана регулируемая предельная пробка. Ее можно отрегулировать для нескольких размеров так же, как регулируемую предельную скобу, или восстановить правильный размер изношенных измерительных поверхностей.
|