Методические указания к лабораторной работепо курсу: «Технология конструкционных материалов»
«ХОЛОДНАЯ СВАРКА»
Саратов 2006
Цель: изучить сущность технологии холодной сварки металлов и исследование влияния основных факторов на прочность сварного соединения.
1. ОСНОВНЫЕ ПОНЯТИЯ
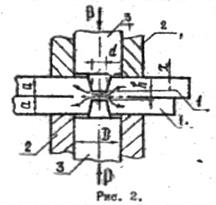
Холодная сварка относится к способам сварки давлением при значительной деформации без внешнего нагрева соединяемых частей (ГОСТ 2601-84). Прочность сварного соединения при этом способе во многом определяется контактом и состоянием поверхностей. Контакт свариваемых поверхностей зависит от действия межатомных сил связи, которые начинают проявляться при сближении поверхностей на расстояние менее Для надежного соединения необходимо увеличить фактическую площадь контакта путем приложения значительного давления (Р). При этом происходит целый комплекс металлофизических процессов: диффузия, движение дислокаций, снятие микрогребешков (пластическая деформация), образование и разрушение окисных пленок. Все эти явления в определенной степени вызывают изменения структуры свариваемого металла и его физико-механических свойств и, в конечном счете, определяют прочность сварного шва. Первые успешные опыты по холодной сварке алюминиевых изделий были осуществлены академиком К.К.Хреновым в 1949 г. Значительное развитие этот процесс получил в дальнейшем благодаря работам ИЭС им. Е.С.Патона. В настоящее время в электрическом производстве алюминиевые, медные и медноалюминиевые шинные контакты изготавливают посредством холодной сварки. Такого рода контакты обладают высокой электропроводностью и механической прочностью при Наиболее известны два вида сварных соединения при холодной сварке: стыковое и нахлесточное соединение. Главнейшим условием для создания прочной металлической связи является сближение чистых кристаллических границ свариваемых частей. При стыковой холодной сварке это достигается тем, что при сдавливании весь объем металлических стержней 1 (рис.1), зажатых в губки 2, выдавливается в виде грата 3. Такая значительная пластическая деформация обеспечивает на короткое мгновение сближение друг с другом кристаллитов, расположенных перед сдавлива-нием в глубинных слоях металла.
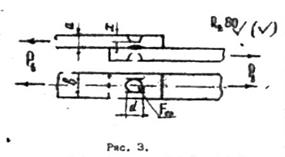
Процесс холодной сварки можно представить следующим образом. 1. Тщательная подготовка поверхностей в зоне сварки (плотность прилегания, минимальная шероховатость свариваемых поверхностей, снятие окислов, обезжиривание). 2. Установка деталей в зажимное устройство. При этом торцы свариваемых деталей должны располагаться на строго определенном расстоянии от зажимных губок. Вылет деталей должен быть равным удвоенному значению диаметров свариваемых частей (h = 2а). В момент сваривания (h = 0,1а). 3. Металл между губками в зоне контакта играет роль оболочки, идеально защищающей глубинные слои металла от окисления и загрязнения. В процессе пластической деформации выдавливаемого металла создается нагрев зерен, участвующих в процессе деформации. 4. Формирование сварного соединения осуществляется в момент окончания деформаций и измеряется десятыми долями секунды. Мгновенные значения температуры микрообъемов металла, образующих сварное соединение, достигают значительных величин, но бесспорно ниже точек плавления. Например, для меди эта температура составляет примерно При сварке нахлесточных соединений механизм образования межатомных связей протекает так же, как и при стыковой сварке. Детали 1 (рис.2) зажимаются между стальными стаканами 2. В дальнейшем эти стаканы остаются неподвижными и полностью исключают воз
где Таким образом, при холодной сварке необходимо прикладывать давление значительно превышающие предел текучести свариваемого металла, чтобы контактирование осуществлялось между чистыми кристаллитами. Это происходит за счёт выдавливания окисных пленок, с поверхностей свариваемых деталей. Наиболее рациональной подготовкой деталей перед их холодной сваркой считается зачистка стальными вращающимися щетками. Такой прием обеспечивается удаление жировых (самых опасных) пленок и создает сложную по составу окисную пленку. Длительное хранение на воздухе зачищенных деталей не рекомендуется, а наличие жировых пленок – категорически недопустимо. При нахлесточном соединении глубину вдавливания пуансона рекомендуется назначать согласно данных табл. 1. Таблица 1 Глубина вдавливания пуансона
Холодной сваркой доступно соединять листы толщиной от 0,1мм до 15 мм из пластичных материалов, провода сечением
2. МЕТОДИКА ЭКСПЕРИМЕНТА
Оборудование, приборы и материалы Для проведения эксперимента работ используется пресс Д 2304Б с дополнительной оснасткой, схема работы которой показана на рис.2. В нее входит матрица 2 и пуансон 3. Для создания усилия прессования применяется гидравлический агрегат усилием до 100 т. Для этой цели можно использовать разрывную машину МР-5 при работе в режиме «сжатие». Испытание качества свариваемых швов проводится на разрывной машине МР-5 путем определения усилия разрыва Для регистрации контроля давления сварки используется гидравлический манометр со шкалой, рассчитанной на 2000 Па и ценой давления 20 Па, с точностью измерения Эксперименты проводятся на образцах в виде шины прямоугольного сечения из алюминия и меди.
3. МЕТОДИКА ПРОВЕДЕНИЯ ИССЛЕДОВАНИЯ
Подготовить образцы для сварки размером Сварка проводится при трех режимах:
Все опыты надо проводить при трехкратной повторяемости и двух диаметрах пуансона с определением среднего арифметического параметра. 4. ИССЛЕДОВАНИЕ ПРОЧНОСТИ СВАРНОГО ШВА
Для этого провести испытание на разрыв одной из серий образцов на растяжение на разрывной машине МР-5. Испытания проводятся при трехкратной повторяемости каждого опыта. Расчет временного сопротивления на разрыв
где
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ТРУДА
При выполнении работы необходимо соблюдать следующие правила техники безопасности: Категорически запрещается допускать студента к самостоятельной работе и управлению прессом Д 2430 Б. Перед началом работы изложить лаборанту или преподавателю последовательность выполнения работы, уделив особое внимание вопросам операции зачистки и холодной сварки. Зачистку образцов проводить в защитных очках, убедившись предварительно в прочности и надежности закрепления щетки на валу электродвигателя. Перед операцией холодной сварки необходимо осмотреть пресс, обратив внимание на уровень и наличие масла в баке (он должен совпадать с риской маслоуказателя), на герметичность узлов прессов. Проверить надежность заземления пресса. Установку образцов проводить при включенном двигателе пресса. При этом ползун должен находиться в крайнем верхнем положении. Категорически запрещается работа пресса без средств противопожарной безопасности.
6. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Ознакомиться и изучить содержание руководства. Обратить особое внимание на требования безопасности труда. 2. Получить образцы у лаборанта и подготовить их к сварке. Для этого необходимо зачистить места сварки у образцов с помощью металлической вращающейся щетки. Свариваемые поверхности обезжирить венской известью. Установить образцы в пресс-матрицу. 3. Установить пресс-матрицу с образцами на пресс и доложить лаборанту или преподавателю о готовности проводить сварку. 4. Провести процесс сварки образцов согласно методики испытаний. Самостоятельно пресс не включать! 5. Извлечь образцы из матрицы при поднятом ползуне в крайне верхнее положение при отключенном прессе. 6. Закрепить образец в губках испытательной машины и провести испытание на разрыв шва. 7. Данные испытаний внести в таблицу. 8. Построить по данным эксперимента графики:
9. На основе результатов опытов (графиков) дать анализ влияния технологических факторов (табл. 2) сварки на параметры прочности сварного соединения.
Таблица 2 Технологические факторы
7. СОДЕРЖАНИЕ И ОФОРМЛЕНИЕ ОТЧЕТА
Пунктами письменного отчета являются: название работы, формулировка цели, основные понятия, схема стыковой и захлесточной холодной сварки давлением, результаты экспериментов в виде таблиц и графиков, а также выводы по работе. Отчет оформляют в тетради для лабораторных работ.
8. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
Что называется холодной сваркой давлением? В чем заключается сущность холодной сварки? Рассказать о технологической последовательности холодной сварки. Область применения холодной сварки. От чего зависит качество шва при холодной сварке? Какое влияние оказывает давление пуансона на прочность сварного шва? Рассказать, по какой формуле оно рассчитывается? Какое влияние на прочность соединения оказывает площадь контакта свариваемых частей?
8. ВРЕМЯ, ОТВЕДЕННОЕ НА ЛАБОРАТОРНУЮ РАБОТУ.
Подготовка к работе 1,0 акад.ч. Выполнение работы 0,5 акад.ч. Обработка результатов и оформление отчета 0,5 акад.ч.
ЛИТЕРАТУРА 1. Дальский А.М. Технология конструкционных материалов.-М.: Машиностроение, 1991.-317 с. 2. Кочергин К.А. Сварка давлением. –Л.: Машиностроение, 1973.-317 с. 3. Гельман А.С. Основы сварки давлением. – М.: Машиностроение, 1970.-312 с. 4. Аксельрод Ф.А., Миркин А.М. Оборудование для сварки давлением. –М.: Высшая школа, 1975.-240 с. 5. ГОСТ 6996-86. Сварные соединения. Методы определения механических свойств.
|
 мм. Повышенный класс шероховатости, увеличение контурной площади контактирования и наличие жировых и окисных пленок в зоне контакта затрудняют процесс установления межатомных связей, а следовательно, и процесс сварки.
мм. Повышенный класс шероховатости, увеличение контурной площади контактирования и наличие жировых и окисных пленок в зоне контакта затрудняют процесс установления межатомных связей, а следовательно, и процесс сварки. С.
С.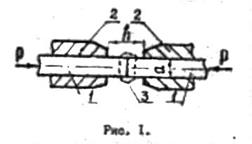 Следовательно, первоначально контактирующие окисленные или даже загрязненные поверхности полностью удаляются. Весь выдавленный в виде грата объем металла 3 играет роль защитной массы для тех слоев металла, которые в момент окончания пластической деформации оказываются сближенными до межатомного расстояния, при котором мгновенно создается стабильная металлическая связь и организуется единая кристаллическая структура.
Следовательно, первоначально контактирующие окисленные или даже загрязненные поверхности полностью удаляются. Весь выдавленный в виде грата объем металла 3 играет роль защитной массы для тех слоев металла, которые в момент окончания пластической деформации оказываются сближенными до межатомного расстояния, при котором мгновенно создается стабильная металлическая связь и организуется единая кристаллическая структура. С.
С. 
 можность выпучивания металла, когда стальные пуансоны 3 глубоко внедряются в свариваемые детали. Стаканы 2 служат направляющими для пуансонов 3. Практически считается необходимым при холодной сварке обеспечивать
можность выпучивания металла, когда стальные пуансоны 3 глубоко внедряются в свариваемые детали. Стаканы 2 служат направляющими для пуансонов 3. Практически считается необходимым при холодной сварке обеспечивать  Например, свариваются шины толщиной
Например, свариваются шины толщиной  при диаметре пуансона
при диаметре пуансона  . и
. и  Тогда при
Тогда при  необходимое давление можно рассчитать по формуле:
необходимое давление можно рассчитать по формуле: , (1)
, (1) - предел текучести металла.
- предел текучести металла. В последнем случае широко используют сварочные клещи КС-6, вес которых около 2 кг, настольные клещи СНС-2 и другие установки.
В последнем случае широко используют сварочные клещи КС-6, вес которых около 2 кг, настольные клещи СНС-2 и другие установки. временного сопротивления на разрыв
временного сопротивления на разрыв  или на срез
или на срез  . Изменение усилий выполняется с точностью
. Изменение усилий выполняется с точностью 
 Па.
Па. . Исследование проводится на образцах из алюминия и меди, которые свариваются холодной нахлесточной сваркой. Сваривается алюминий с алюминием, медь с медью и алюминий с медью. Зачистку проводят у каждого образца с торцовой части его на расстоянии
. Исследование проводится на образцах из алюминия и меди, которые свариваются холодной нахлесточной сваркой. Сваривается алюминий с алюминием, медь с медью и алюминий с медью. Зачистку проводят у каждого образца с торцовой части его на расстоянии  с помощью металлической щетки, установленной на валу электродвигателя. Образцы укладываются в матрицу внахлест с перекрытием, равным
с помощью металлической щетки, установленной на валу электродвигателя. Образцы укладываются в матрицу внахлест с перекрытием, равным  Провести процесс холодной сварки. Для этого подготовить пресс, установив пуансоны в исходное положение и разместив матрицу с образцами напротив пуансонов. Сварке подвергаются образцы, изготовленные из алюминия и меди в следующих сочетаниях: 1 - алюминий + алюминий; 2 - медь + медь; 3.- медь + алюминий.
Провести процесс холодной сварки. Для этого подготовить пресс, установив пуансоны в исходное положение и разместив матрицу с образцами напротив пуансонов. Сварке подвергаются образцы, изготовленные из алюминия и меди в следующих сочетаниях: 1 - алюминий + алюминий; 2 - медь + медь; 3.- медь + алюминий. ;
;  ;
;  .
. или на срез
или на срез  выполняется по формулам:
выполняется по формулам: ;
; ; (2)
; (2) - разрывное усилие, Н (кгс);
- разрывное усилие, Н (кгс);  - начальная площадь поперечного сечения образца,
- начальная площадь поперечного сечения образца,  ;
;  - сечение среза по сварному шву,
- сечение среза по сварному шву,