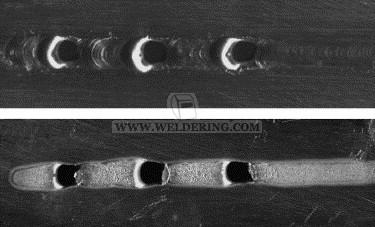
Натекание в шве нахлесточного соединенияЧаще всего натеки образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования натеков и методы их устранения одинаковы с наплавами (наплывами). Прожог (510) - вытекание металла сварочной ванны, в результате которого образуется сквозное отверстие в сварном шве
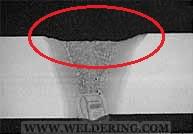
Прожоги чаще всего образуются на тонкостенных соединениях или соединениях с подкладными полосами, кольцами, когда сварку выполняют на повышенном режиме или при увеличенном зазоре между кромками. В местах прожога металл окисляется и становится рыхлым, непрочным, неплотным. По возможности такие участки тщательно зачищают до полного удаления некачественного металла. В недоступных для зачистки местах, где могут появиться прожоги, при сварке первого слоя следует обдувать обратную сторону шва защитным газом. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита. Прожоги являются характерным дефектом сварки тонкостенных изделий: обечаек сильфонных компенсаторов, труб гибких металлических шлангов, арматуры с трубами. В процессе сборки этих деталей особенно важно соблюдать требования по точности обработки сопрягаемых поверхностей и качеству сборки. Размеры ванны здесь настолько малы, что малейшее нарушение в обработке или сборке приводит к изменению теплоотвода, а значит, к резкому изменению нагрева. В результате чрезмерного нагрева свариваемых кромок ванна мгновенно разрывается, каждая кромка оплавляется самостоятельно и образуется прожог. Прожоги исправляют путем их вырубки, зачистки дефектных мест и заваривания. Неполное заполнение разделки кромок (511) - продольная непрерывная или прерывистая канавка на поверхности сварного шва из-за недостаточности присадочного металла при сварке
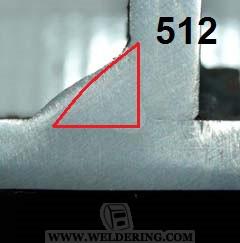
Неполное заполнение разделки кромок возникает при неправильно выбранных режимов сварки (силы сварочного тока, скорости сварки), а также при неправильном выборе разделки кромок. Устранить данный дефект можно после зачистки и заварки дефектного места. Чрезмерная асимметрия углового шва (512) - чрезмерное превышение размеров одного катета над другим
Чрезмерная асимметрия углового шва характерна при сварке металлов с различной теплопроводностью и неудобных пространственным положением сварки. Нижеследующие дефекты в объяснениях не нуждаются т.к. причины возникновения неравномерной ширины шва, неровной поверхности, вогнутость корня шва заключается чаще всего в неправильно подобранных режимах сварки, неудобном положении при сварке, неправильным выбором разделки кромок. Причины возникновения и методы устранения пор в корне шва идентичны газовым порам, а про дефект возобновление - все понятно из определения. Неравномерная ширина шва (513) - отклонение ширины от установленного значения вдоль сварного шва
Неровная поверхность (514) - грубая неравномерность формы поверхности усиления шва по длине
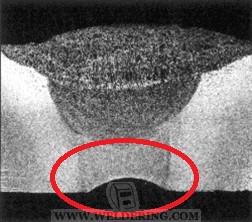
Вогнутость корня шва (515) - неглубокая канавка со стороны корня одностороннего сварного шва, образовавшаяся вследствие усадки
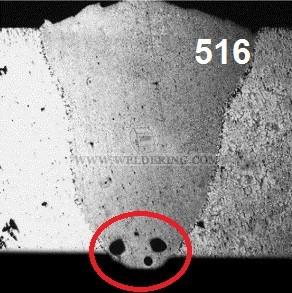
Пористость в корне сварного шва (516) - наличие пор в корне сварного шва вследствие возникновения пузырьков во время затвердевания металла
Возобновление (517) - местная неровность поверхности в месте возобновления сварки
|