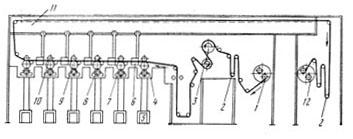
Технология печати на пленкахПолиэтилен, не содержащий полярных групп, не обладает сродством к печатным краскам (они быстро осыпаются), плохо воспринимает печать. В промышленности применяют несколько способов активирования поверхности ПЭ пленок для нанесения на них печати. Наиболее принят способ оксидации под действием коронного разряда, образующегося в поле высокого напряжения и вызывающего озонирование воздуха. Бомбардировка ПЭ электронами в присутствии озона повышает полярность молекул поверхностного слоя в результате образования кислородсодержащих групп. Эффект активирования усиливается, когда печать наносится на «свежую» поверхность, поэтому устройство для активирования пленок часто встраивают в печатную машину (рис. 1). Пленка с размоточного узла переходит на обработку (с одной стороны) коронным разрядом, после чего на эту поверхность наносится рисунок. Пленка проходит последовательно через несколько печатных узлов, каждый из которых наносит элементы рисунка одного определенного цвета.
Рис. 1. Схема нанесения на ПЭ пленки многоцветного рисунка: 1 - размоточное устройство; 2 - компенсатор; 3 - узел расправления и оксидации пленки; 4 - печатный узел; 5 - насос; 6 - камера для подсушки краски; 7 - ванна с краской; 8 - обрезиненный валик; 9 - гравированный наносный вал; 10 - прижимной вал; 11 - сушильная камера; 12 - намоточное устройство. Регулирование и совмещение рисунка вдоль и поперек полотна достигаются с помощью специального устройства, имеющегося в каждом печатном узле, которое смещает печатный вал в любом поперечном направлении и синхронизирует его вращение с вращением остальных валов машины. Постоянство состава печатной краски в ванне каждого узла обеспечивает ее циркуляция с помощью насоса; точность калибрования слоя краски, переносимого на печатный вал, создается стальным ножом, отсекающим ее избыток. Вал последнего узла иногда бывает гладким; он предназначен для нанесения лакового раствора, придающего глянцевитость и сочность краскам, защищающего рисунок от повреждений. После высушивания пленку можно тиснить горячим валом. Некоторые экструзионные агрегаты комплектуются устройствами для активации в процессе получения пленок. Рукав пленки при этом не режут, а сматывают в рулоны небольшой ширины и отправляют на печатную машину со сменными резиновыми шаблонами для нанесения рисунка; шаблоны легко менять, так как они прикрепляются липкой лентой к поверхности гладкого вала.
Формование Основная особенность этого способа переработки полимеров заключается в том, что формование изделий осуществляется не из расплава, а из заготовок полимерного материала (листа, пленки), нагретых до размягченного состояния, которые затем приложенным усилием оформляются в изделия и затем охлаждаются при сохраняющемся усилии формования. Формование изделий на внутренней поверхности формы может осуществляться несколькими способами:
Вакуумформование – процесс формования изделий из заготовок в виде пленки или листа, нагретых до температур, при которых полимер переходит в высокоэластическое состояние. Давление, необходимое для формования изделий, создается за счет разности давлений между наружным атмосферным давлением и разряжением, создаваемым в полости между листом и поверхностью формы (до 0,07-0,085 МПа).
Методом формования изготавливают изделия различной конфигурации, имеющие одинаковую толщину всех стенок (стаканчики, крышки, ячейки для упаковки конфет или медицинских инструментов и т.д.) (рис. 2). Широко применяется вакуумформование для изготовления тонкостенных изделий (упаковочная тара и одноразовая посуда), когда литье под давлением неприменимо из-за малой толщины стенок. Очень выгодно использовать данный метод при мелкосерийном производстве, так как технологическая оснастка намного проще и дешевле, чем литьевые формы.
Рис. 2. Стаканчики, полученные вакуумформованием. Существенными преимуществами этого метода являются рентабельный инструмент для формования, разумная стоимость вакуумформовочных машин, возможность переработки многослойных и вспененных материалов, а также материалов с предварительно нанесенной на них печатью. Из формуемых материалов с высокой вязкостью расплава могут быть получены чрезвычайно тонкостенные изделия, в то время как при литье под давлением для таких изделий требуется гранулят с низкой вязкостью расплава. Относительно невысокие цены на оснастку дают еще одно преимущество данному методу для производства небольших партий изделий; достоинства вакуумформования для больших партий состоит в достижении очень низких толщин стенок и высокой производительности вакуумформовочных машин. Самые маленькие по размеру детали, производство которых вакуумформованием еще экономически выгодно, это упаковка для таблеток или батареек для часов.
Недостатками метода являются: - значительная разнотолщинность изделий, обусловленная различной степенью вытяжки; - невозможность получения изделий сложной конфигурации; - необходимость дополнительной механической обработки изделий; - невозможность переработки листов толщиной более 6 мм; - большое количество отходов (до 50%) при изготовлении изделий с большой глубиной вытяжки.
Диапазон толщин формуемых материалов от 0,05 до 15 мм, а для вспененных материалов даже до 60 мм. Любые термопласты или материалы с аналогичными свойствами являются в принципе термоформуемыми. Наибольшее распространение получили листы крупнотоннажных полимеров: ударопрочного полистирола, АБС-пластика, жесткого ПВХ, аморфного ПЭТ. Поликарбонат, ПММА, ПЭНД и ПЭВП, ПП имеют менее широкое применение.
При вакуумформовании различают следующую последовательность процессов:
В большинстве случаев необходима последующая обработка формованного изделия, а именно: отделка (обрезка); сварка; соединение (склеивание); горячее запаивание; печать; металлизация. Придание необходимой конфигурации изделию осуществляется или в высокоэластическом состоянии, или несколько выше температуры текучести за счет растяжения полимера, под действием нормальных напряжений
При увеличении степени вытяжки заготовки при формовании изделия возрастает ее ударная вязкость. Однако наряду с этим возрастает и вероятность значительной термической усадки изделия. Таким образом, желательно формовать объемные изделия при таких режимах, при которых бы в меньшей степени проявлялись ориентационные процессы.
На разнотолщинность изделий влияет также и скорость формования. Медленная вытяжка сопровождается существенным охлаждением различных областей формуемого изделия, что ведет к увеличению разнотолщинности. Увеличение скорость формования способствует получению более равнотолщинных изделий.
Одна из важнейших и наиболее длительная стадия технологического процесса - разогрев заготовки. Температурное поле разогретой заготовки должно быть максимально однородным как по ее поверхности, так и по толщине, но это затрудняется вследствии низкой тепло- и температуропроводности полимеров.
Большинство машин и установок для вакуумформования оснащено тепло-радиационными инфракрасными нагревателями; температуру заготовки можно регулировать изменением интенсивности нагрева по зонам и расстояния нагревателя от поверхности листа. Кроме того, нагрев листовых заготовок (особенно большой толщины) может осуществляться в нагревателях камерного типа или контактным способом с помощью нагреваемых плит. В целом с повышением температуры формования механические характеристики готового изделия снижаются, а усадка растет.
В зависимости от характера взаимодействия формуемого материала с формой различают свободное негативное и позитивное формование листовых заготовок.
Свободное формование осуществляется без соприкосновения формуемого материала заготовки с оформляющим инструментом. Его применение ограничено изготовлением из прозрачных акрилатов крупногабаритных изделий овальной формы для обтекателей и световых фонарей с улучшенными оптическими характеристиками. При использовании метода требуется высокая равномерность нагрева заготовки с минимальной разнотолщинностью - в противном случае искажается форма изделия и его оптические характеристики. Кроме того, применение свободного формования ограничивает и глубину вытяжки.
Негативное формование (формование в матрице) позволяет получать изделия, у которых наружная поверхность соответствует геометрии внутренней поверхности матрицы. Нагретая заготовка вначале деформируется свободно, и ее толщина уменьшается относительно равномерно, однако после соприкосновения с формой температура заготовки в этой области резко понижается и дальнейшее деформирование идет неравномерно - толщина стенок и днища оказывается различной. Значительная разнотолщинность - один из существенных недостатков негативного метода формования.
Позитивное формование осуществляется на пуансоне; форму внешней поверхности пуансона повторяет внутренняя поверхность изделия. Нагретая заготовка первоначально соприкасается с верхней поверхностью пуансона; деформация этой зоны прекращается, поэтому образующееся днище имеет наибольшую толщину. Вытяжка остальной части заготовки происходит более равномерно, но, как и при негативном формовании, получение изделия большой глубины и с острыми углами затруднительно.
Рис. 3. Различные методы формования изделий из листов (слева направо): разогрев заготовки, свободное формование, негативное формование, позитивное формование. Наиболее важные характеристики формы — глубина и степень вытяжки, которые обеспечивает конструкция формы. Практически этими параметрами являются высота изделия Н и отношение H/W, где W— ширина изделия. Основная особенность оснастки для этого метода – наличие отверстий диаметром 0,1 – 0,5 мм или щелей в местах перегибов конфигурации изделия. Это необходимо для отвода воздуха при вакуумировании.
Охлаждение происходит при соприкосновении заготовки с холодными стенками формы. Для ускорения этой стадии применяют обдув изделия сжатым воздухом. В зависимости от метода формования и конструкции формы, охлаждение бывает односторонним или двухсторонним.
Время охлаждения зависит от температуры формы, температуропроводности полимера и толщины стенки изделия. Чем ниже температура охлаждающей поверхности, тем меньше время охлаждения, однако при очень резком охлаждении может произойти коробление изделий. При низкой температуре формы затрудняется оформление ребер или острых углов, при высокой температуре формы на изделии после его извлечения могут появиться гофры или складки, вызванные неравномерной усадкой. Температура формы при переработке кристаллизующихся полимеров влияет на скорость кристаллизации, степень кристалличности и соответственно на качество изделий. Необходимо отметить, что в процессе охлаждения происходит усадка изделий.
Извлечение изделий можно проводить сжатым воздухом или с помощью выталкивателей.
На заключительном этапе отформованные заготовки подвергают механической обработке: вырубке из листа отдельных изделий, зачистке, пробивке (или сверлению) отверстий и т. д. С этой целью используют механические и гидравлические прессы, ножницы, специальные штампы (холодные и горячие), ленточные или дисковые зачистные станки.
Для формования изделий из листовых и пленочных термопластов характерно значительное количество отходов на различных стадиях процесса (до 30-35%). Подавляющее большинство их может быть успешно использовано для вторичной переработки при своевременном сборе, измельчении и правильном хранении. Отходы измельчают на ленточных или гильотинных ножницах с последующей грануляцией или дроблением.
Вакуумформование имеет несколько разновидностей.
Вакуумформование в матрицу: листовую заготовку укладывают на матрицу, закрепляют прижимной рамой и подводят нагреватель. После разогревания листа включают вакуум, между листом и матрицей создается разрежение и происходит формование изделия. При этом заготовка прижимается плотно к стенкам матрицы и охлаждается. Затем вакуум отключают, а к матрице подводят сжатый воздух, происходит выталкивание изделия. При формовании в матрицу края изделий имеют наибольшую толщину стенок, а на днище - минимальную. Данный метод применяется при формовании в многогнездные фомы.
Вакуумформование с вытяжкой толкателем. В отличие от рассмотренного способа, вначале происходит вытяжка разогретого листа толкателем, а затем формование в матрицу под действием вакуума. Применяется этот способ при изготовлении глубоких изделий, когда нужна незначительная разнотолщинность стенок при использовании как одногнездных так и многогнездных форм.
Вакуумформование на пуансоне. Лист закрепляют между двумя рамами, затем подводят нагреватель После нагревания заготовки поднимается пуансон, закрепленный на поддоне, и происходит предварительная вытяжка. При этом пуансон выполняет роль толкателя. Окончательное оформление изделия выполняется на пуансоне под действием вакуума. В данном случае совмещены две операции - вытяжка и формование, которые проводятся на пуансоне, и не требуется специального толкателя. Однако пуансон при этом должен иметь повышенную температуру, поэтому охлаждение изделия замедляется. Этот способ находит широкое применение в тех случаях, когда необходимо обеспечить точность внутренних размеров изделия. При формовании на пуансоне наибольшая толщина стенки обеспечивается на днище. Применяется он при изготовлении крупногабаритных изделий в многогнездных формах.
Вакуумформование на пуансоне с предварительной вытяжкой сжатым воздухом. Этот способ применяется в тех случаях, когда полимер очень чувствителен к охлаждению. Чтобы в момент вытяжки лист не касался холодного пуансона, вначале под листом создают давление и лист вытягивается, как при свободном выдувании. Затем в образовавшуюся полусферу вводят пуансон, включают вакуум и проводят окончательное формование изделия. Охлаждение осуществляют на пуансоне, а также за счет обдува воздухом снаружи.
|