Методы переработки армированных полимерных материаловОсобенностью изготовления изделий из армированных П. м. является то, что материал и изделие в большинстве случаев изготовляются из исходных компонентов одновременно. Для создания изделий с требуемыми эксплуатац. св-вами выбранные методы и режимы переработки должны обеспечивать необходимую монолитность материала, требуемое содержание, ориентацию и равнонапряженность армирующего наполнителя. Подготовит. операции включают подготовку наполнителя (сушка, разл. виды энергетич. и хим. обработки для улучшения совмещения со связующим), формообразующей и формующей оснастки и оборудования, а в ряде случаев - приготовление связующего и его нанесение на наполнитель. Структура и форма используемого армирующего наполнителя во многом определяют выбор метода изготовления заготовки изделия. Получение заготовки изделия выбранным методом осуществляют путем укладки армирующего наполнителя в заданной последовательности на оснастке, определяющей форму будущей детали. При этом ориентация волокнистого наполнителя выдерживается в соответствии с эпюрой напряжений, что обеспечивает требуемую анизотропию св-в материала в изделии. Изготовление заготовки детали может производиться с использованием препрега - предварительно пропитанного связующим наполнителя, высушенного или подотвержден-ного (т. наз. сухой способ намотки, выкладки), с пропиткой наполнителя в процессе его выкладки или намотки (т. наз. мокрый способ намотки, выкладки), с чередованием слоев непропитанного или частично пропитанного наполнителя со слоями связующего в виде плавкой пленки или с использованием наполнителей, в к-рых армирующие волокна чередуются с волокнами матричного материала (волоконная технология). Получение заготовки изделия из П. м., армированных непрерывными волокнистыми наполнителями (гл. обр. нитями, жгутами, ровингами, лентами, тканями, трикотажными материалами), осуществляют методами послойной выкладки, намотки, методом плетения или ткачества, а также комбинир. методом. Методом послойной выкладки с наполнителями из непрерывных волокон изготовляют заготовки листов, плит, обшивок, а также изделий сравнительно простых геом. форм. При послойной выкладке слои препрега или непропитанного армирующего наполнителя последовательно, соблюдая заданную ориентацию, собирают на жесткой форме (пуансоне), повторяющей форму изделия, в пакет до требуемой толщины. В процессе выкладки производят послойное уплотнение пакета с помощью ролика или др. инструмента. При серийном произ-ве применяют спец. выкладочные установки или комплексы с применением робототехники и программного управления. Метод намотки широко применяют для изготовления заготовок изделий, имеющих форму тел вращения. При использовании однонаправленных непрерывных армирующих наполнителей в виде нитей, жгутов, лент, ровницы применяют окружную, продольную, спиральную (геликоид-ную) или комбинир. намотку. Спиральную намотку применяют для изготовления оболочек совместно с днищами, деталей конич. формы, изделий переменного сечения. При комбинир. намотке сочетают в любых вариантах спиральную, продольную или окружную намотку для достижения требуемой анизотропии св-в материала. Простейший вид комбинир. намотки-продольно-поперечная. Применение многокоординатных намоточных станков с программным управлением позволяет автоматизировать процесс намотки и сделать его высокопроизводительным. При использовании армирующих наполнителей в виде тканей, холстов, бумаги, лент с перекрестным расположением волокон применяют окружную намотку с прикаткой, напр. при изготовлении труб, цилиндров, оболочек конич. формы. Если уплотнение материала вследствие натяжения наполнителя или при прикатке является достаточным для обеспечения необходимой плотности материала при послед. отверждении изделия, то намотка представляет собой и метод формования. Комбинированные методы создания заготовок изделий включают неск. разл. методов при сборке одной детали, напр. сочетание послойной выкладки и намотки. Указанные выше методы позволяют ориентировать наполнитель в одной или двух плоскостях изделия. При необходимости получения объемного армирования в трех и более плоскостях применяют метод плетения или ткачества заготовки из жгутов или нитей. Направление армирования и содержание наполнителя в каждом из направлений определяются условиями эксплуатации детали. Метод плетения применяется также для создания многослойных заготовок деталей, в к-рых слои механически связаны между собой. Изготовление заготовки детали из П. м., армированных короткими волокнами, производят методом послойной выкладки с использованием рулонных наполнителей в виде матов, холстов, войлока, бумаги, как предварительно пропитанных, так и пропитываемых в процессе изготовления заготовки, а также методами напыления, насасывания и осаждения рубленых волокон. При изготовлении заготовок изделия методом напыления в качестве наполнителей используют отрезки жгутов (30-60 мм), к-рые с помощью спец. установок напыляют потоком воздуха совместно со связующим на форму до достижения требуемой толщины. Этим методом производят крупногабаритные изделия, напр. корпуса лодок и катеров, элементы легковых и грузовых автомобилей, контейнеры разл. назначения, плават. бассейны, покрытия полов, облицовки бетонных конструкций. Метод насасывания применяют при произ-ве изделий сравнительно небольших размеров. Изготовление заготовки осуществляют гл. обр. в камере насасывания, в верх. часть к-рой подается рубленое волокно (рис. 12); в ниж. части камеры на вращающемся столе смонтирована перфорир. форма, через к-рую с помощью мощного вентилятора просасывается (прокачивается) воздух. Распыленное волокно, увлекаемое потоком воздуха, насасывается на форму до обеспечения требуемой толщины. Метод позволяет использовать как сухие связующие в виде порошка или плавких полимерных волокон, подаваемых совместно с армирующим волокном, так и жидкие связующие, наносимые на насасываемую заготовку при помощи пистолетов, расположенных по периметру камеры. После насасывания заготовка вынимается из камеры и формуется одним из перечисленных ниже методов. Насасывание, кроме того, может проводиться из суспензии волокон в жидкой среде по бумагоделательной технологии (см. Бумага).
Рис. 12. Изготовление заготовок деталей из армированных пластиков методом насасывания: 1 - бобина со жгутом; 2-резательное устройство; 3-воронка для порошкообразного связующего; 4 -камера; 5-пистолет для напыления жидкого связующего; 6-пер-форир, форма; 7 - вращающийся стол; 8-вентилятор.
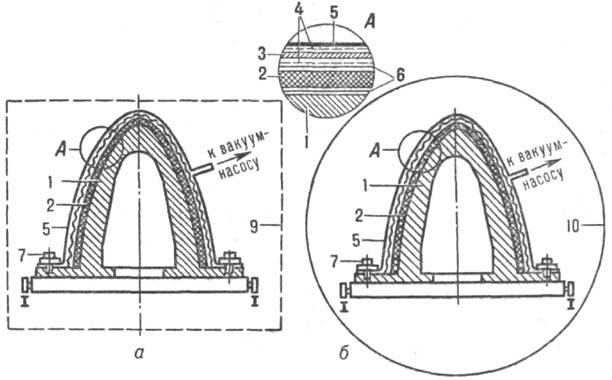
После формирования заготовка детали подвергается формованию разл. методами. Метод контактного формования применяют при изготовлении деталей с применением полиэфирных и эпоксидных связующих холодного отверждения преим. в сочетании с созданием заготовки методом выкладки. При этом способе формования пропитанные связующим слои наполнителя уплотняют путем прижатия кистью или прикатки роликом. Отверждение материала производится без приложения постоянного давления в осн. при т-ре цеха. При изготовлении крупногабаритных деталей широкое распространение получили вакуумный, вакуумно-авто-клавный и пресскамерный методы формования с использованием эластичного мешка (чехла). В этих случаях на оправку по форме изделия наносят разделит. слой (для предотвращения прилипания формуемой детали), выкладывают или наматывают заготовку изделия, на к-рую последовательно укладывают перфорир. разделит. слой, цулагу (металл, слоистый пластик), дренажный слой (материал в виде войлока, неск. слоев стеклоткани или металлич. сетки), защитный слой из ткани или пленки и эластичный мешок из резины, прорезиненной ткани или термостойкой полимерной пленки с большим удлинением, к-рый герметично соединяют с формой (рис. 13). Вакуумным насосом из-под эластичного мешка откачивают воздух. Для отверждения связующего форму с заготовкой помещают в термошкаф (вакуумный способ), а если требуется высокое давление - в пресскамеру или автоклав. Формование осуществляется вследствие разности давлений между внеш. давлением в термошкафу, пресскамере (0,15-0,5 МПа) или автоклаве (0,3-2,5 МПа) и остаточным в эластичном мешке. При вакуумном способе формования давление составляет 0,05-0,09 МПа. Метод широко используют при изготовлении трехслойных конструкций с легким заполнителем, не допускающим высоких давлений при формовании.
Рис. 13. Формование изделий из армированных полимерных материалов разл. методами: а -вакуумным; б - вакуумно-автоклавным; в-пресскамерным (I-формование на пуансоне, П-в матрице); 1-пуансон; 2-заготовка изделия; 3-цулага; 4-дренажный слой; 5-эластичный мешок (чехол); 6-разделит. слой; 7-крепление эластичного мешка; 8-матрица; 9-термошкаф; 10-автоклав.
При необходимости повыш. давления формования для обеспечения требуемого качества детали, а также при серийном произ-ве изделий из армир. пластиков небольших и средних размеров применяют метод прессования в жесткой прессформе, к-рый изложен выше. При серийном произ-ве крупногабаритных деталей сравнительно простой конфигурации, изготовляемых из пропитанных слоистых наполнителей в жесткой прессформе, формование часто осуществляют не на прессах, а в термошкафах, применяя метод формования в болтовой форме. В жесткую форму, имеющую пуансон и матрицу, помещают заготовку детали и форму смыкают с помощью болтов до обеспечения окончат. толщины детали. При необходимости приложения больших усилий для смыкания формы используют пресс с послед. стяжкой болтами. Собранные формы помещают в термошкафы, где осуществляется температурный режим отверждения и формования. Метод позволяет изготовлять сразу большое кол-во деталей одновременно. При термокомпрессионном формовании заготовку формуемой детали помещают на жесткий пуансон или матрицу, покрывают или обматывают формующим материалом с высоким коэф. термич. расширения, напр. термостойкой кремнийорг. резиной, и накрывают ограничит. оснасткой, к-рую плотно, напр. с помощью болтов, соединяют с пуансоном или матрицей, создавая начальное давление. В процессе нагрева уплотнение заготовки осуществляется вследствие термич. расширения формующего материала, расположенного между заготовкой и жесткой ограничит. формой. Метод позволяет значительно упростить конструкцию прессформы и обеспечить равномерное распределение давления по всей пов-сти формуемой детали. Центробежный метод формования основан на уплотнении материала вследствие возникновения центробежной силы, возникающей при вращении оправки с заготовкой детали. Данный метод применяют при изготовлении крупногабаритных цилиндрич. и слабоконич. оболочек из компо-зиц. материалов с неориентированным расположением волокон, получаемых гл. обр. методом напыления. При этом используют полиэфирные и эпоксидные связующие холодного отверждения. Методом протяжки (пултрузии) изготовляют профильные изделия постоянного сечения (стержни, трубки, профили разл. поперечного сечения и др.). Процесс осуществляют по непрерывной схеме: армирующий наполнитель, совмещенный со связующим, собирают в пучок и протягивают через систему формообразующих головок (фильер), в к-рых осуществляется формование изделия и частичное отверждение связующего. Окончат. отверждение происходит в термокамере или высокочастотной установке. Метод характеризуется высокой производительностью, экономичностью, поддается автоматизации. Метод прокатки (ролтрузии) аналогичен методу протяжки за исключением того, что формующим элементом здесь является система роликов по форме изготовляемого изделия. Вращающиеся ролики позволяют более эффективно уплотнять заготовку, предотвращать повреждение армирующего наполнителя и изготовлять профили большого сечения. Формование методом обмотки (викелевки) широко применяют при изготовлении труб и др. деталей, имеющих форму тела вращения или близкую к ней. Заготовку детали, изготовленную методами намотки или послойной выкладки, покрывают разделит. слоем, цулагой и обматывают с натяжением неск. слоями нити, жгута или др. материала, вследствие чего и происходит уплотнение материала. Усилие натяжения нити и др. материалов подбирается экспериментально. Для изготовления изделий, к к-рым предъявляют повыш. требования по герметичности и стабильности размеров, применяют метод пропитки под давлением. При этом заготовку детали формируют из непропитанного (или частично пропитанного) наполнителя на пуансоне методами послойной выкладки или намотки. После этого пуансон смыкают с матрицей, а пространство между ними герметизируют. К верх. части замкнутого пространства подсоединяют вакуумную систему для удаления воздуха из непропитанной заготовки, а к нижней-трубопровод, по к-рому под давлением до 3 МПа подается связующее (рис. 14). Контроль пропитки осуществляют по появлению смолы на выходе из формы. При изготовлении длинномерных деталей в процессе пропитки производят выравнивание давления внутри пропитываемой заготовки, для чего закрывают выходное отверстие и выдерживают связующее под давлением в течение определенного времени; часть связующего затем прокачивается через заготовку. После окончания пропитки выход из формы перекрывают и производят отверждение детали.
Рис.14. Изготовление изделий методом пропитки под давлением: 1 -заготовка изделия; 2-пуансон; 3-матрица; 4-бак со связующим; 5-ловушка; 6-термошкаф.
|