
Расчет режимов сварки взрывом на основе оценки энергии, затрачиваемой на деформирование зоны волнообразованияПри сварке взрывом все процессы, приводящие к активированию поверхностных атомов металла, происходят в небольшом, прилегающем к зоне физического контакта, объеме, толщину которого в первом приближении можно принять равной размаху образующихся на границе раздела волн. Количество энергии в этом объеме Ест, необходимое для сварки, можно оценить по зависимости Ест = 2DdсrDТ, (1.6) где Ест - изменение энергосодержания активного объема зоны стыка толщиной Dd с каждой его стороны, отнесенного к единице площади образующегося за счет этой энергии сварного соединения; ΔТ =0,8Тпл - свариваемых металлов; с - средняя теплоемкость свариваемых металлов в интервале температур Т0 – ΔТ. При сопоставлении Ест с величиной энергии, затрачиваемой на деформирование зоны волнообразования W2//, можно рассчитывать технологические параметры сварки взрывом заданных сочетаний материалов. Оценить W2//, используя принятую модель деформируемого тела, по прямым измерениям деформации в зоне волнообразования крайне сложна, поэтому W2// рассчитывалась как разница между полной энергией пластической деформации W2 и энергией, затрачиваемой на пластическую деформацию металла, расположенного ниже зоны волнообразования
где τ; - величина напряжения, характеризующего сопротивление металла пластической деформации; gi - величина прошедшей деформации. Деформация металла, расположенного ниже зоны волнообразования подчиняется четкой зависимости от параметров сварки и свойств свариваемых металлов
где Экспериментальный коэффициент t коррелирует с предельной прочностью материалов SК, связанной с временным сопротивлением разрыву sВ и относительным сужением y следующей зависимостью SК = sВ(1 + 1,35y) (1.9) для большинства металлических материалов, и SК = sВ(0,8 + 2,06y) (1.10) для алюминия, меди и других высокопластичных материалов. Использование модели жесткопластического тела и совместное решение (1.3) с (1.8) после интегрирования позволило получить выражение для определения энергозатрат на пластическую деформацию металла, расположенного ниже зоны волнообразования:
Анализ зависимости (1.11) и результатов прочностных испытаний образцов, полученных при сварке на режимах, близких к критическим, позволил установить следующее. Энергия, затрачиваемая на деформирование зоны волнообразования, прямо пропорциональна общей энергии W2 только при фиксированном значении параметра dс. W22 = КW2/dс. (1.12) При прочих равных условиях с увеличением VС, m ср и снижением Vк, величина W2// увеличивается. Подстановка в зависимость (1.11) W2// = 0, позволяет выявить режимы сварки, обеспечивающие безволновую границу соединения
Расчетное определение границы свариваемости имеет существенное практическое значение, так как при VС > VСкр будем всегда попадать в область возможной сварки. Результаты прочностных испытаний образцов, полученных при сварке исследуемых металлов на режимах, близких к критическим, представлены на рисунке 1.2. Представленные результаты свидетельствуют о том, что режимы сварки, обеспечивающие W2// > 0 приводят к появлению локализованного пластического течения, возникновению и развитию волнообразного профиля на границе соединения, что обуславливает выход на свободную границу дислокаций, генерируемых источниками внутри металла и обеспечивающих требуемый для сварки уровень ее активации.
Рис.1.2 Влияние энергозатрат, реализуемых в зоне волнообразования, на относительную прочность сварных соединений: – Ст3; О – ВТ1, - 12Х18Н10Т; ◊ - М1
Использование зависимости 1.11 не совсем удобно для расчетов, поэтому его преобразуют в вид
Сопоставление W2// (1.14) с количеством необходимой для образования соединения энергией Ест (1.7) (значения Ест, рассчитанные для исследованных металлов при Dd = а = 0,025 мм приведены в таблице 1.1), позволило перейти к построению расчетной методики определения оптимальных параметров сварки взрывом, которая включает следующие этапы: 1. Оценивается скорость контакта. Лучшие результаты достигаются, если скорость контакта находится в интервале (0,4-0,6) СО, при этом металлы, склонные к образованию интерметаллидов, соединяют на скоростях контакта, ближе лежащих к нижнему значению названного интервала, так как при VК < 0,3 СО оплавление металлов прекращается. Превышение Vк больше 0,8 СО приводит к образованию на межслойных границах сплошной прослойки расплавленного и закристаллизовавшегося металла. 2. При выбранном значении VK, из условия W2// (1.14) = Ест (1.7), проводится расчет оптимальной скорости соударения по зависимости:
либо
где VСкp - значение скорости соударения на нижней границе свариваемости, рассчитанное по зависимости (1.13). Таблица 1.1 - Расчетные значения количества энергии, необходимой для образования соединения
Для разнородных металлов, в первом приближении, оценить VСопт можно как среднее соответствующих однородных с усредненной массой, равной массе разнородных. 2. Высота заряда взрывчатого вещества оценивается по зависимости
(где VСmax на 20 - 40 % превышает VСопт), и состав смеси для обеспечения необходимой VK = D. 3. Технологический зазор h при получении биметаллических сварных соединений (при одновременной сварке многослойных пакетов – зазор на первой межслойной границе) определяется по зависимостям (1.18 - 1.20).
где
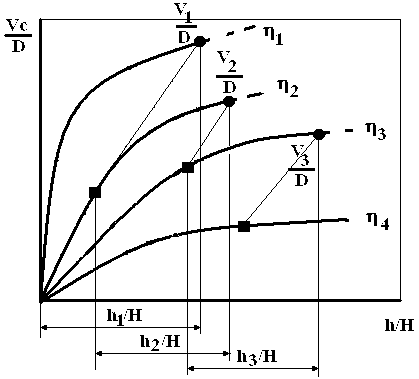
rВВ – плотность взрывчатого вещества. Расчет технологического зазора на второй и последующих границах в многослойном пакете возможен с использованием нескольких расчетных методик, последовательно связывающих динамические (VС, VK) параметры сварки взрывом на всех межслойных границах и основанных на предположении о том, что скорость пакета пластин падает по мере нарастания массы, вовлекаемой в процесс соударения. Сопоставление известных литературных данных по разгону системы сваренных пластин на второй межслойной границе с результатами расчета по методике расчета, базирующейся на законе сохранения импульса (рисунок 1.2 б), показало, что экспериментальные точки располагаются несколько ниже расчетных значений. Более точное совпадение с экспериментальными данными обеспечивает разработанная В.Г.Шморгуном методика (рисунок 1.2 а), отличающаяся тем, что приращение скорости DVi/D к начальной скорости, численное значение которой определяется из закона сохранения количества движения, рассчитывается из предположения, что разгон на второй и последующих межслойных границах осуществляется по более пологой ветви кривой разгона, причем начало этого «мнимого» разгона определяется из закона сохранения энергии. Для ускорения процесса расчета технологических параметров СВ многослойного КМ с дискретно возрастающей массой создана программа расчета на ПЭВМ.
Ключевыми выражениями являлись следующие:
где hi - технологический зазор на (n-1) границе многослойного пакета; n –число пластин в пакете; ri, di – соответственно плотность и толщина i –той пластины; VCi - минимальное значение скорости соударения, необходимой для получения прочного соединения на (n-1) границе.
где К - модуль объемного сжатия металла. Схема сварки выбирается таким образом, чтобы выполнялось условие VC1>VC(n-1).
|
 (1.7)
(1.7) (1.8)
(1.8) , s02 - предел текучести свариваемых металлов, Sk - предельная прочность металла, δс – усредненная толщина, а W2 определяется калориметрированием, поэтому использование зависимости 1.7 не вызывает затруднений.
, s02 - предел текучести свариваемых металлов, Sk - предельная прочность металла, δс – усредненная толщина, а W2 определяется калориметрированием, поэтому использование зависимости 1.7 не вызывает затруднений. (1.11)
(1.11) (1.13)
(1.13)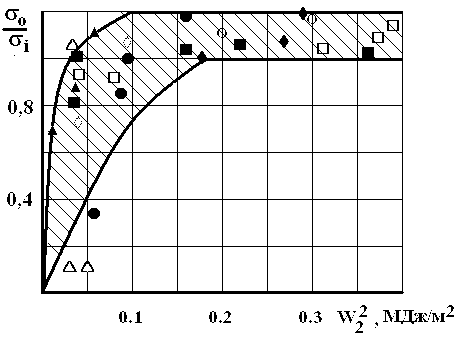
 (1.14)
(1.14) , (1.15)
, (1.15) , (1.16)
, (1.16) , (1.17)
, (1.17) , (1.18)
, (1.18) , (1.19)
, (1.19) , (1.20)
, (1.20)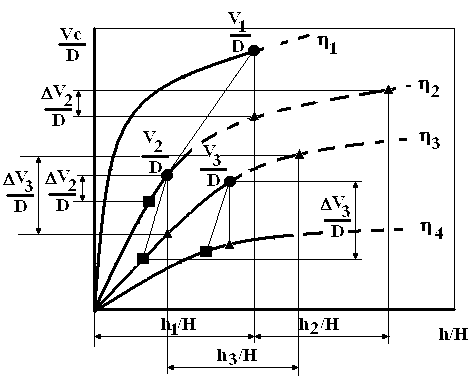


 (1.21)
(1.21) (1.22)
(1.22) (1.23)
(1.23)
 (1.24)
(1.24)
 (1.25)
(1.25) , (1.26)
, (1.26)
 (1.27)
(1.27) , (1.28)
, (1.28) , (1.29)
, (1.29) ,
,  (1.30)
(1.30)


