
Нормирование операцийСодержание 1.Описание объекта производства и возможных вариантов техпроцесса………………….………………….……………………………………...…....3 2. Нормирование операций и расчет количества оборудования…………………….….…6 3. Расчет численности работающих ………………………………………………….…..….9 4. Планировки рабочих мест………………….……………………………………...……...11 5. Выбор эффективного технологического процесса ……………………………………..13 5.1 Затраты на основные и вспомогательные материалы………………………….13 5.2 Расчет заработной платы и начислений на заработную плату……………..….15 5.3 Затраты на амортизацию, ремонт и обслуживание оборудования……….........17 5.4 Расчет расходов на силовую и технологическую электроэнергию………..…..19 5.5 Затраты по эксплуатации приспособлений…………………………………...…20 5.6 Расчет технологической себестоимости сравниваемых вариантов……………21. 5.7 Расчет капитальных вложений…………………………………………………...21 5.8 Показатели эффективности и выбор лучшего варианта…………………….….22 6. Технико-экономические показатели сравниваемых вариантов процесса ………...……25 Литература……………………………………………………………………………….……26 Описание объекта производства и возможных вариантов техпроцесса. Производственная годовая программа – 1800 штук
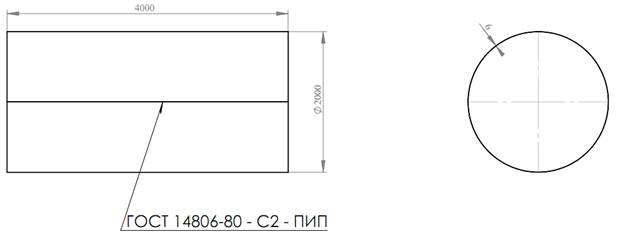
По условию проекта необходимо выполнить продольный шов стыкового соединения обечайки Исходные данные Длина 4000 мм. Диаметр 2000 мм. Толщина листа 6 мм. Материал: алюминиевый сплав марки АМг6. 1. Тип соединения: стыковое. 2. Характеристика соединения: продольное. 3. Характеристика шва: шов односторонний стыковой с полным проплавлением. 4. Положение сварки: нижнее Условия производства: температура металла 20ºС.
Рис.1 Эскиз заданной конструкции:
Алюминиевый сплав АМг6 – относится к системе Аl - Mg - Мn. Он имеет высокие пластические характеристики, как при комнатной, так и при повышенных температурах, и обладает высокой коррозионной стойкостью в различных средах, в том числе и в морской воде. Это, а также хорошая свариваемость сплава предопределяет широкое применение его в судостроении. Несмотря на довольно значительное увеличение растворимости магния в алюминии при повышении температуры, упрочнение при закалке сплава АМг6 весьма незначительно, поэтому сплав Амг6 как и другие сплавы группы магния (АМг2, АМг5) относятся к термически не упрочняемым. Сплав АМг6 применяется: судостроение, железнодорожный транспорт, автомобильная промышленность.
Базовый вариант Способ сварки по условию проекта – механизированная сварка в среде инертного газа аргона по ГОСТ 14806-80.
Рис. 2 Схема механизированной сварки (MIG) При сварке MIG плавящийся металлический электрод является одновременно сварочной присадкой и носителем электрической дуги. Через четыре ведущих ролика сварочная проволока подается в сварочную горелку, где в контактном наконечнике происходит переход тока. Свободный конец проволоки концентрически окружен газовым соплом. Выходящий потоком защитный газ препятствует химической реакции горячей поверхности изделия с окружающим воздухом. Схема процесса механизированной сварки представлена на рис.2. В качестве защитного газа применяется инертный газ аргон (Ar)высшего сорта по ГОСТ 10157–79.
Плюсы и минусы метода MIG + Высокая производительность + Отсутствие шлака + Малое количество сварочных брызг
- Наличие газового баллона - Ограниченное использование на открытом воздухе
Проектный вариант Автоматическая сварка в среде инертного газа аргона Автоматическая сварка плавящимся электродом в среде аргона является более универсальным способом для соединения литейных и деформируемых алюминиевых сплавов. Однако широкое ее применение ограничивается рядом существенных недостатков, к которым, в первую очередь, относят: низкую тепловую мощность дуги, неблагоприятную форму шва (большое усиление, неглубокий и узкий провар); повышенную склонность швов к образованию пор, особенно на технически чистом алюминии; необходимость разделки кромок для металла толщиной свыше 20 мм; относительно низкие механические и коррозионные свойства сварных соединений и др. Для снижения пористости швов и повышения глубины провара вводят в аргон незначительные добавки кислорода, диоксида углерода, азота, хлора и других газообразных галогеносодержащих компонентов. Однако это, в свою очередь, приводит к ухудшению внешнего вида шва, увеличению количества оксидных, нитридных и хлоридных включений, снижению пластических свойств шва и ухудшению санитарно-гигиенических условий труда сварщиков. Что касается комбинированного способа сварки "плазма - плавящийся электрод", то он еще в промышленности не получил широкого распространения. Для получения качественного сварного соединения приходится расходовать большие количества инертных газов, которые пока еще дефицитны и дороги.
Нормирование операций Нормативы времени на сварку взяты из общемашиностроительных укрупнённых норм времени на дуговую сварку в среде защитных газов. Таблица 2.1. Базовый вариант
Таблица 2.2. Проектный вариант
Норма штучного времени на одну деталь определяется по формуле tшт = (То + Тв) (1 + где То – основное время (машинное), мин.; Тв – вспомогательное время, мин.; α – время обслуживания рабочего места (в процентах от оперативного времени);(из справочника общемашиностроительные нормы времени на дуговую сварку); β – время на отдых и личные надобности (в процентах от оперативного времени);(из справочника общемашиностроительные нормы времени на дуговую сварку).
В базовом варианте: tшт = (9,2 + 7,6)*(1 + В проектном варианте:
tшт = (15,6 + 6,1)*(1 + Сменная выработка Hв определяется по формуле
где Tсм – длительность смены (480 мин).
В базовом варианте:
В проектном варианте:
|

 ),
), )= 16,8*1,11= 18,65 мин;
)= 16,8*1,11= 18,65 мин; , шт.
, шт. шт.
шт. шт.
шт.


