Предварительные сведения о токарных резцахПредварительные сведения о токарных резцах…………………….3 Износ токарных резцов…………………………………………………………..9 Литература……………………………………………………………………………12 Предварительные сведения о токарных резцах Основные типы токарных резцов. Большое разнообразие работ, выполняемых на токарных станках, обусловливает необходимость применения разнообразных токарных резцов. Основными и наиболее употребляемыми из них являются проходные, чистовые, подрезные, отрезные и расточные.
Проходные или обдирочные резцы (рис. 1, а и в) используются для предварительной обточки и подрезания деталей, во время которых снимается наибольшая часть припуска. Поэтому проходные резцы имеют такую форму, при которой обеспечивается наибольшая производительность станка. Шероховатость обработанной поверхности, а также соблюдение точных размеров детали при этом имеют второстепенное значение. Чистовые резцы (рис. 1, б) применяются для окончательной отделки деталей. Припуски, которые снимаются в данном случае, обычно невелики. Основное требование, предъявляемое к чистовому резцу, — это обеспечение требуемой чистоты обработанной поверхности (малой ее шероховатости). Подрезные резцы используются для обработки торцовых поверхностей. Для этих целей используются также проходные отогнутые резцы (рис. 1, в). Отрезные резцы (рис. 1, г) служат для отрезания от прутков требующихся кусков материала. При отрезании необходимо обеспечить возможно меньшую потерю материала, поэтому отрезные резцы делают узкими (с малой протяженностью длины режущей кромки), вследствие чего они получаются непрочными, часто ломаются и работа с ними требует большой осторожности и умения.Расточные резцы (рис. 1, д) применяются для растачивания различных отверстий, выемок, и т. д. Размеры расточного резца {поперечное сечение и длину стержня) выбирают в соответствии с размерами обрабатываемого отверстия.
проходной отогнутый (в), отрезной (г), расточной (д).
Материалы токарных резцов. Основное требование, предъявляемое к материалу рабочей части резца, — это твердость, которая должна быть больше твердости любого материала, обрабатываемого данным резцом. Твердость не должна заметно уменьшаться от теплоты резания. Одновременно с этим материал резца должен быть достаточно вязким (не хрупким); режущая кромка резца не должна выкрашиваться во время работы. Материал резца должен хорошо сопротивляться истиранию, которое происходит от трения стружки о переднюю поверхность резца, а также от трения задней поверхности резца о поверхность резания.
Этим требованиям в различной степени удовлетворяют инструментальные материалы — металлокерамические твердые сплавы, минералокерамика, быстрорежущие, легированные и углеродистые стали разных марок. Для некоторых работ в последние годы стали применять алмазы.
Наиболее современными и распространенными материалами для токарных резцов являются металлокерамические твердые сплавы, сохраняющие свои режущие свойства при нагревании в процессе работы до температуры 800—900° С. Эти сплавы состоят из тончайших зерен карбидов тугоплавких металлов — вольфрама, титана и тантала, сцементированных кобальтом. Металлокерамические твердые сплавы разделяются на три группы: вольфрамовые (ВК), титановольфрамовые (ТК) и титано-тантало-вольфрамовые (ТТК).
Вольфрамовые твердые сплавы предназначаются для обработки чугуна, цветных металлов и их сплавов и неметаллических материалов. Для изготовления токарных резцов используются вольфрамовые твердые сплавы марок ВК2, ВК3М, ВК4, В Кб, ВК6М, ВК8, ВК8В. Буква В в каждой из этих марок означает карбид вольфрама, буква К — кобальт; цифра, стоящая в марке после буквы К — указывает количество (в процентах) содержащегося в данном сплаве кобальта. Остальное — карбид вольфрама. Таким образом, например, в сплаве марки ВК2 содержится 2% кобальта и 98% карбида вольфрама.
Буква М, приведенная в конце некоторых марок, означает, что данный сплав мелкозернистый (величина зерен 0,5—1,5 мкм). Буква В приписывается к марке сплава, если он крупнозернистый (величина зерен 3—5 мкм). Мелкозернистость сплава сообщает ему износостойкость, большую износостойкости нормального сплава данной марки при меньшей прочности и сопротивляемости ударам, вибрациям и выкрашиванию. Крупнозернистость сплава, наоборот, повышает его прочность и сопротивляемость ударам, вибрациям и выкрашиванию и понижает износостойкость сплава.
Титановольфрамовые твердые сплавы применяются для обработки всех видов сталей. При токарной обработке используются сплавы марок Т5К10, Т5К12В, Т14К8, Т15К6, Т30К4. В каждой из этих марок буква Т и поставленная за ней цифра указывают количество (в процентах) содержащегося в данном сплаве карбида титана, а цифра после буквы К — содержание (в процентах) кобальта. Остальное в данном сплаве карбид вольфрама. Таким образом, например, в сплаве марки Т5К.10 содержится 5% карбида титана, 10% кобальта и 85% карбида вольфрама.
Титано-тантало-вольфрамовые сплавы используются в особо тяжелых случаях, например для обработки по корке стальных отливок и поковок, жаропрочных и других труднообрабатываемых сталей и т. п. Применяются сплавы марок ТТ7К12 и ТТ10К8Б, содержащие соответственно 7 и 10% карбидов титана и тантала, 12 и 8% кобальта, остальное — карбид вольфрама.
Металлокерамические сплавы выпускаются в виде пластинок различных форм и размеров.
При определенных условиях в качестве инструментального материала находит применение минералокерамический материал марки ЦМ-332, основной частью которого является окись алюминия. В состав этого материала не входят относительно редкие элементы: вольфрам, титан, кобальт и др. Теплостойкость резцов, оснащенных минералокерамикой, очень высокая и достигает 1200° С и более. В этом главное преимущество минералокерамических материалов в сравнении с твердыми сплавами, основными составляющими которых являются редкие и дорогие элементы и теплостойкость которых ниже. Недостатком минералокерамического сплава является его относительно небольшая и нестабильная прочность на изгиб (хрупкость). Поэтому он применяется при получистовой и чистовой обработке чугуна, стали и цветных сплавов. Выпускается он также в виде пластинок.
В последнее время появились новые инструментальные материалы, называемые керметами. Основой этих материалов является также минералокерамика, но для повышения прочности в нее вводят молибден, вольфрам или другие металлы.
Для изготовления токарных резцов широко используются так называемые быстрорежущие стали. Они содержат в качестве легирующих элементов вольфрам и хром, что обеспечивает большое сопротивление резцов износу и сохранение твердости и режущих свойств при многократном нагреве до температуры 620—640° С (свойство самозакаливаемости).
Быстрорежущие стали нормальной производительности изготовляются марок Р18, Р12 и Р9. Они содержат вольфрам (соответственно 17,5—19,0; 12,0—13,0; 8,5—10,0%), хром (3,1—4,4%), ванадий (1,0—2,6%), молибден (0,3—0,4%), углерод (0,7—0,95%) и некоторые другие элементы. Углерод, соединяясь с легирующими элементами, повышает твердость стали.
Быстрорежущие стали повышенной производительности изготовляются марок Р18Ф2, Р14Ф4, Р9Ф5, Р9К5, Р18К5Ф2, Р10К5Ф5, Р6МЗ и некоторых других. Буква Р в этих марках обозначает вольфрам, буква Ф — ванадий, буква К — кобальт, буква М — молибден (если содержание его более 0,5%). Цифры, стоящие после букв, определяют содержание в данной стали этих элементов в процентах. Кроме характеризующих данные марки стали элементов, указанных в их обозначениях, эти стали содержат также углерод, хром и некоторые другие составляющие.
Из углеродистых сталей применяются стали марок У12А и У10А. В этих марках буква У условно обозначает, что сталь углеродистая; следующие за ней цифры указывают среднее содержание углерода в десятых долях процента, а буква А также условно указывает, что сталь высококачественная. Таким образом, маркой У12А обозначается высококачественная углеродистая сталь со средним содержанием углерода 1,2%.
Кроме углерода, в этих сталях в весьма малом количестве содержатся марганец, кремний, хром, никель, сера и фосфор.
Углеродистые стали теряют свои режущие свойства при температуре нагрева до 200—250° С и могут применяться только при низких скоростях резания и для легко обрабатываемых материалов.
Легированные инструментальные стали, содержащие в основном те же элементы, что и быстрорежущие стали, но в значительно меньших количествах, несколько улучшают некоторые свойства стали, но обладают также низкой теплостойкостью (не выше 300—350° С).
Определить материал резца при отсутствии на нем маркировки можно «по искре».
При затачивании резца из быстрорежущей стали образуется небольшое количество искр красного цвета, похожих на звездочки. Чем больше в стали вольфрама, тем темнее искры и тем их меньше.
При затачивании резца из углеродистой стали образуется много желтых искр в виде прямых линий.
Кроме перечисленных выше материалов, в последние годы для токарных резцов стали применять в некоторых условиях высокопроизводительные, обладающие очень большой стойкостью материалы — алмазы и эльбор. Алмазы применяют как естественные, так и искусственные (синтетические), допускающие температуру в зоне резания до 800° С. Эльбор — синтетический высокотвердый инструментальный материал, впервые полученный в лабораториях института физики высоких давлений Академии наук РФ. Он представляет собой нитрид бора (соединение бора с азотом). Высокие физико-механические свойства этого соединения позволяют обрабатывать резцами, оснащенными им, самые твердые материалы — закаленную сталь, металлокерамику и др. При этом температура в зоне резания может достигать 1400—1500° С без потери резцом его режущих свойств. Конструкции токарных резцов. Цельные резцы, головка и тело которых состоят из одного материала, применяются очень редко. Резцы такой конструкции встречаются только из углеродистой инструментальной стали, стоимость которой сравнительно невелика, а также из быстрорежущих сталей для небольших резцов, используемых главным образом в державках.
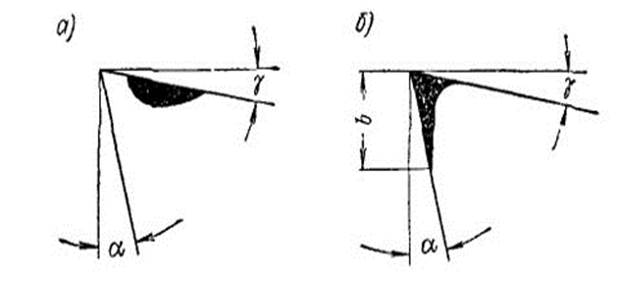
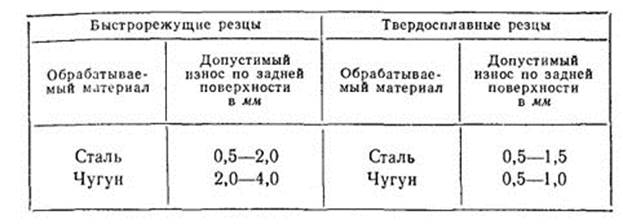
Рис.2. Износ резца по передней (а) и задней (б) поверхностям резца. При обработке чугуна главное значение имеет износ по задней поверхности. Заметных следов износа на передней поверхности резца, а тем более образования лунки обычно не наблюдается. Это объясняется тем, что получающаяся при резании чугуна стружка надлома не скользит по передней поверхности резца. У твердосплавных резцов преобладает износ по задней поверхности. По мере износа резца по задней поверхности изменяется размер обрабатываемой детали и ухудшается чистота ее поверхности. Кроме того, на переточку чрезмерно затупленного резца затрачивается много времени. Поэтому резец следует перетачивать раньше, чем его износ по задней поверхности (ширина b ленточки, рис.2,б) достигнет допустимой величины. Средние значения допустимой величины износа проходных резцов из быстрорежущей стали и из твердых сплавов указаны в табл.1
Табл.1 Средние значения допустимой величины износа проходных резцов Затупление резца характеризуется не только величиной его износа по задней поверхности, но и стойкостью резца
Литература 1. Некрасов С.С. «Технология материалов обработка конструкционных материалов резанием Издание 3» 2. Мельников В.Е «Обработка материалов резанием». Год: 2004
|
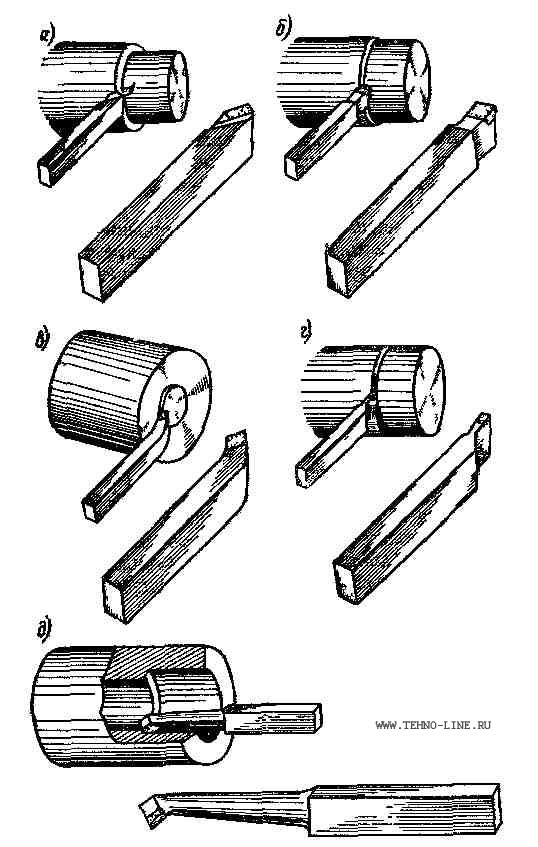 рис.1, основные типы токарных резцов: проходной прямой(а),
рис.1, основные типы токарных резцов: проходной прямой(а),