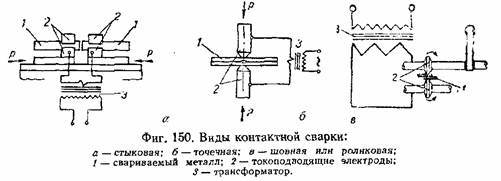
ПРОЦЕСС КОНТАКТНОЙ СВАРКИЭлектрическая контактная сварка, или электрическая сварка сопротивлением, пользуется для нагрева пропусканием электрического тока достаточной силы через место сварки, с использованием тепла, освобождающегося при прохождении электрического тока по проводнику. Почти на всех языках такой способ называется электрической сваркой сопротивлением, причём имеется в виду омическое-сопротивление проводника прохождению электрического тока, играющее большую роль в этом процессе. В русском языке более употребительно название электрическая контактная сварка, подчёркивающее важную роль электрического контакта между свариваемыми деталями для данного процесса. Разогретые детали механически сдавливаются или осаживаются; таким образом, контактная сварка относится к группе пластической сварки или сварки давлением. Контактная сварка находит главное применение в массовом производстве однотипных деталей, требует значительных электрических мощностей, потому развитие этого способа сварки происходит параллельно развитию электрификации промышленности. Контактная сварка уже сейчас широко применяется, например, в автомобилестроении, однако этот способ сварки находится ещё в стадии развития, и можно ожидать значительного расширения его применения в ближайшие годы. По форме выполняемых соединений различают три основных вида контактной сварки: стыковую, точечную и шовную или роликовую (фиг. 150). При стыковой сварке через стык соединяемых деталей приблизительно одинакового сечения пропускается ток, как это показано на фиг. 150, а; по достижении сварочного жара в зоне сварки производится осадка. При точечной сварке соединяемые детали, чаще всего листы, собираются внахлёстку и зажимаются между двумя медными электродами, подводящими ток к месту сварки и имеющими форму усечённого конуса (фиг. 150, б). Ток проходит от одного электрода к другому через толщу соединяемых деталей и производит местный разогрев, а часто и местное расплавление металла. Давление, приложенное к электродам, производит осадку. Полученное сварное соединение имеет в плане форму кружка диаметром в несколько миллиметров. Этот кружок называется точкой. Располагая достаточное количество таких точек в нужном порядке вдоль соединяемых кромок, можно сваривать изделия разных размеров. При шовной сварке электроды, подводящие ток к изделию и производящие осадку, имеют форму роликов, катящихся по шву, поэтому такой способ сварки называется также роликовой сваркой (фиг. 150, в).
При шовной сварке листы соединяются непрерывным плотным швом. В настоящее время наиболее распространена точечная сварка. Второе место по масштабам применения занимает сварка стыковая. Шовная сварка, ввиду сложности и высокой стоимости требующихся машин, пока не получила ещё заслуженного широкого промышленного применения. Контактная сварка основана на использовании джоулева тепла. Общее количество тепла, выделяемое электрическим током в проводнике, определяется по закону Джоуля — Ленца
где Q — количество выделяющегося тепла в кал R — омическое сопротивление проводника в ом; I — ток в а; t — время в сек.
Если во время нагрева ток и сопротивление цепи не остаются постоянными, как это и наблюдается при контактной сварке, то лучше выражать закон Джоуля—Ленца в дифференциальной форме
Тепломощность и выделяемое количество тепла
Полезными для процесса сварки являются: тепло, выделяемое в основном металле и освобождаемое на контакте между соединяемыми деталями. Относительная роль каждого из этих количеств меняется в различных случаях контактной сварки, однако в контактной машине может быть нагрет и сплошной кусок металла без контакта между прилегающими частями и при отсутствии тепловыделения на контакте. Количество тепла, выделяемое на контактах между электродами и основным металлом, в большинстве случаев является скорее вредным для процесса сварки, так как поджигается поверхность изделия и ускоряется износ электродов. В процессе сварки сопротивление основного металла и сопротивление контакта между частями не остаются постоянными. Сопротивление металла прохождению тока быстро растёт с повышением температуры. Для цветных металлов эта зависимость может быть представлена приближённой формулой
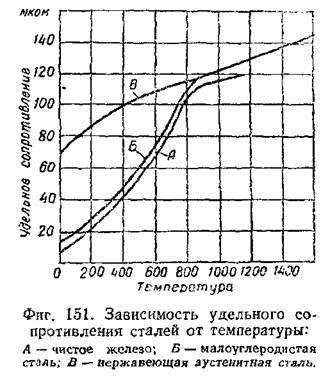
Для сплавов температурный коэффициент а может быть очень малым, приближающимся к нулю. Зависимость сопротивления от температуры для сталей является более сложной. На фиг. 151представлена зависимость электрического сопротивления от температуры для различных сталей. Известно, что различные стали, имеющие при низких температурах весьма различное сопротивление, при повышении температуры стремятся к одному и тому же приблизительно постоянному значению сопротивления, что связано с аустенитным превращением железа. В табл. 18 даны удельные сопротивления при комнатной температуре для некоторых металлов. Электрическое сопротивление сварочного контакта меняется в процессе сварки иным образом.
Повышенное сопротивление контакта вызывается тремя основными причинами: 1) резким уменьшением действительного сечения металла, несущего ток в зоне контакта, 2) сужением линий тока и возникновением очень высоких плотностей тока в зоне контакта, 3) наличием на поверхности металла плёнки окислов и загрязнений с малой электропроводностью. Сопротивление контакта в значительной степени зависит от приложенного к нему давления. С увеличением давления сопротивление падает и, наоборот, возрастает при уменьшении давления. С увеличением давления сминаются выступы на поверхности металла, площадь действительного физического соприкосновения возрастает, а высота выступов уменьшается. В результате сопротивление контакта уменьшается с повышением давления. Кроме того, увеличение давления в большей или меньшей степени разрушает плёнку окислов и загрязнений на поверхности металла, что также понижает общее сопротивление контакта. Теоретически и экспериментально установлена следующая зависимость между давлением, приложенным к контакту, и его электрическим сопротивлением:
Переходное сопротивление между медью и сталью (между электродом контактной машины и изделием) может быть принято равным половине сопротивления между стальными деталями. Сопротивление контакта уменьшается с повышением температуры. Это объясняется увеличением пластических деформаций металла с повышением температуры и возможным разрушением поверхностных плёнок при нагреве. При температуре около 500° контактное сопротивление стали становится очень малым и практически уже не зависит от давления. При температурах выше 600—800° сопротивление контакта становится столь малым, что им обычно можно пренебречь. Таким образом, составляющие общего сопротивления сварочной цепи при контактной сварке; сопротивление металла и сопротивление контакта при повышении температуры меняются в противоположных направлениях; сопротивление металла растёт, сопротивление контакта падает, и общее сопротивление сварочной цепи меняется не так уже сильно, в зависимости от температуры. Пользуясь приведёнными зависимостями, можно сравнительно легко и достаточно точно определить общее количество тепла, освобождаемого в сварочной цепи. Гораздо труднее определить получающееся повышение температуры металла в зоне сварки. Одновременно с началом повышения температуры начинаются и потери тепла в окружающую среду. Тепло отводится от зоны сварки различными путями. Значительная часть тепла отводится в соседние холодные слои металла, вследствие теплопроводности. Потери через теплопроводность металла обычно составляют основную часть всех потерь тепла. По мере повышения температуры металла быстро растущее количество тепла теряется через лучеиспускание. Второстепенное значение для контактной сварки обычно имеют потери тепла через конвекцию вследствие омывания поверхности металла холодным воздухом. В общем итоге потери тепла с повышением температуры быстро растут и выражаются столь сложными зависимостями, что практические подсчёты потерь тепла для контактной сварки в большинстве случаев трудно выполнимы, и приходится пользоваться почти исключительно опытными данными. Неизбежные потери тепла замедляют нарастание температуры металла при непрерывном прохождении тока, и с увеличением времени прохождения тока температура металла асимптотически приближается к некоторому конечному значению, отвечающему равновесному состоянию, если, конечно, не наступит до этого разрушение металла вследствие плавления и испарения. При недостаточном токе тепловое равновесие между выделением тепла током и потерями в окружающую среду наступает при установившейся температуре, недостаточной для осуществления сварки, в этом случае сварка невозможна. С повышением сварочного тока равновесие наступает при установившейся температуре, превышающей необходимую температуру сварки, в этом случае сварка возможна. Постоянная времени процесса нагрева в сварочной цепи обычно невелика, и тепловое равновесие практически наступает уже через промежуток времени от долей секунды до нескольких минут. Поэтому процесс контактной сварки проходит всегда быстро, сварочная температура достигается или очень скоро по включении сварочного тока или не будет достигнута никогда, если ток недостаточен. Чем больше сварочный ток, тем меньше продолжительность нагрева, меньше потери тепла в окружающую среду, общий расход энергии на сварку и тем выше к. п. д. процесса.
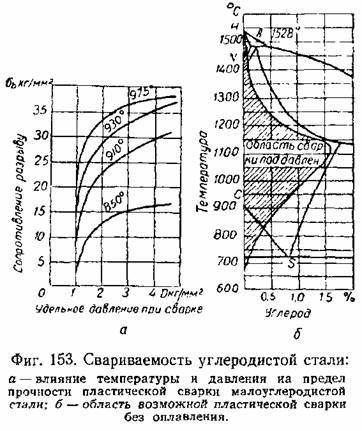
На фиг. 153 показана зависимость прочности сварного стыка от температуры сварки и давления осадки. Прочность сварки растёт с увеличением температуры и давления в известных пределах. При чрезмерном повышении температуры могут наступить явления перегрева металла и расплавление отдельных структурных составляющих, что ведёт к снижению прочности сварки. С увеличением содержания углерода в стали максимальная допустимая температура сварки понижается, а минимальная растёт. Это ведёт к сужению диапазона сварочных температур с повышением содержания углерода в стали (фиг. 153). На этой диаграмме область свариваемости давлением заштрихована и нанесена на стандартную диаграмму состояния железоуглеродистых сплавов. Следует заметить, что при контактной сварке оплавлением, сущность которой излагается ниже, область хорошей свариваемости значительно расширяется и диаграмма (фиг. 153) в значительной степени теряет своё значение.
Приведённые соображения об образовании сварного соединения имеют весьма приближённый характер. Недостаточность наших знаний в этой области особенно подчёркивается возможностью холодной сварки металла без всякого подогрева (см. главу V). При охлаждении металла по окончании сварки прежде всего происходит затвердевание расплавленной зоны, если она образовалась. Кристаллизация начинается с наружных слоев расплавленной зоны и идёт к её середине, образуя типичную столбчатую или дендритную структуру литого металла. Кристаллизация сопровождается усадкой металла, ведущей при недостаточном давлении к образованию усадочных раковин. Охлаждение металла происходит весьма быстра, и если сталь способна к закалке, то возможно образование закалочных структур, мартенсита и троостита, в зоне сварки с возрастанием твёрдости-металла и возможным образованием трещин. Нередко наблюдается в зоне сварки рост зерна и образование видманштеттовой структуры; оба эти явления ведут к снижению пластичности металла в зоне сварки, особенно заметно понижается его ударная вязкость.
|


 — сопротивления контакта между соединяемыми частями или сварочного контакта
— сопротивления контакта между соединяемыми частями или сварочного контакта


 — удельное сопротивление металла при 0°;
— удельное сопротивление металла при 0°; — то же при температуре Г;
— то же при температуре Г;
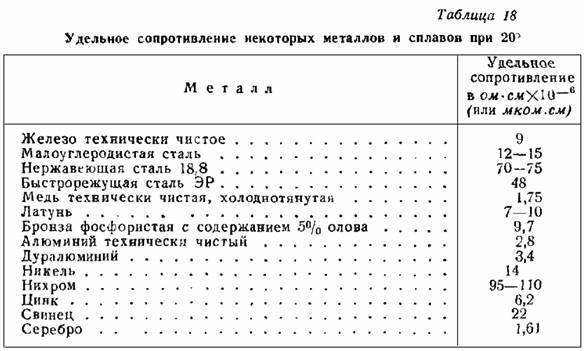
 - необходимо приведённые в таблице данные увеличить в 10000 раз, т. е. умножить на 10—3. даже хорошо обработанного, имеет неровности, и при сжатия металлических деталей действительное соприкосновение происходит лишь в отдельных физических точках, как это показано схематически на фиг. 152, изображающей микро геометрию поверхностей контакта. При пропускании электрического тока через контакт на нём наблюдается более или менее значительное падение напряжения, что свидетельствует о соответствующем омическом сопротивлении контакта.
- необходимо приведённые в таблице данные увеличить в 10000 раз, т. е. умножить на 10—3. даже хорошо обработанного, имеет неровности, и при сжатия металлических деталей действительное соприкосновение происходит лишь в отдельных физических точках, как это показано схематически на фиг. 152, изображающей микро геометрию поверхностей контакта. При пропускании электрического тока через контакт на нём наблюдается более или менее значительное падение напряжения, что свидетельствует о соответствующем омическом сопротивлении контакта.

 — сопротивление контакта в омах при давлении Р.
— сопротивление контакта в омах при давлении Р. - зависит от сорта металла, состояния его поверхности и, как правило, уменьшается с уменьшением твёрдости металла и повышением его электропроводности.
- зависит от сорта металла, состояния его поверхности и, как правило, уменьшается с уменьшением твёрдости металла и повышением его электропроводности. - не зависит от его площади, что подтверждается опытом. Единичное сопротивление меняется в широких пределах в зависимости от вида металла и состояния его поверхности. Для хорошо очищенной стали единичное сопротивление меняется в пределах от 0,005 до 0,006 ом, для алюминия при хорошо очищенной поверхности — около 0,001 и для меди — около 0,0001. Пользуясь указанными цифрами, легко вычислить сопротивление контакта при разных давлениях. Для обычных давлений, применяемых в контактных машинах, сопротивление контакта в 20—100 раз меньше указанных выше величин, причём колеблется в широких пределах в зависимости от многих, трудно учитываемых причин.
- не зависит от его площади, что подтверждается опытом. Единичное сопротивление меняется в широких пределах в зависимости от вида металла и состояния его поверхности. Для хорошо очищенной стали единичное сопротивление меняется в пределах от 0,005 до 0,006 ом, для алюминия при хорошо очищенной поверхности — около 0,001 и для меди — около 0,0001. Пользуясь указанными цифрами, легко вычислить сопротивление контакта при разных давлениях. Для обычных давлений, применяемых в контактных машинах, сопротивление контакта в 20—100 раз меньше указанных выше величин, причём колеблется в широких пределах в зависимости от многих, трудно учитываемых причин. - хорошо растворяющую углерод в больших количествах. При этом цементит и перлит стали исчезают, углерод распределяется равномерно по объёму металла и весь переходит в более или менее однородный аустенит. При дальнейшем повышении температуры наблюдается рост зёрен металла, т. е. границы между зёрнами исчезают, несколько мелких зёрен срастаются в одно крупное зерно, стремясь уменьшить общую свободную поверхность. При этой температуре собственно и начинается сварка, т. е. образование в пограничной зоне новых кристаллических зёрен, заимствующих материал для своего роста от обеих соединяемых частей, что ведёт к уничтожению физической границы раздела между частями.
- хорошо растворяющую углерод в больших количествах. При этом цементит и перлит стали исчезают, углерод распределяется равномерно по объёму металла и весь переходит в более или менее однородный аустенит. При дальнейшем повышении температуры наблюдается рост зёрен металла, т. е. границы между зёрнами исчезают, несколько мелких зёрен срастаются в одно крупное зерно, стремясь уменьшить общую свободную поверхность. При этой температуре собственно и начинается сварка, т. е. образование в пограничной зоне новых кристаллических зёрен, заимствующих материал для своего роста от обеих соединяемых частей, что ведёт к уничтожению физической границы раздела между частями.