Введение.Автоматизация c каждым днём приобретает всё большую роль в производственной деятельности и жизни человеческого общества, в удовлетворении его растущих потребностей. В последние годы роль автоматизации всё больше усиливается, а сферы её применения непрерывно расширяются. Автоматизация должна внести в ближайшем будущем существенный вклад в решение следующих актуальных задач человечества: • экономное использование ресурсов и энергии; • удовлетворение потребностей населения Земли в более высоком уровне жизненного стандарта, в мобильности, питании и обеспечении водой; • повышение экономической эффективности производства и улучшение качества продукции. Для того чтобы внедрить систему автоматизации в производство она должна пройти следующие стадии: • проектирование; •монтаж; •наладку; •эксплуатацию. Перед началом проектирования заказчик совместно с проектной организацией разрабатывает задание на проектирование, в котором указываются требования к системе автоматизации. В проекте автоматизации разрабатывается следующая документация: 1.структурные схемы; 2.функциональные схемы; 3.принципиальные схемы; 4.чертежи электро-шкафов, щитов, пультов; 5.схемы соединений; 6.схемы подключений; 7.схемы соединений внешних проводок; 8.чертежи трасс; 9.перечень средств автоматизации; 10.смета затрат; 11.пояснительная записка. Монтаж включает заготовку монтажных изделий и средств автоматизации, а также непосредственно монтажно-сборочные работы. Наладка заключается в проверке правильности монтажа, в проверке исправности средств автоматизации, регулировки аппаратуры, настройки систем на технологический процесс, опробования и сдачи системы автоматизации в эксплуатацию. Эксплуатация включает техническое обслуживание, ремонты, поверки измерительных приборов. Внедрение элементов и средств автоматизации позволяют улучшать рост производительности труда. Автоматизация ускоряет технологические процессы, благодаря чему повышается прибыль. Так же внедрение автоматизации в производство имеет и социальный аспект: применение целевых автоматов — роботов и манипуляторов облегчат условия труда, а в некоторых случаях полностью освободят человека от работы на вредных и тяжелых участках производства. Все это позволяет расширить производство продукции отраслей промышленности, улучшить ассортимент, качество и комфортность. Механизация и автоматизация на современных промышленных предприятиях и электростанциях имеют решающее значение, как одно из основных средств повышения производительности труда, выпуска продукции лучшего качества и с меньшими затратами. Механизация развивалась по линии замены тяжелого физического труда человека работой механизмов. Механизация подготовила путь для автоматизации, т. е. передачи функций по управлению механизмами и производственными процессами приборам и автоматическим регуляторам. Возникли автоматические системы регулирования непрерывно протекающих процессов. В дальнейшем осуществляется переход к автоматизированным системам управления (АСУ) технологическими процессами, производствами и предприятиями с применением электронных управляющих вычислительных машин (ЭВМ). На этой стадии устройства автоматизации управляют не только непрерывными, но и периодическими протекающими процессами с выводом их на экономически и технически целесообразный (оптимальный) режим. Основной обязанностью человека, обслуживающего автоматизированное оборудование, становится наблюдение за параметрами процессов. При этом персоналу предоставляется возможность в любой момент отключить авторегуляторы и перейти на ручное управление. Для этого он пользуется средствами дистанционного управления механизированными приводами элементов оборудования. Автоматизация состоит из ряда мероприятий, дополняющих друг друга. К основным из этих мероприятий относятся следующие: 1. Измерение различных величин, характеризующих качественные и количественные показатели технологического процесса, состояние и учет работы оборудования. 2. Автоматическое регулирование непрерывно протекающих технологических процессов и поддержание контролируемых величин на заданном значении. 3. Дистанционное управление, т. е. пуск, останов и управление работой механизмов оператором с пульта, где сосредоточены средства управления. 4. Технологическая защита, автоматически предотвращающая и ликвидирующая аварийные, положения, возникающие в работе оборудования. 5. Блокировка, выполняющая в определенной последовательности ряд операций, обеспечивающих правильное взаимодействие технологического оборудования. 6. Автоматическое включение резерва (АВР), обеспечивающее включение в работу без участия персонала резервных механизмов, без нарушения нормального протекания технологического процесса, в случае останова или отключения по какой-либо причине работавших механизмов. 7. Технологическая и аварийная сигнализация, автоматически извещающая о нормальном состоянии оборудования или об отклонении от нормы того или иного параметра и служащая для привлечения внимания дежурного персонала. 8.Автоматическое управление по заданной программе технологическими процессами, в том числе пуском агрегатов. Автоматическое управление - наиболее полное и совершенное из современных средств автоматизации, повышающее надежность и экономичность работы агрегатов и позволяющее снизить численность обслуживающего персонала. Для осуществления автоматического управления разрабатываются различные устройства. Наиболее полно оно может быть реализовано с помощью электронных УВМ, широко внедряемых в настоящее время во все отрасли промышленности.
1.Общая часть 1.1 Характеристика предприятия
· Полное наименование: Открытое акционерное общество «ОАО Трубчевскхлеб». Фирменное наименование: Открытое акционерное общество «ОАО Трубчевскхлеб». Завод специализируется на изготовлении хлебобулочных и кондитерских изделий. В ассортименте имеются такие продукты как черный и белый хлеб, багеты, пицца, сушки и бублики, витушки, печенье, кексы, сухари. ОАО «Трубчевскхлеб» занимается только изготовлением и продажей хлебобулочных изделий. На данном предприятии находятся следующие перечень цехов: - изготовление продукции - упаковке и хранению - слесарные мастерские - гаражи
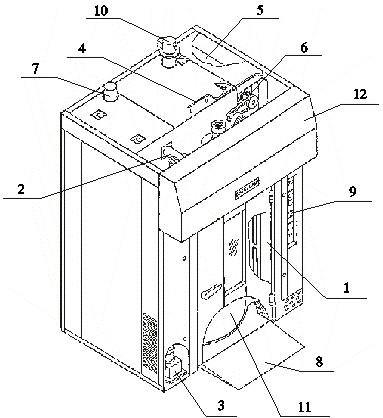
1.2 Характеристика объекта автоматизации Ротационная печь RT-150G предназначена для выпечки широкого ассортимента кондитерских и ряда хлебобулочных изделий
. Технические характеристики: - производительность в установившемся режиме, кг/час не менее: хлеб ржано-пшеничный: форма № 7 312 форма № 10 256 батон нарезной 0.4 кг 250 - габаритные размеры, мм ширина 1870 длина (глубина) 1800 высота 2480 с трубой отходящих газов 2749 - расход газа при низшей теплоте сгорания (Qhc=31,8 МДж/м3, 7600 ккал), нм3/час, не более 10,1 - разряжение дымохода, мм в. ст. (Па) 5…7 (50…70) - температура отходящих газов, Со, (где t п.к. – температура пекарной камеры, Со) (t п.к. + 60о) ± 10о - количество подиков, шт. 17 - габаритные размеры подика, мм длина 1062 ширина 750 - площадь пода, м2 13 - установленная мощность, кВт 3 - номинальное напряжение, В 380/220 ±10% - номинальная частота тока, Гц 50 –0,5 - масса, кг, не более 1750 - расход воды, л/час 23 - рабочее давление воды, кг/см2 3 - давление газа, кПа 2,0-3,0 Печь представляет собой нагревательную камеру, состоящую из следующих основных частей: обшивка, теплоизоляция, тепловой блок, механизм вращения тележки, вентилятор рециркуляции, система пароувлажнения, панель управления, вытяжной зонт, вытяжной вентилятор. Электропитание электродвигателей вентилятора рециркуляции, вытяжного вентилятора, привода вращения тележки, электромагнитного клапана подачи воды и газогорелочного устройства осуществляется с силовой панели шкафа управления. Управление работой печи осуществляется с помощью аппаратуры, расположенной на лицевой панели шкафа управления. Основной частью печи является пекарная камера, в основании которой расположена поворотная платформа. Боковины пекарной камеры представляет собой газораспределительные короба. Правый короб предназначен для подачи паровоздушной среды (ПВС) в пекарную камеру, он снабжен регулируемыми заслонками, которыми достигается равномерность распределения подающегося тепла как по высоте, так и по ширине пекарной камеры. Левый короб предназначен для отбора остывшего воздуха из пекарной камеры. Отбор и подача ПВС в пекарную камеру осуществляет вентилятор рециркуляции, который установлен над пекарной камерой. Над пекарной камерой расположен тепловой блок, где происходит нагрев ПВС. Нагрев ПВС осуществляется за счет её прохождения через тепловой блок и остывание элементов теплообменника. Пекарная камера оснащена дверью, фиксация которой осуществляется ручкой. На двери установлено устройство, управляющее концевым выключателем SQ1 системы блокировки работы газогорелочного устройства. В двери печи имеется смотровое окно для визуального контроля за ходом выпечки. Внутри печи установлена подсветка для освещения пекарной камеры. Вращение тележки внутри пекарной камеры осуществляется механизмом привода платформы, на которую устанавливается тележка. Фиксацию тележки на платформе обеспечивает опорный шарик, который попадает в специальное гнездо, установленное на тележке. Вращение платформы осуществляется мотор-редуктором 0,25 кВт через цепную передачу. Механизм вращения тележки имеет механизм натяжения приводной цепи. Печь оснащена системой пароувлажнения, состоящей из 4-х гребенок подачи воды и 2-х каскадов образования пара. Подача воды на каскады регулируется реле времени и электромагнитным клапаном. Каскады образования пара расположены в правом и левом коробе газораспределения, они снабжены емкостями для сбора неиспарившейся воды, а также гидрозатворами, не позволяющими пару уходить в дренажную систему. Пароувлажнение следует производить сразу же после включения печи, т.к. реле времени обеспечивает задержку включения электродвигателя вентилятора рециркуляции в течение 1...3 мин., это обеспечивает эффективное насыщение паром пекарной камеры. Над дверью печи установлен вытяжной зонт, который оснащен вытяжным вентилятором. Пекарная камера имеет клапан сброса избыточного давления, который регулируется противовесом. Клапан сброса избыточного давления в пекарной камере расположен на задней стенке пекарной камеры. Обшивка печи выполнена из панелей. На лицевой части печи установлена панель управления работой печи. Компоновка печи, элементы обшивки лицевой части обеспечивают легкодоступное обслуживание всех механизмов печи. Печь имеет теплоизоляцию вокруг пекарной камеры и теплового блока. Она обеспечивает уменьшение теплопотерь и энергозатрат при работе печи. 1.3. Требования, предъявляемые к системе автоматизации. Система управления должна обеспечивать: -подачу-снятие напряжения питания с помощью вводного автоматического выключателя; -защиту электродвигателей и цепи управления от токов короткого замыкания и перегрузок; -световую сигнализацию подачи напряжения питания на станок; -защиту персонала от поражения электрическим током; Конструктивное исполнение средств автоматизации должно быть достаточным для защиты обслуживающего персонала от поражения электрическим током, также необходимо учесть, что в помещении большая влажность, что в свою очередь создает высокую опасность поражения электрическим током и может отрицательно повлиять на нормальную работу электроаппаратуры. При выборе конструктивного исполнения средств автоматизации необходимо также учесть собственную степень защиты щитов, пультов и электрошкафов. Средства автоматизации цепи и конструкция системы должна обеспечивать пожарную безопасность. Помещение, в котором работает установка, относится к пожароопасным класса П-II, поэтому аппаратура систем автоматизации должна выбираться с учетом данного класса. Для удобства эксплуатации средств автоматизации необходимо обеспечить свободный доступ ко всем элементам автоматики. Для обеспечения взаимозаменяемости в системе применяются унифицированные, типовые элементы, которые в случае необходимости можно легко заменить. Для обеспечения надежности средств автоматизации необходимо вовремя производить осмотры и ремонты. Также, необходимо соблюдать требования по эксплуатации средств автоматизации, не допускать неправильного использования элементов.
1.4. Обоснование предлагаемых технических решений. Анализ системы показал, что главными недостатками системы управления являются: -на оборудовании установлены устаревшие элементы автоматики; -не достаточная защита персонала от поражения электрическим током; -на схеме даны устаревшие обозначения элементов не соответствующие современным обозначениям. Предлагаемые технические решения: -замена лампочки на экономичную светодиодную для световой сигнализации подачи напряжения питания на станок; -замена всей устаревшей электроаппаратуры на современную; -установить защиту электродвигателей; -установить дифференциальный автоматический выключатель; -перевести принципиальную электрическую схему на современный ГОСТ с добавлением всех нововведений.
|