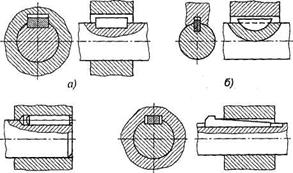
Д — сегментная шпонка; е, ж, з — клиновые шпонки
Рис. 49. Соединение призматическими шпонками
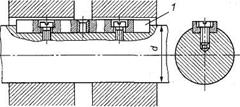
Рис. 50. Соединение сегментной шпонкой: 1 - винт установочный; 2 – кольцо замковое пружинное
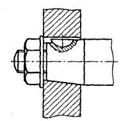
Рис. 51. Соединение сегментной шпонкой
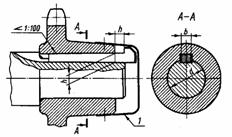
Рис. 52. Соединение клиновой шпонкой - сегментные (рис. 48, д ирис. 50 и 51 ); представляют собой сегментную пластину, заложенную закругленной стороной в паз соответствующей формы, профрезерованный на валу (рис. 51). Сегментные шпонки, как и призматические, работают боковыми гранями. Их применяют при передаче относительно небольших вращающих моментов и часто применяют для конических концов валов. Сегментные шпонки (ГОСТ 24071-80) и пазы для них просты в изготовлении, удобны при монтаже и демонтаже (шпонки свободно вставляют в паз и вынимают). Широко применяют в серийном и массовом производстве; - цилиндрические используют для закрепления деталей на конце вала. Отверстие под шпонку сверлят и обрабатывают разверткой после посадки ступицы на вал. При больших нагрузках ставят две или три цилиндрические шпонки, располагая их под углом 180° или 120°. Цилиндрическую шпонку устанавливают в отверстие с натягом. В некоторых случаях шпонке придают коническую форму. - клиновые без головки (рис. 48, е, ж ирис. 52)и с головкой (рис. 48, з); Условия работы этих шпонок одинаковы. Клиновые шпонки имеют форму односкосных самотормозящих клиньев с уклоном 1:100. Такой же уклон имеют и пазы в ступицах. Головка служит для выбивания шпонки из паза. По нормам безопасности выступающая головка должна иметь ограждение (1 на рис. 52). В этих соединениях ступицу устанавливают на валу с небольшим зазором. Клиновую шпонку забивают в пазы вала и ступицы, в результате на рабочих широких гранях шпонки создаются силы трения, которые могут передавать не только вращающий момент, но и осевую силу.Эти шпонки не требуют стопорения ступицы от продольного перемещения вдоль вала. При забивании клиновой шпонки в соединении возникают распорные радиальные усилия, которые нарушают центрирование детали на валу, вызывая биение. Клиновые шпонки работают широкими гранями. По боковым граням имеется зазор. Соединения клиновыми шпонками применяют в тихоходных передачах. Они хорошо воспринимают ударные и знакопеременные нагрузки. - тангенциальные шпонки (рис.53). Тангенциальная шпонка состоит из двух односкосных клиньев с уклоном 1:100 каждый. Работает узкими боковыми гранями. Клинья вводятся в пазы вала и ступицы ударом; образуют напряженное соединение. Распорная сила между валом и ступицей создается в касательном (тангенциальном) направлении. Применяют для валов диаметром свыше 60 мм при передаче больших вращающих моментов с переменным режимом работы (крепление маховика на валу двигателя внутреннего сгорания и др.). Изготавливаются по стандартам (ГОСТ 24069-80 и 24070-80), охватывающим два вида соединений: шпонки тангенциальные, нормальные для валов диаметром 60 – 1000 мм и усиленные для валов диаметром 100 – 1000 мм. Работают узкими гранями. Вводятся в пазы ударом. Создают напряженное соединение. Натяг между валом и ступицей создается в касательном (тангенциальном) направлении. При реверсивной работе ставят две пары тангенциальных шпонок под углом 120°. В современном производстве имеют ограниченное применение.
Рис.53. Соединение тангенциальными шпонками
- специальные шпонки.
Материал шпонок. Шпонки призматические, сегментные, клиновые стандартизованы. Стандартные шпонки изготовляют из специального сортамента среднеуглеродистой чистотянутой стали с Допускаемые напряжения смятия для шпоночных соединений: - при стальной ступице - при чугунной При реверсивной нагрузке Допускаемое напряжение на срез шпонок
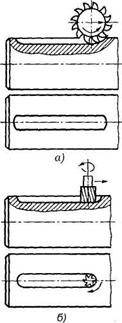
Все основные виды шпоночных соединений можно разделить на две группы: ненапряженные и напряженные. К ненапряженным относят соединения с призматическими (рис. 54, а),сегментными (рис. 54, б)и круглыми (рис. 54, в)шпонками. Шпоночные пазы на всех валах выполняют дисковыми (рис. 55, а)или торцовыми (рис. 55, б)фрезами. В этих случаях при сборке соединений в деталях не возникает предварительных напряжений для обеспечения центрирования и исключения контактной коррозии ступицы устанавливают на валы с натягом. В ступицах деталей шпоночные пазы можно получить как на фрезерных, так и на долбежных станках. Размеры пазов определяют расчетным путем с учетом требований стандарта. Для сегментных шпонок пазы выполняют, как показано на рис. 51 и 54, б; для клиновых — паз на втулке обрабатывают с уклоном, равным углу наклона шпонки (рис. 54, г); для цилиндрических — получают сверлением (рис. 54, в).
Рис. 54. Виды шпоночных соединений: а, б, в — ненапряженные соединения; г — напряженные соединения
Рис. 55. Изготовление пазов под установку шпонок
Рис. 56
Рис. 57. Соединения клиновыми шпонками
Рис. 58
Соединения, в которых применяют клиновые шпонки, относят к напряженным соединениям. В напряженных соединениях клином, вводимым между валом и ступицей, создаются значительные нормальные силы. Эти силы обеспечивают достаточное трение для передачи вращающего момента. Для создания фрикционной связи между валом и ступицей используют клиновые шпонки, показанные на рис. 48, е—з (паз выполняют только во втулке). С нижней стороны шпонку (рис. 57, а)обрабатывают в виде вогнутой цилиндрической поверхности с радиусом, равным радиусу вала. Во втулке выполняют уклон. Вращающий момент передается за счет сил трения. Клиновые фрикционные шпонки применяют для передачи незначительного вращающего момента, а также в тех случаях, когда необходимы частые перестановки деталей на валу в осевом направлении. Шпонки на лыске (рис. 48, б)устанавливают в пазу втулки с уклоном 1:100. На валу фрезеруют плоскость (вал с лыской). Такая обработка ослабляет вал значительно меньше, чем прямобочные пазы, однако эта шпонка может передать меньший момент, чем врезная. Основное применение имеют ненапряженные соединения.
|



 Н/мм2 чаще всего из сталей 45, Ст6. Для изготовления специальных шпонок применяют легированные стали.
Н/мм2 чаще всего из сталей 45, Ст6. Для изготовления специальных шпонок применяют легированные стали. = 130...200 Н/мм2
= 130...200 Н/мм2 = 70... 100 Н/мм2. Большее значение принимают при постоянной нагрузке.
= 70... 100 Н/мм2. Большее значение принимают при постоянной нагрузке.