Старооскольский технологический институт им. А.А. УГАРОВА 3 страница
Показатель вида нагрузки
Определяем по графику зависимости от показателя нагрузки
Определяем скорость установившегося движения
Определяем ускорение при разгоне:
Так как в знаменателе получается ноль, значит в движении штока нет этапов разгона и торможения. Полная внешняя нагрузку на выходном звене F будет равна силе F=730 кН. Мощность на выходном звене:
Рассчитываем удельный рабочий объем:
где F - движущая сила объемного гидропривода, F = 730000 Н;
Посчитаем расчетный диаметр поршня:
Принимаем диаметр поршня Уточняем удельный обьем:
Диаметр штока гидроцилиндра выбираем конструктивно исходя из рекомендаций [5]:
С учетом больших нагрузок принимаем:
тогда:
Принимаем Определяем толщину стенки гидроцилиндра Минимальная толщина стенки гидроцилиндра составляет:
где
Принимаем согласно ГОСТ толщину стенки 30 мм.
3.5 Расчет штока на устойчивость
Произведем проверочный расчет штока гидроцилиндра на устойчивость используя формулу Эйлера:
где
E — модуль упругости (модуль Юнга для стали E = L — длина сжатого участка, в данном случае полный ход гидроцилиндра L = Н = 3450 мм;
3.6 Расчет гильзы гидроцилиндра на прочность
Расчет напряжений ведется в зависимости от типа напряженного состояния в стенке гидроцилиндра, которое зависит от способа закрепления. Напряженное состояние может быть плоским и объемным.
Рисунок 8 – Схема крепления гидроцилиндра с опорой на дно
где Р - давление, Р =180 атм=18 МПа
3.7 Расчёт осей на прочность
Перед началом расчета осей гидроцилиндра выберем материал, из которого они будут изготовляться. Для изготовления осей выберем сталь марки 30Х3МФ, которая обладает высокой износостойкостью при высоких давлениях, теплоустойчива - работает при температуре до +450
Рисунок 9. Расчетная схема оси
Данные для расчета: F = 730 кН, a= b = 0,32 м l = 0, 64 м
Максимальный момент при данном виде нагружения равен:
Запишем условие прочности:
где
где
Момент сопротивления для круглого сечения:
Преобразуем неравенство (29) и подставив (31) в (29) получим:
Выполнив арифметические преобразования получаем:
Рассчитаем диаметр осей:
Так как пальцы не нагружены в осевом направлении, то расчет на устойчивость проводиться не будет.
3 Технология монтажа
3.1 Общие требования Перед началом монтажа осуществляются следующие подготовительные работы: - все необходимые для этого монтажа фундаменты подметаются до чистоты метлой, все крепёжные отверстия освобождаются от мусора; - монтаж печной площадки 7.8 м должен быть завершён; - имеются в распоряжении монтажный кран для элементов печи и подъёмные механизмы для помещения гидравлической системы; - для осуществления монтажа печи должны быть предусмотрены смещённые друг относительно друга на 90° оси отсчёта и апогей. С этой целью в трёх точках фундамента заливаются по стальной пластинке так, чтобы они не могли смещаться, замеряются, помечаются и снабжаются постоянными координатами. На одной из этих трёх табличек дополнительно приваривается апогей, который также замеряется и маркируется. Полученные таким образом оси служат исходными размерами при осуществлении всего комплектного монтажа. Они используются в течение многих лет (при крупных ремонтах). Точно в центре печи на высоте около + 8.5 м устанавливаются шнуровые каркасы (2 оси). Шнуровой каркас необходим для определения координат нижней конструкции люльки, цилиндров наклона (предварительный монтаж) и опорного кольца механизма наклона и поворота свода печи; - контролируется соблюдение заданных размеров соответствующего участка фундамента и помещения гидравлики, допуск при соблюдении отметок -5 мм. Оси фундаментов для деталей оборудования соблюдать с допуском - 1 мм. Необходимо также соблюдать следующие общие указания: - каждая часть перед монтажом проверяется после её распаковки на наличие транспортных повреждений; - соблюдаются указанные допуски при монтаже; - голые части машин, покрытые для защиты во время транспортировки защитным антикоррозионным слоем, очищаются от этого слоя непосредственно перед монтажом (без повреждения поверхности); - в качестве растворителя для защиты от коррозии обработанных поверхностей можно применять бензин или нитрожидкость; - поверхности, которые во время эксплуатации смазываются, необходимо уже при монтаже снабдить каким-то минимальным количеством смазочного вещества; - монтаж осуществляется только инструментами или вспомогательными средствами, которые не могут повести за собой повреждение монтируемых частей; - заливка машин не должна быть менее 50мм; - обрабатываемые поверхности для монтажных сварных швов обрабатываются антикоррозийным защитным средством тектил. Для получения прочных сварных швов нужно перед сваркой тщательно удалить этот антикоррозийный слой. В противном случае получаются пористые сварные швы. Пористые сварные швы не являются прочными.
3.2 Монтаж люльки
Нижняя конструкция состоит из 2 балок. Эти балки помечаются валиками (I или II или III или IV). Для каждой отдельной печи можно брать только балки, отмеченные одинаковыми номерами. После монтажа люльки и балок осуществляют попытку скатывания люльки с балок. При этом определяются контрольные размеры и набиваются на балках. Балки укладываются на соответствующий фундамент вместе с вдетыми крепёжными болтами. Футеровочные листы укладываются вблизи крепёжных болтов. Приблизительное расположение осуществляется на основании набитых контрольных размеров. Крепёжные болты заливаются до верхнего края фундамента. После затвердевания заливочной массы осуществляют точную юстировку и затяжку всех крепёжных болтов. При точной юстировке соблюдаются все набитые контрольные размеры с допуском ±1 мм. Расстояние от центра печи до оси балки с монтажной стороны (3950 мм) и расстояние от центра печи до оси люльки (500 мм) устанавливаются с допуском на каждое расстояние ±1 мм. Высотные отметки верхнего края балки допускаются ±1 мм. Рама люльки поставляется разобранной на четыре части: элемент люльки, монтажная сторона (сверхгабаритная часть), 2 поперечные балки иэлемент люльки, внешняя сторона. Эти элементы подвергались пробному монтажу в мастерской. Элементы люльки и поперечные балки помечаются наплавленными валиками (I или II или III или IV). Каждая печь получает элементы с одинаковыми номерами. Люлька может монтироваться только на балках с одинаковым номером. Обе поперечные балки соединяются с элементом люльки, монтажная сторона, с помощью винтовых соединений на сварных стыках. Такой предварительный монтаж осуществляется за пределами печного фундамента. Перед тем, как насадить эти предварительно смонтированные элементы люльки на балки, нужно между фундаментом монтажной стороны люльки и фундаментом её внешней стороны установить вспомогательную подпорку с двумя гидравлическими прессами с целью опоры обеих поперечных балок. Перед насадкой элементов люльки нужно также осуществить предварительный монтаж цилиндров наклона. После такой подготовки можно установить предварительно смонтированную люльку на балки и вспомогательную подпорку. Затем можно установить элемент люльки, внешняя сторона. Оба элемента затем подгоняться друг к другу и соединяются винтовыми соединениями на сварных стыках. Попыткой скатывания люльки на балках с помощью крана получают пятно контакта на нижней конструкции люльки и контролируют соосность рядов болтов продольных стенок люльки с рядами отверстий в балках. Люльку можно тщательно сварить и за пределами фундамента и затем насаживатьее на центрированные балки. Оси болтов отверстий на стороне, прилежащей к электропомещению, должны совпадать друг с другом с допуском ±2 мм. Пятно контакта сегментов люльки на балках должно составлять минимум 70 % поверхности. Перед скатыванием люльки на нижней, конструкции люльки опорную поверхность можно натирать мелом. Таким образом, после попытки скатывания видно будет полученное пятно контакта на опорной поверхности. Сегменты люльки теперь предохраняются от опрокидывания и можно приступить к сварочным работам. По окончании сварочных работ снова повторяют скатывание люльки. По получении положительного результата скатывания заливаются балки люльки и еще раз затягиваются крепежные болты. Затем люлька возвращается в нулевое положение и производится временное соединение люльки с балками. Точками измерения служат обработанные поверхности для установки кривошипов. Затем к люльке приваривают наклоняемую совместно печную площадку. Печная площадка поставляется разобранной на пять элементов и поручни. Необходимо получить заданное расстояниемеждунеподвижной частью печной площадки и её частью, наклоняемой совместно с люлькой. При этом наклоняемая часть может быть укорочена по необходимости на величину до 20 мм. Допустимая нагрузка на печную площадку составляет 150 кг/м. На консолях рамы люльки устанавливаются эксцентриковые опоры. Эта установка осуществляется таким образом, чтобы цапфы находились в нулевой позиции. Теплозащитные листы могут монтироваться только после того, как на люльке монтируются все трубопроводы и мелкие элементы. Монтаж лестницы к несущей конструкции свода может осуществляться независимо от монтажа люльки. Отдельные части лестницы привинчиваются друг к другу. Поручни привариваются. После монтажа несущей конструкции свода лестницу подгоняют к нему. Затем можно сваривать плиты основания лестницы с крепёжными плитами на неподвижной части печной площадки.
3.3 Монтаж цилиндров наклона и фиксатора
Цилиндры наклона и фиксатор монтируются предварительно перед насадкой люльки. Оба цилиндра наклона и цилиндр фиксатора поставляются заполненными маслом. Необходимо слить антикоррозийную защитную жидкость, а отверстия закрыть до прокладки гидравлических трубопроводов, чтобы не попадала пыль. При предварительном монтаже цилиндров наклона с цилиндром монтируются верхние и нижние подшипниковые стойки. Для крепления нижних стоек в фундаменте в отверстия к залитым крепёжным слиткам вставляются болты с прямоугольными головками. Направление прямоугольной головки контролируется прорезью на конце резьбы болта. Цилиндры наклона насаживаются вместе с установленными подшипниковыми стойками. Футеровочные листы располагаются вблизи болтов. Затем подгоняют и насаживают гайки и шайбы. Точная юстировка цилиндров наклона осуществляется только после сборки и монтажа люльки. При предварительном монтаже фиксатора подшипниковая стойка с плунжером и цилиндр фиксатора вместе с вдетыми крепёжными болтами укладываются на соответствующий фундамент. Футеровочные листы располагаются вблизи крепёжных болтов. После выравнивания крепёжные болты заливаются до верхнего края фундамента бетоном. После затвердевания бетона заливки можно затянуть эти болты. Точная юстировка фиксатора осуществляется только после сборки и монтажа люльки. При точной юстировке фиксатора полностью выводятся гидроцилиндры. При этом стойка должен находиться в вертикальной позиции относительно фиксатора. Головка стойки, регулируемая по высоте, должна находится на средней высоте. При этом верхняя кромка головки должна иметь высотную отметку + 5.5 м с допуском ± 5 мм. Теперь можно установить головку по высоте таким образом, чтобы люлька в своей нулевой позиции точно прилегала к головке плунжера. Подшипниковая стойка к фиксатору заливается заливочной массой, которая не подвергается усадке. Гайки крепёжных болтов дозатягиваются. При точной юстировке цилиндров наклона они приводятся в вертикальное положение при нулевом положении люльки. Цилиндры выводятся до такого положения, чтобы уже при предварительном монтаже установленные на цилиндрах подшипниковые стойки полностью налагались на люльке. Опорные плиты подшипниковых стоек привариваются к люльке. Если выдвинутый цилиндр имеет ход, отличающийся от 435 мм, то нижняя подшипниковая стойка цилиндра наклона корректируется по высоте с помощью подкладывания футеровочных листов до тех пор, пока ход цилиндра при нулевом положении люльки не будет составлять 435 мм. По завершении этих работ отверстия вокруг резьбовых пальцев болтов с прямоугольными головками в залитых в фундаменте крепёжных слитках заполняются до верхнего края фундамента песком. Затем нижние подшипниковые стойки заливаются заливочной массой, которая не подвергается усадке. По затвердевании заливочной массы крепёжные болты дозатягиваются.
3.4 Монтаж гидравлической установки Монтажные работы начинают в гидравлическом помещении. В первую очередь монтируются агрегаты, находящиеся на наибольшем удалении от входных ворот. Предварительно смонтированные узлы имеют на своих точках подводов транспортные заглушки. Эти транспортные заглушки удаляются только непосредственно перед подводом гидравлических трубопроводов. При установке агрегатов и резервуаров необходимо работать очень тщательно с соблюдением абсолютной чистоты. Агрегаты устанавливаются на фундамент с соответствующими фундаментными болтами, равняются после подкладывания футеровочных листов, дающих примерно 5 см. Затем крепёжные болты заливаются. После затвердевания заливочной массы агрегаты точно выверяются и крепёжные болты затягиваются. После этого агрегаты бетонируются. Можно использовать только предусмотренные прокладки. Не допустимы пенька и замазка. Нельзя использовать для чистки ветошь, поскольку нельзя допускать проникновения волокон в агрегаты и клапаны. Трубопроводы передихпрокладкой освобождаются от всевозможных загрязнений, если таковые имеются. Трубопроводы должны лежать при прокладке свободно без напряжений. Расстояние между пластиковыми или алюминиевыми зажимами должно составлять от 1 до 1,5 м, если нет других данных. 4 Технология ремонта
4.1 Система планово-предупредительных ремонтов
Главная задача службы обслуживания состоит в том, чтобы обеспечить эффективную, безаварийную работу оборудования при минимальных затратах трудовых и материальных ресурсов. Одним из важнейших условий решения этой задачи является применение системы технического обслуживания и ремонта, суть которой состоит в четком чередовании и регламентации периодов ритмичной работы оборудования в соответствии с установленным режимом профилактических мероприятий с целью предупреждения преждевременного его износа, включая плановые ремонты и межремонтное техническое обслуживание. Согласно этой системе оборудование в процессе эксплуатации подвергается техническому обслуживанию и плановым ремонтам, направленным на восстановление его работоспособности, частично утраченной в период работы.
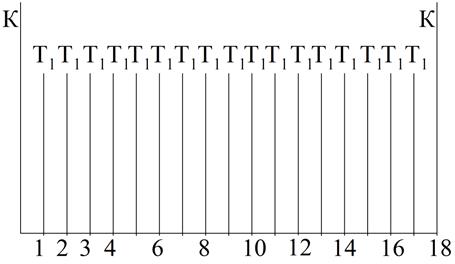
4.2 Описание типов ремонтов и их содержание для механизма наклона Содержание оборудования в работоспособном состоянии обеспечивается его техническим обслуживанием и плановым ремонтами. На предприятиях черной металлургии предусмотрены плановые ремонты двух видов: текущие и капитальные. Текущий ремонт выполняется для обеспечения или восстановления работоспособности оборудования и состоит в замене или восстановлении быстро изнашивающихся деталей или узлов, выверке отдельных узлов, Элементов металлоконструкции, трубопроводов, смене масла в емкостных системах смазки, проверке креплений и замене вышедших из строя крепежных деталей. Капитальный ремонт выполняется для восстановления исправности и полного или близкого к полному восстановлению ресурса оборудования с заменой или восстановлением любых его частей, включая базовые. В состав работ по капитальному ремонту входят также работы по модернизации оборудования и внедрению новой техники, выполняемые по заранее разработанным и утвержденным проектам. Периодичность остановок оборудования на текущие и капитальные ремонты определяется сроком службы деталей и техническим состоянием узлов и механизмов агрегата, продолжительность остановок – временем, необходимым для выполнения наиболее трудоемкой (из запланированной на данный ремонт) работы[19]. Периодичность ремонтов установлена исходя из трехсменной работы оборудования при непрерывном графике. Так как механизм наклона печи связан с технологическим процессом плавки стали, то структура ремонтного цикла механизма аналогична структуре ремонтного цикла печи: 17Т1+К.
Т1 − первый текущий ремонт; К - капитальный ремонт Рисунок 2. Структура ремонтного цикла дуговой сталеплавильной печи
Для механизма наклона печи в текущий ремонт будут входить следующие работы: - проверка крепления гидроцилиндров к фундаменту; при необходимости выполнить затяжку болтовых соединений, замену гаек; - проверка шплинтовых соединений, при необходимости их замена; - проверка элементов присоединения трубопроводов; - проверка уровня масла в баке; при необходимости долив; - дозаполнение смазкой узлов трения; - очистка поверхностей механизма от производственной пыли. При капитальном ремонте механизма наклона печи производят демонтаж цилиндров наклона с транспортированием его в участок по ремонту гидропневмооборудования, осуществляют монтаж отревизированного гидроцилиндра с заменой пальцев и сферических подшипников, производят замену шипов, производят опробование механизма.
4.3.4 Оценка и контроль качества ремонта
По завершении ремонта гидроустройств важными операциями, характеризующими качество выполненного ремонта и техническое состояние, являются испытание, настройка, обкатка с определением характеристик и параметров гидроустройств. Погрешности изготовления поверхностей деталей и неточности сборки обуславливают малую фактическую площадь взаимного контакта сопрягаемых дталей. У неприработанных поверхностей в отдельных точках контакта удельные давления превосходят номинальные в десятки и даже сотни раз. По мере износа неровностей площадь контакта увеличивается и удельные давления уменьшаются. Приработка подготавливает гидроустройства к восприятию эксплуатационных нагрузок. Поэтому нельзя допускать больших нагрузок в первый период приработки, так как подих влиянием происходит заклинивание, заедание и нагрев трущихся пар. Во время приработки должны быть реализованы два явления: износ поверхностей на вершинах волн шероховатости и на участках, где исходные технологические неточности, дефекты монтажного происхождения, силовые и тепловые деформации препятствуют распространению пятна контакта до проектного; изменение исходной шероховатости поверхности и формирование новой c определёнными параметрами.
1 - общий случай развития износа; 2 - износ при неблагоприятных условиях приработки; 3 - износ при улучшенных условиях приработки Рисунок 5. Зависимость износа трущихся пар от времени работы
Важную роль играет выбор рационального метода контроля за протеканием процесса приработки. Эффективный контроль позволяет своевременно изменять режимы приработки, чтобы избежать схватывания и разрушения деталей, а также определять время окончания этого процесса. Показателями протекания процесса приработки гидроприводов и их элементов могут служить: уровень шума, температура поверхностей трения и рабочей жидкости, сила трения, к.п.д., вибрация, состояние поверхностей трущихся пар, устойчивость движения. Приработку начинают с режима холостого хода на малых скоростях, постепенно увеличивая нагрузки и плавно повышая скорости движения. Обкатку насосов и гидромоторов с восстановленными плунжерными парами, распределительными устройствами и другими прецизионными элементами следует проводить по регламентам, соответствующим режимам обкатки на заводах-изготовителях данных изделий. Критериями оценки окончания приработки являются; минимальная мощность, потребляемая на холостом ходу; стабилизация к.п.д., силы трения и температуру; устойчивость движения при малых скоростях; достижение определенной степени прилегания контактирующих поверхностей; снижение вибрации и шума. Качество ремонта гидроустройств оценивается по результатам приемочных испытаний, при проведении которых необходимо руководствоваться стандартами на правила приемки и методы испытаний, в том числе: ГОСТ 14658—75 - Насосы объемные гидроприводов; ГОСТ 20719—75 - Гидромоторы; ГОСТ 18464—80 - Гидроцилиндры и ГОСТ 20245—74 - Гидроаппаратура. Проверка гидравлического оборудования на герметичность должна осуществляться не менее 1 мин при давлении, составляющем 1,25 номинального давления и температуре жидкости 50-60°С. Наружная герметичность гидроцилиндров дополнительно проверяется при давлении холостого хода после не менее чем пятидесяти полных двойных ходов. При этом допускается образование масляной пленки на поверхности штока без каплеобразования. Появление рабочей жидкости в неподвижных соединениях не допускается.
5 Выбор и расчет систем смазки узлов трения.
5.1 Выбор типа смазки и способа смазывания.
В механизме наклона печи смазываются шарнирные опоры гидроцилиндров наклона 1 (см. рисунок), шарнирные опоры гидроцилиндра фиксирования 2 и опора стойки 3. В этих узлах скорость вращения мала при больших удельных нагрузках. Использование жидкой смазки нецелесообразно. Будем использовать консистентные смазки, так как они наиболее эффективны в подшипниках скольжения сравнительно тихоходных и работающих при высоких нагрузках.
|
 :
: (15)
(15)
 ([4]. стр. 90).
([4]. стр. 90). :
: (16)
(16) м/с
м/с (17)
(17)
 (18)
(18) Вт
Вт  (19)
(19) — гидравлический КПД
— гидравлический КПД  0,75—0,9; принимаем
0,75—0,9; принимаем  — КПД гидродвигателя, для гидроцилиндров
— КПД гидродвигателя, для гидроцилиндров  0,85.
0,85.

 (20)
(20) м
м = 300 мм
= 300 мм
 (21)
(21) (22)
(22)
 мм
мм =250 мм.
=250 мм. :
: (23)
(23) (24)
(24) =110 МПа — допускаемое напряжение растяжения для стали 45.
=110 МПа — допускаемое напряжение растяжения для стали 45. условие выполняется
условие выполняется (25)
(25) — предельная нагрузка,
— предельная нагрузка, — коэффициент, учитывающий закрепление гидроцилиндра, так как гидроцилиндр закреплен шарнирно с обоих сторон, то
— коэффициент, учитывающий закрепление гидроцилиндра, так как гидроцилиндр закреплен шарнирно с обоих сторон, то  принимаем равным 2;
принимаем равным 2; МПа);
МПа); — момент инерции сечения штока.
— момент инерции сечения штока. (26)
(26)

 условие прочности выполняется.
условие прочности выполняется.
 (27)
(27) и
и  – соответственно наружный и внутренний радиусы цилиндра,
– соответственно наружный и внутренний радиусы цилиндра,  м,
м,  м;
м; МПа
МПа (28)
(28) МПа
МПа . Эти эксплуатационные характеристики являются большим достоинством этой стали, в условиях в которых работает механизм наклона печи, в частности оси крепления гидроцилиндра.
. Эти эксплуатационные характеристики являются большим достоинством этой стали, в условиях в которых работает механизм наклона печи, в частности оси крепления гидроцилиндра.
 = 950 МПа - предел текучести стали 30Х3МФ.
= 950 МПа - предел текучести стали 30Х3МФ. (29)
(29) Н
Н  м
м (30)
(30) - допускаемое напряжение;
- допускаемое напряжение; - момент сопротивления сечения.
- момент сопротивления сечения. (31)
(31) - коэфициент запаса прочности, с учетом того что для изготовления осей используем высококачественную сталь, принимаем коэффициент запаса прочности
- коэфициент запаса прочности, с учетом того что для изготовления осей используем высококачественную сталь, принимаем коэффициент запаса прочности  МПа
МПа (32)
(32) , тогда
, тогда


 м
м