
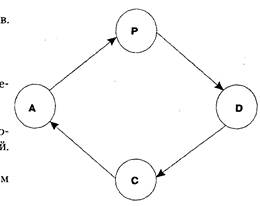
Комплексна система управління якістю продукції, її функції. Цикл Демінга.Система управління якістю продукції являє собою сукупність управлінських органів і об'єктів управління, заходів, методів і засобів, спрямованих на встановлення, забезпечення і підтримку вІСОкого рівня якості продукції. Комплексна система управління якістю продукції – це застосування статистичних методів на всіх етапах виробництва, що сприяє економічному виробництву продукції в найвищому ступені. управління якістю продукції, розвиваючись циклічно, проходить через конкретні етапи. Цей цикл називається циклом Демінга, а його реалізація – оборотом циклу Демінга. Поняття циклу Демінга не обмежується тільки контролем якості виробів, його можна поширити на все управління виробництвом. А управління будь-якими процесами, включаючи управління якістю продукції, можна розглядати як послідовність проходження наступних важливих етапів (мал. 1):
1. План (PLAN); 1.1. Визначення цілей і задач. Визначаючи задачі, необхідно встановлювати кінцевий термін їхнього рішення, виходячи з проблем, що стоять перед фірмою. Задачі повинні визначатися таким чином, щоб забезпечити спільні дії всіх підрозділів фірми. 1.2. Визначення способів (шляхів стратегій) досягнення цілей. План заходів. Одержання визначених показників якості є метою реалізації системи. Фактори і причини, що формують дані показники, можна визначити за допомогою діаграми Ісікави. Такий підхід допомагає передбачати їхнє виникнення, у чому і полягає суть прогресивного управління. У процесі пошуків варто консультуватися з тими, хто знайом з конкретним процесом, – робітниками, інженерами, дослідниками. Ключ до успіху: рішуча стандартизація очевидних речей і передача стандартів підлеглим. 1.3. Навчання і підготовка кадрів. На всіх етапах проходження циклу Демінга існує гостра необхідність у кваліфікованих і підготовлених працівниках. Одержавши освіту і підготовку, людина стає працівником, на якого можна покластися і якого можна наділити владою. 2. Реалізація (DO) – Виконання робіт. Можна змусити підлеглих виконувати роботу, віддавши відповідні розпорядження, але такий процес ніколи не буде проходити гладко. Умови роботи постійно змінюються, і розпорядження можуть не встигати за умовами, які змінюються. Тому варто звертати особливу увагу на добровільний початок в управлінні якістю. 3. Перевірка (CHECK) – Перевірка результатів виконання робіт Ціль контролю полягає у виявленні небажаних відхилень. Можна здійснювати перевірку процесу або роботи або контролювати результати. 4. Виправлення (ACTION) – Здійснення відповідних управляючих впливів. При здійсненні коригувальних впливів важливо вжити заходів щоб уникнути повторення відхилень, для чого варто усунути причинні фактори, що їх викликали. Виправлення і запобігання повторюваних відхилень – це дві різні дії, у тому числі і за характером прийнятих мір. Усуваючи причини відхилень, варто звернутися до джерел проблеми. Якість продукції забезпечується саме в циклі. Цикл Деминга може мати не один, а кілька оборотів. У 1987 р. Міжнародною організацією по стандартизації (ІСО) при участі США, Канади, ФРН були розроблені і затверджені п'ять міжнародних стандартів серії 9000 (по системах якості), в яких були встановлені вимоги до систем забезпечення якості продукції, у тому числі до розробки продукції, виготовлення, до організації контролю й випробувань продукції, до її експлуатації, збереження і транспортування. Міжнародні стандарти ІСО 9000 по системах якості включають п'ять найменувань: 1. ІСО 9000 “Загальне управління якістю і стандарти по забезпеченню якості. Провідні вказівки щодо вибору і застосування”. 2. ІСО 9001 “Система якості. Модель для забезпечення якості при проектуванні і (або) розробці, виробництві, монтажі й обслуговуванні” – вимоги до системи контролю й випробувань продукції, сертифікації надійності. 3. ІСО 9002 “Система якості. Модель для забезпечення якості при виробництві і монтажі” – вимоги до системи організації виробництва. 4. ІСО 9003 “Система якості. Модель для забезпечення якості при остаточному контролі й випробуваннях” вимоги до системи управління якістю від проектування до експлуатації.. 5. ІСО 9004 “Загальне управління якістю й елементи системи якості. Провідні вказівки”. Планування та контроль якості продукції. Методи контролю якості. Забезпечення якості продукції – це сукупність планованих і систематично проведених заходів, що створюють необхідні умови для виконання кожного етапу петлі якості, щоб продукція задовольняла вимогам щодо якості. Поліпшення якості – постійна діяльність, спрямована на підвищення технічного рівня продукції, якості її виготовлення, удосконалення елементів виробництва і системи якості. Політика в області якості – основні напрямки і цілі організації в області якості, офіційно сформульовані вищим керівництвом. Планування якості — діяльність, що встановлює мету і вимоги до якості і застосування елементів системи якості. Система управління якістю представлена в концентрованому виді на мал. 2 відповідно до життєвого циклу продукції. Тут, насамперед, виділена політика підприємства в області якості, власне система якості, що включає забезпечення, управління і поліпшення якості. У сучасному менеджменті якості сформульовані десять основних умов: 1. Відношення до споживача як найважливішої складового даного процесу. 2. Прийняття керівництвом довгострокових зобов'язань по впровадженню системи управління фірмою. 3. Віра в те, що нема межі досконалості. 4. Впевненість у тому, що запобігання проблемам краще, ніж реагування на них, коли вони виникають. 5. Зацікавленість, провідна роль і безпосередня участь керівництва. 6. Стандарт роботи, що виражається у формулюванні “нуль помилок”. 7. Участь працівників фірми, як колективне, так і індивідуальне. 8. Приділення основної уваги удосконаленню процесів, а не людей. 9. Віра в те, що постачальники стануть Вашими партнерами, якщо будуть розуміти Ваші задачі. 10. Визнання заслуг.
Контроль якості незалежно від досконалості застосовуваних для цього методик припускає насамперед відділення гарних виробів від поганих. Природно, що якість виробу не підвищується за рахунок вибракування неякісних. Відзначимо, що на підприємствах електронної промисловості через мініатюрні розміри виробів часто брак виправити взагалі неможливо. Тому сучасні фірми зосереджують увагу не на виявленні браку, а на його попередженні, на ретельному контролі виробничого процесу і здійснюють свою діяльність відповідно до концепції “регулювання якості”. Велику роль у забезпеченні якості продукції грають статистичні методи. Метою методів статистичного контролю є виключення випадкових змін якості продукції. Такі зміни викликаються конкретними причинами, які потрібно установити й усунути. Статистичні методи контролю якості розподіляються на: - статистичний приймальний контроль за альтернативною ознакою; - вибірковий приймальний контроль за характеристиками якості, що варіюються; - стандарти статистичного приймального контролю; - система економічних планів; - плани безперервного вибіркового контролю; - методи статистичного регулювання технологічних процесів. Кожна з різновидів статистичних методів контролю якості має свої переваги і недоліки. Наприклад, вибірковий приймальний контроль за характеристиками якості, що варіюються, має ту перевагу, що вимагає меншого обсягу вибірки. Недолік цього методу полягає в тому, що для кожної контрольованої характеристики потрібний окремий план контролю. Якщо кожен виріб перевіряється по п'ятьох характеристиках якості, необхідно мати п'ять окремих планів перевірок. Важливо також, що план приймального вибіркового контролю складається з таким розрахунком, щоб імовірність приймання продукції низької якості була мала, тобто був малий “ризик споживача”. Границя між гарною і поганою продукцією називається припустимою часткою браку в партії. Розглянемо більш докладно найбільш поширені методи статистичного контролю якості. Статистичний приймальний контроль за альтернативною ознакою Основною характеристикою партії виробів за альтернативною ознакою є генеральна частка дефектних виробів.
де D – число дефектних виробів у партії обсягом N виробів. У практиці статистичного контролю генеральна частка q невідома і її варто оцінити за результатами контролю випадкової вибірки обсягом n виробів, з яких m дефектних. Під планом статистичного контролю розуміють систему правил, що вказують методи добору виробів для перевірки, і умови, при яких партію варто прийняти, забракувати або продовжити контроль. Розрізняють наступні види планів статистичного контролю партії продукції по альтернативній ознаці: - одноступінчаті плани, згідно яким, якщо серед n випадково відібраних виробів число дефектних m виявиться не більше приймального числа С ( - двоступінчасті плани, згідно з якими, якщо серед n1 випадково відібраних виробів число дефектних m1 виявиться не більше приймального числа C1 ( - багатоступінчасті плани є логічним продовженням двоступінчастих. Подальший контроль проводиться за аналогічною схемою, за винятком останнього k-того кроку. На k-м кроці, якщо серед - послідовний контроль, при якому рішення про контрольовану партію приймається після оцінки якості вибірок, загальне число яких заздалегідь не встановлено і визначається в процесі за результатами попередніх вибірок. Одноступінчаті плани простіше в смислі організації контролю на виробництві. Двоступінчасті, багатоступінчасті і послідовні плани контролю забезпечують при тому ж обсязі вибірки велику точність прийнятих рішень, але вони більш складні в організаційному плані. Для успішного застосування статистичних методів контролю якості продукції велике значення має наявність відповідних посібників і стандартів, що забезпечують можливість об'єктивно порівнювати рівні якості партій однотипної продукції як у часі, так і по різних підприємствах. Основною вимогою до стандартів по статистичному приймальному контролі є насамперед те, що стандарт повинен містити досить велике число планів, що мають різні оперативні характеристики. Це важливо, тому що дозволить вибирати плани контролю з урахуванням особливостей виробництва і вимог споживача до якості продукції. Бажано, щоб у стандарті були зазначені різні типи планів: одноступінчаті, двоступінчасті, багатоступінчасті, плани послідовного контролю і т.д. В основу стандарту по статистичному приймальному контролі ДСТ-18242-72 покладене поняття прийнятного рівня якості (ПРУК) q0, що розглядається як максимально припустима споживачем частка дефектних виробів у партії, виготовленої при нормальному ході виробництва. Імовірність α забракувати партію з часток дефектних виробів, рівної q0, для планів стандарту мала і зменшується в міру зростання обсягу вибірки. Для більшості планів αне перевищує 0,05. При контролі виробів по декількох ознаках стандарт рекомендує класифікувати дефекти на три класи: критичні, значні малозначні. Одним з основних інструментів у великому арсеналі статистичних методів контролю якості є контрольні карти (рис.3). Вони використовувалися для реєстрації результатів вимірів необхідних властивостей продукції. Вихід параметра за границі полючи допуску свідчить про необхідність зупинки виробництва і проведенні коректування процесу у відповідності зі знаннями фахівця, що керує виробництвом. Сигналом про можливий разналадке технологічного процесу можуть служити: - вихід крапки за контрольні межі (крапка 6); (процес вийшов з-під контролю); - розташування групи послідовних крапок біля однієї контрольної границі, але не вихід за неї (11, 12, 13, 14), що свідчить про порушення рівня настроювання устаткування; - сильне розсіювання крапок (15, 16, 17, 18, 19, 20) на контрольній карті щодо середньої лінії, що свідчить про зниження точності технологічного процесу. При наявності сигналу про порушення виробничого процесу повинна бути виявлена й усунута причина порушення. Таким чином, контрольні карти використовуються для виявлення визначеної причини, але не випадкової. Під визначеною причиною варто розуміти існування факторів, що допускають вивчення. Варіація ж, обумовлена випадковими причинами необхідна, вона неминуче зустрічається в будь-якому процесі, навіть якщо технологічна операція проводиться з використанням стандартних методів і сировини. Часто при визначенні факторів, що впливають на який-небудь результативний показник, що характеризує якість використовують схеми Исикава (мал. 4). Вони були запропоновані професором Токійського університету Каору Исикава в 1953 р. при аналізі різних думок інженерів. Інакше схему Исикава називають діаграмою причин і результатів, діаграмою "риб'ячий кістяк", деревом і т.д.
Вона складається з показника якості, що характеризує результат і факторні показники. Побудова діаграм включає наступні етапи: - вибір результативного показника, що характеризує якість виробу (процесу і т.д.); - вибір головних причин, що впливають на показник якості. Їх необхідно помістити в прямокутники ("великі кісти"); - вибір вторинних причин ("середні кісти"), що впливають на головні; - вибір (опис) причин третинного порядку ("дрібні кісти"), що впливають на вторинні; - ранжирування факторів по їхні значимості і виділення найбільш важливих. Діаграми причин і результатів мають універсальне застосування. Вони широко застосовуються при виділенні найбільш значимих факторів, що впливають, наприклад, на продуктивність праці. Звичайно при статистичному контролі якості припустимий рівень якості, що визначається кількістю виробів, що пройшли контроль і мали якість нижче мінімально прийнятного, коливається від 0,5% до 1% виробів. Однак, для компаній, що прагнуть випускати продукцію тільки вищої якості цей рівень може бути недостатнім. Наприклад, "Toyota" прагне звести рівень браку до нуля, маючи на увазі, що хоча і випускаються мільйони автомобілів, але кожен покупець одержує лише один з них. Тому поряд зі статистичними методами контролю якості на фірмі розроблені прості засоби контролю якості всіх деталей, що виготовляються, (TQM). В теперішній час, особливо в умовах ринкових відносин, коли всім підприємствам і організаціям надане право самостійного виходу на зовнішній ринок, вони зіштовхуються з проблемою оцінки якості і надійності своєї продукції.
|
 ,
, ), то партія приймається; у протилежному випадку партія бракується;
), то партія приймається; у протилежному випадку партія бракується; ), то партія приймається; якщо
), то партія приймається; якщо  , де d1 – бракувальне число, то партія бракується. Якщо ж C1
, де d1 – бракувальне число, то партія бракується. Якщо ж C1  m1
m1  проконтрольованих виробів вибірки виявилося mk дефектних і mk
проконтрольованих виробів вибірки виявилося mk дефектних і mk 




