Разъемные соединения деталей
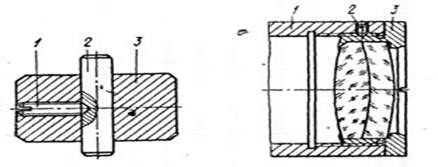
Как уже известно, сборка оптико-механических приборов осуществляется путем соединения деталей друг с другом; эти соединения бывают разъемными и неразъемными. Разъемными соединениями называют соединения, которые можно разобрать без порчи деталей или их элементов. Разъемные соединения выполняют при помощи винтов, болтов, шпилек, штифтов, шлицевых (зубчатых) деталей, шпонок. Наиболее распространены соединения, выполняемые при помощи винтов с конической и цилиндрической головками, а также при помощи установочных (стопорных) винтов и шпилек. Жесткую фиксацию деталей осуществляют при помощи штифтов и шпонок. Винты с конической (потайной) головкой применяют для сборки деталей и узлов, в которых не предусматривается взаимное перемещение деталей в процессе сборки и отладки. Соединение, выполненное этими винтами, имеет хорошую жесткость и не требует дополнительной фиксации штифтами. Из рис.1. видно, что винт 2 ввинчивается в резьбовое отверстие детали 1, плотно притягивая деталь 3. Плотная посадка по конической поверхности винта и прижимаемой детали 3 не позволяет перемещаться детали 1 относительно детали 3. Отверстия обрабатывают до подачи деталей на сборку. В тех случаях, когда нужно выполнить регулировку одной детали относительно другой, сверлят отверстие и нарезают резьбу в детали 1 после окончательной установки детали 3 в нужное положение. Это снижает эффективность сборки и чистоту приборов, так как при обработке резьбового отверстия в деталях образуется стружка. Поэтому после сверления резьбовых отверстий приходится разбирать узел, промывать и смазывать детали, а затем повторно его собирать. Винты с цилиндрической головкой применяют в тех случаях, когда по условиям сборки необходимы регулировочные работы. Возможность регулировки деталей и узлов обеспечивается зазором между винтом 2 и отверстием детали 3 (рис.2.) Взаимное перемещение деталей 1 к 3 возможно в пределах двойной величины зазора. Этот способ соединения деталей позволяет осуществлять поточный метод сборки с выполнением регулировочных и котировочных работ. Отверстия в деталях для соединения винтом выполняют до сборки. Для соединения, выполняемого при помощи «цилиндрических» винтов, предусматривают штифтование сопрягаемых деталей штифтом 4, что исключает взаимное перемещение деталей / и 3 в процессе эксплуатации изделия. Отверстие под штифт сверлят в детали 1 по имеющемуся отверстию в детали 3 после сборки. Перед установкой штифта на место отверстия в деталях 1 и 3 совместно обрабатывают разверткой.
Рис.1. Соединение винтом с цилиндрической головкой. Рис.2. Соединение винтом с конической головкой.
Соединение деталей установочными винтами часто применяют для фиксирования деталей в нужном положении. Установку и закрепление двух сопряженных деталей 2 и 3 осуществляют конусом винта 1 (рис. 3). Установочные винты закрепляют подвижные детали за счет усилия, возникающего от ввинчивания винта 1 в деталь 3. Резьбовое отверстие под винт 1 выполняют в детали 3 при ее изготовлении в механическом цехе, а отверстие на глубину конуса с углом 90° сверля: в детали 2 в процессе сборки. Установочные винты применяют в процессе юстировки для перемещения оправ, несущих оптические детали, например сетки, призмы, зеркала, уровни и другие детали. В этом случае оправу устанавливают и закрепляют на трех или четырех винтах, которые поочередно ввинчивают или вывинчивают, обеспечивая перемещение оправы и ее установку в нужное положение. При производстве оптико-механических приборов широко используется также соединение деталей и узлов шпильками и болтами, которое не отличается от соединения цилиндрическими винтами.
Рис.3. Соединение деталей. Рис.4. Резьбовое с установочным винтом. Кроме резьбовых соединений при помощи крепежных винтов, болтов и шпилек, широко применяется соединение цилиндрических оправ с помощью метрической и трапецеидальной (окулярной) резьбы, особенно — при сборке круглых оптических деталей объективов, окуляров, конденсоров, а также линз оборачивающих систем, сеток и защитных стекол. На рис.4. показано соединение трубы прибора с объективом. Оправа объектива 3 ввинчивается по резьбе в трубу 1 прибора до упора в торец и фиксируется установочным винтом 2 для прочности соединения. Для фиксации и крепления деталей в узлах используют штифты с цилиндрической и конической поверхностями. Штифты с цилиндрической поверхностью применяют для жесткой и надежной фиксации при торцовом соединении деталей и узлов после их регулировки в процессе сборки прибора. Штифты с конической поверхностью используют для крепления деталей и узлов, которые соединяются по цилиндрическим поверхностям, например для крепления цилиндрического зубчатого колеса на валу двигателя и т. п. В технологическом процессе соединения деталей и узлов штифтами предусматривается сверление и развертывание отверстий под штифты, установка и запрессовка штифтов с натягом. Штифты, как правило, запрессовывают после регулировки и отладки узлов. Соединение деталей при помощи шпонок осуществляют для фиксации и закрепления зубчатых колес, маховичков, шкивов на валах, а также для передачи вращения от приводов к исполнительным механизмам приборов. Технологический процесс соединения деталей шпонками включает плотную посадку шпонок в шпоночные гнезда оси или вала, установку и плотную посадку зубчатых колес, кулачков, маховичков, шкивов на валы и оси с последующей фиксацией их винтами, гайками, штифтами или другими деталями, обеспечивающими жесткое соединение.
При изготовлении оптико-механических приборов для соединения зубчатых колес с валами используют шлицевые детали. Шлицы выполняют по наружной поверхности охватываемой детали и по внутренней поверхности охватывающей детали. Форма шлицев бывает прямоугольной, треугольной и эвольвентой. Соединение осуществляется путем скользящей посадки и шлицев охватываемой детали и шлицы охватывающей детали.
В процессе сборки оптико-механических приборов и узлов винтовые соединения предохраняют от саморазвинчивания. Под действием сил, возникающих во время работы прибора или при вибрации, происходит саморазвинчивание крепежных деталей (гаек винтов, болтов, резьбовых колец и т. д.), в результате чего детали начинают, взаимно перемещаться. При ослаблении крепления деталей теряется точность и надежности работы прибора. Для устранения этого недостатка предусмотрено несколько способов стопорения резьбовых соединений: контргайкой, стопорными винтами, разводными шплинтами, проволокой, кернением, пружинными деформируемыми шайбами и заливкой клеями или смолами.
Выбор того или иного способа предохранения винтовых соединений от саморазвинчивания определяется конструкцией изделия, материалом скрепляемых деталей, условиями сборки и эксплуатации изделия и необходимой степенью надежности. Так, например, пружинные шайбы нельзя использовать при соединении керамических деталей, так как при завинчивании гайки или болта эта шайба может повредить керамическую деталь. В соединении, в котором периодически необходимо подтягивать гайки, не может быть применена совместная штифтовка болта и гайки. Различные деформируемые шайбы не используют в резьбовом соединении, если есть основания сомневаться в качестве загибки этих шайб при сборке изделия, так как при плохом выполнении этой операции загибные шайбы не могут предотвратить ослабления винтового соединения.
Предохранение винтовых соединений от саморазвинчивания с помощью контргаек осуществляется за счет сил трения, возникающих в резьбе и опорных торцах гаек. Для этого вслед за основной гайкой навертывается вторая, дополнительная гайка. Этот способ не устраняет, саморазвинчивания гаек и требует постоянного наблюдения и подтягивания их в процессе эксплуатации приборов.
Предохранение винтовых соединений от саморазвинчивания с помощью разводных шплинтов (рис. 5, а) осуществляется путем установки шплинта 2 в отверстия гайки 3 и винта (болта) 1 с последующим разведением концов шплинта относительно друг друга. Отверстия под шплинт 2 сверлят при сборке узла или прибора.
Предохранение винтового соединения от саморазвинчивания с помощью пружинных шайб (рис. 5, б) осуществляется путем прокладывания шайбы 3 между гайкой 1 и закрепляемой деталью 2.
Для предохранения винтовых соединений от саморазвинчивания используют также деформируемые шайбы 1 (рис. 6, а). Эти шайбы прокладывают между гайкой 2 и закрепляемой деталью, а затем загибают усы — один по грани гайки, другой по краю детали. Деформируемые шайбы бывают различной конфигурации.
Предохранение винтовых соединений от саморазвинчивания кернением (рис. 6, б) осуществляется путем обжатия головки винта 2 металлом закрепляемой детали 1 при помощи кернера 3.
Для предохранения винтовых соединений от саморазвинчивания путем заливки клеем пространство вокруг головок установочных винтов 2 заполняют нитроклеем АК-20 или шеллаком 1 (рис. 6, в). Этот вид заливки деталей нашел применение в котировочных устройствах и выполняется после юстировки и контроля узлов и приборов. Установка винтов на сурик с применяется для герметизации узлов и приборов, работающих в условиях повышенной, влажности, а также для предохранения от саморазвинчивания резьбовых соединений (рис. 6, г).
Рис.5. Стопорение шплинтами и пружинными шайбами. Рис.6. Предохранение винтовых соединений.
Сурик —это смесь свинцового сурика (90%) и натуральной олифы (10%). Для установки винтов 2 на сурик 1 достаточно окунуть резьбовой конец винта (рис. 6, г) в смесь и ввернуть винт в соединение.
|