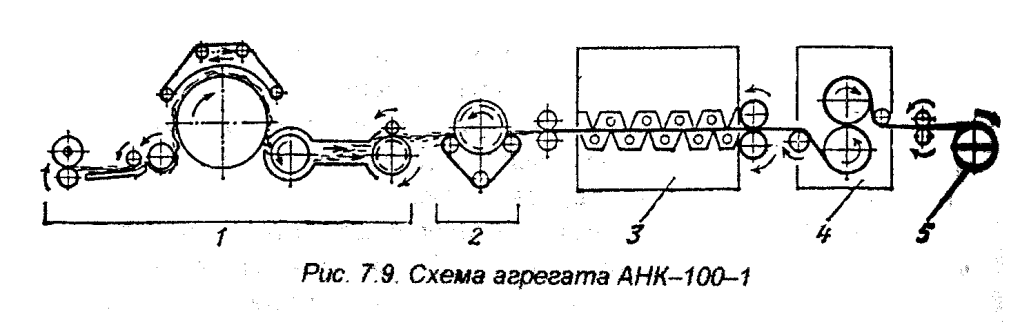
Производство нетканых материалов по физико-химической технологии7.3.1. Клеевой способ Сущность производства клееных нетканых материалов заключается в формировании волокнистого слоя или слоя из одной или нескольких систем нитей с последующим проклеиванием (пропиткой) этого слоя и сушкой. В качестве связующих в клеевых растворах используют полимеры, смолы, каучук. Пропитка осуществляется полным или частичным погружением материала в клеящий состав или распылением последнего. Для производства нетканых клееных материалов выпускают агрегаты Рассмотрим устройство и работу агрегата - поточной линии для производства клееных нетканых материалов АНК-100-1. Она состоит из холстоформирующей машины 1 (рис. 7.9), пропиточной машины 2 с отжимными валами, сопловой сушильной машины 3, барабанной сушильной машины 4, накатной машины 5.
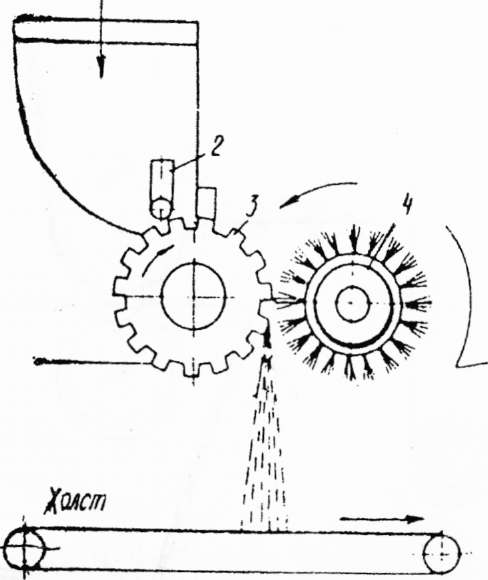
Питание поточной линии осуществляется холстами, поступающими с разрыхлительно-трепального агрегата. В качестве склеивающего элемента используют каучуковые латексы или поливиниловый спирт. Холст устанав- ливают на холстовой валик шляпочной чесальной машины ЧМ-450-2, вхо- дящей в холстоформирующую машину афегата. Снимаемая с чесальной машины ватка-прочес формируется в волокнистый холст с помощью аэро- динамического преобразователя прочеса. Затем холст поступает на пропиточную машину, где он пропитывается связующим раствором. Избыток раствора удаляется отжимными валами. Пропитанный холст поступает в сопловую сушильную машину, куда вентиляторами подается нагретый до температуры 110-130°С воздух через напорные воздуховоды и сопла, обдувая высушиваемый материал. | В барабанной сушильной машине происходит подсушивание волокни- стого материала за счет контакта с поверхностью нагретых барабанов. Готовый материал наматывается в рулон. Агрегат АНК-100-1 имеет скорость выпуска 3-3,5 м/мин, КПВ агрегата 0,7-0,75. 7.3.2. Способ горячего прессования (термоскрепления) Сущность способа горячего прессования заключается в том, что холст, состоящий из волокон и термопластичных полимеров, пропускается через каландры при повышенной температуре, благодаря чему связующие поли- меры расплавляются и склеивают волокна холста. Связующие компоненты применяют в виде порошков, пленок, сеток, систем нитей и др. Этот способ проще других, экономичен и высокопроизводителен. Введение связующего в виде порошка в сформированный холст производится путем нанесения порошка на холст различными устройствами (дозаторами роторного типа, распылителями и др.). Роторный дозатор представляет собой вал (ротор) с канавками (рис. 7.10). Вместимость канавок ротора определяет дозу наносимого порошка. Порошок подается через загрузочную воронку 1, заслонкой 2 регулируется его подача к ротору 3. Объем порошка, подаваемого на поверхность холста, осуществляется валиком со щетками 4. Количество порошка, наносимого на поверхность холста, регулируется также скоростью вращения ротора и скоростью движения транспортера с волокнистым холстом. Схема электростатического устройства для нанесения порошка дана на рисунке 7.11. Установка работает следующим образом. Сформированный волокнистый холст 1 проходит электрическое поле 2 и получает соответствующий электрический заряд.
Связующее в виде порошка поступает на транспортер 9 из бункера 8 и с помощью электрода 7 также получает соответствующий заряд, но противоположного знака. Связующее на холст наносится между двумя барабанами 3, заряженными противоположными знаками. Между барабанами устанавливают определенный зазор, величина которого определяет напряженность электростатического поля в этой зоне и, следовательно, количество наносимого связующего. Оставшийся на транспортере порошок с помощью щетки сбрасывается в бункер 6. Верхний барабан очищается от оставшихся на его поверхности волокон устройством 4. Далее холст проходит через несколько пар обогреваемых паром цилиндров 5, прижимаемых друг к другу сжатым воздухом, в результате порошок плавится и распределяется по всему холсту. Применение каркасных элементов (пленок, сеток) для скрепления волокнистых холстов ограничено, так как в нетканом материале наблюдается послойное распределение связующего, а их применяют в основном в качестве лицевого слоя. Чаще используют пористые и перфорированные пленки и сетки из термопластичных полимеров (полипропилена, полиэтилена, полиамидов, пластифицированного ПВХ). Полученные нетканые материалы отличаются мягкостью, высокой эластичностью, большей воздухопроницаемостью.
Рис. 7.11 Схема электростатического устройства для нанесения порошка на холст Схема агрегата для получения нетканых материалов со связующим и виде пленки (сетки) показана на рис. 7.12. Волокнистый холст 1 с чесальной машины подается по транспортеру 2, на его поверхность накладывают сетку 3. Затем материал нагревают в тер- мокамере 4, чтобы размягчить сетку, после чего на поверхность сетки накладывается второй холст 5. Сформированный материал пропускают через каландр 6, где идет процесс горячего прессования, затем он проходит устройство для охлаждения 7, устройство для обрезки кромок 8 и намотки в рулон 9. Режим горячего прессования зависит от природы и структуры приме- няемых связующих. При использовании пластифицированного ПВХ прессо- вание проводят при температуре 160°С и давлении 0,6 МПа. Известны различные варианты рассматриваемой технологии. Иногда холст с наложенной на него пленкой или два холста с пленкой проложенной между ними, подвергается до процесса горячего прессования предварительному иглопрокалыванию для того, чтобы иглы протаскивали волокна, которые дополнительно ее скрепляли или образовывали с лицевой стороны ворс. Можно использовать валы с выступами при горячем прессовании и проводить склеивание волокон в определенных местах. Нетканые материалы, полученные такими способами, отличаются более равномерным распределением связующего и имеют повышенные физико-механические свойства.
Рис. 7.12 Схема агрегата для получения нетканых материалов со связующим в виде пленки (сетки) Нетканые материалы, полученные со связующим в виде сетки (пленки), применяют для производства искусственной кожи и в швейной промышленности в качестве прокладок. 7.3.3 Бумагоделательный способ При бумагоделательном способе в качестве сырья используют различные непрядомые волокна длиной 2-6 мм Сущность этого способа заключается в следующем. Из волокон приготавливают суспензию, в которую добавляют жидкое связующее вещество. Затем из суспензии отливают полотно на сетке бумагоделательной машины, обезвоживают материал, просушивают, термообрабатывают и каландируют. В качестве связующего применяют суспензии из легкоплавких волокон, растворы полимеров, латексы и т.п. На рис. 7 13 изображена схема плоскосеточной бумагоделательной машины. Суспензия, приготовленная в специальном формирующем устройстве,подается питающим устройством 1 на быстродвижущуюся сетку 2, где преобразуется в полотно. Полотно, перемещаясь вместе с сеткой, подсушивается с помощью отсасывающих влагу ящиков 3. Затем полотно проходит между отжимными валами 4 и поступает в барабанное сушильное устройство 5. Высушенное полотне проходит каландр б, состоящий из трех валов, и накатывается в рулон 7.
Максимальная скорость движения сетки 1000 м/мин, но фактическая скорость 300-500 м/мин. Круглосеточные машины имею меньшую скорость, так как у них меньше зона формования полотна, но габаритные размеры такой машины значительно меньше, чем плоскосеточной. 7.3.4. Формование из расплава полимера Фильерный способ Фильерный способ производства нетканых материалов основан на склеивании волокон (нитей) сразу же после их формования из расплавов или растворов полимеров. Получение нетканых материалов этим способом от носится к наиболее перспективным технологическим процессам производства нетканых материалов Его основные преимущества заключаются в том, что нетканые материалы изготавливаются по сокращенному технологическому циклу: исключены операции подготовки волокнистого сырья и чесание волокон, а операции формования волокна и холста объединены. Кроме того, нетканые материалы, полученные фильерным способом, обладают рациональной точечной структурой, так как волокна соединены только в точках контакта за счет аутогезионной остаточной липкости волокон одной природы, а использование непрерывных нитей для формования холста позволяет получить материалы с более однородными физико-механическими свойствами (разрывная нагрузка, стойкость к истиранию и др.). Сравнивая производительность производства тканей, трикотажа, нетканых материалов, м2/ч, разными способами, видим что фильерный способ является одним из высокопроизводительных. Ткани с автоматических ткацких станков 1 Трикотажное полотно с круглотрикотажных машин 4 Нетканые материалы вязально-прошивные 38 иглопробивные 500 фильерные 200-2000 бумагоделательные 2300 Фильерные установки позволяют выпускать широкий ассортимент нетканых материалов. В частности, можно получать не только полотна, но и изделия сложной конфигурации. Выработка нетканых материалов этим способом базируется на продукции химической промышленности и исключает использование натуральных волокон. В фильерном способе холстоформирование - первая и основная операция. Последующие операции - склеивание холста, нанесение связующего и другие вида отделки - определяются ассортиментом. Процесс формирования холста включает следующие основные операции: ♦ подача полимерного сырья в виде гранул к плавильному устройству (плавильной головке или экструдеру); ♦ плавление полимера и фильтрование расплава; ♦ распределение и дозированная подача расплава к фильерному комплекту: ♦ формование бесконечных нитей; ♦ аэродинамическая вытяжка нитей горячим или холодным сжатым воздухом: ♦ образование холста за счет укладки нитей на приемную поверхность (хаотически или упорядоченно). Определяющим фактором процесса образования холста (полотна) является режим охлаждения нитей, особенно момент их отверждения Если отверждение происходит, когда нити находятся в натянутом состоянии, то в них фиксируется достигнутая в процессе вытяжки молекулярная ориентация Производительность ткацкого станка 5 м2/ч принята за единицу. Полученные нити обладают высокой прочностью и низким разрывным удлинением. Однако, если нити укладывают в холст в холодном состоянии, то они не скрепляются между собой и необходимо последующее скрепление (иглопрокалывание, пропитка связующим, термопрессование и др.). Этот метод называют холодным формованием. Если полное отверждение нитей происходит после образования холстов (не в вытянутом состоянии), то после снятая напряжений наблюдается пере ориентация макромолекул, снижающая первичную ориентацию, достигнутую при вытяжке. В результате прочность нитей снижается, а удлинения возрастают. Но нити, укладываясь в холст в гелеобразном состоянии, слипаются между собой в точках пересечения, образуя прочный холст, не требующий дополнительного скрепления - это горячее формование. Таким образом, одним из наиболее важных участков технологического процесса изготовления нетканых материалов фильерным способом является участок между выходом нитей из фильеры и их укладкой на приемную поверхность. Основные свойства материалов, такие, как толщина, молекулярная ори- ентация, кристалличность, усадочность и др., закладываются на этом участке Управление этими свойствами осуществляется посредством воздушных потоков.
|