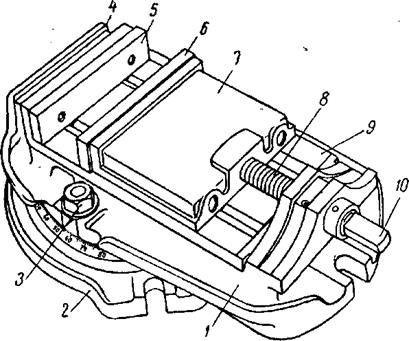
Закрепление заготовок в тискахМашинные таски очень удобны для закрепления заготовок. Они бывают различных размеров сообразно размерам станка, для которого предназначаются, иразмерам заготовок. На рис. 25 показаны машинные поворотные тиски, которые крепятся к столу фрезерного станка при помощи болтов, входящих в выемки плиты 2. На плите крепится поворотный корпус 1 тисков, закрепляемый в любом положении при помощи болта 3. Поворот корпуса 1относительно плиты 2 устанавливают по шкале.
Рисунок 25 - Машинные поворотные тиски У тисков имеются неподвижная губка 4,подвижная губка 7,каленые планки губок 5и 6,прижимной винт 8с квадратным концом 10,на который надевается рукоятка, направляющие 9по которым перемещается подвижная губка 7. Для закрепления деталей часто применяют машинные неповоротные тиски (рис. 26, а ), отличающиеся от поворотных тем, что у них отсутствует плита 2. Они крепятся к столу станка при помощи болтов, входящих в выемки корпуса тисков.
Рисунок 26. Типы машинных тисков: а — неповоротные, б —- универсальные; 1 — основание тисков, 2 — губка неподвижная, 3 и 4 — каленые планки губок, 5 — губка подвижная, 6 — прижимной винт с квадратным концом, 7, 8 — направляющие, 9 — прижимная планка, 10 — рукоятка Для фрезерования плоскостей под углом (скосы) применяют универсальные тиски (рис. 26, б ), которые допускают поворот не только вокруг вертикальной оси, как поворотные машинные тиски, но и вокруг горизонтальной оси. Такие тиски удобны для инструментальных работ, но для обработки со снятием большой стружки менее пригодны, так как не обеспечивают достаточно жесткого закрепления заготовки. Для правильной установки тисков на столе фрезерного станка используют имеющиеся в основании тисков прямоугольные пазы, расположенные перпендикулярно один к другому, так называемый крестовый паз. Протерев насухо основание тисков, их устанавливают на стол станка. До установки надо ввести в средний паз стола два сухаря, которые входят в продольный паз тисков. Если тиски надо закрепить поперек стола, то сухари вставляют в поперечный паз тисков. Затем вставляют в пазы стола прижимные болты, с шайбами и гайками и закрепляют тиски болтами, используя имеющиеся в плите тисков прорези для болтов. При завинчивании гаек прижимных болтов надо завертывать их попеременно, так как полная затяжка гаек сначала с одной стороны, а затем с другой не обеспечивает правильной установки тисков. Для закрепления заготовки в тисках надо развести губки на ширину несколько больше ширины заготовки, протереть насухо рубки и дно тисков. Если заготовка по высоте меньше высоты губок тисков, следует взять одну или две стальные подкладки с правильно обработанными параллельными плоскостями, протереть и положить между губками на направляющие тисков. Установленная на подкладки заготовка должна быть выше губок тисков примерно на 10—15 мм. Положив заготовку в тиски на подкладку, надо поворотом рукоятки тисков зажать ее и, обстукивая ударами медного или латунного молотка, удостовериться в надежном закреплении. При неплотном прилегании заготовки ее следует еще осадить ударами молотка и дополнительно закрепить.
Рисунок 27 - Установка заготовки в тисках: а — на одной подкладке, б — на двух подкладках На рис. 27, апоказана заготовка, установленная на одной, а на рис. 27, б— на двух параллельных подкладках. В. последнее время для ускорения закрепления заготовок применяют тиски с пневматическимили гидравлическим зажимомзаготовки. В этом случае весь процесс закрепления сводится к одному повороту рукоятки воздушного или гидравлического крана. Важным преимуществом таких тисков является возможность задавать необходимую силу зажима, что делает их работу полностью не зависящей от физической силы рабочего. Силовой привод для зажима пневматических тисков может быть поршневым или диафрагменным. В тисках с поршневым силовым приводом (рис. 28, а ) воздух из воздушной заводской сети поступает через штуцер 4в цилиндр 1 и давит на поршень 2, который при помощи штока тянет подвижную губку 6, прижимая заготовку к неподвижной губке 5. Освобождение заготовки после обработки производится переключением трехходового крана и впуском воздуха через штуцер 3в левую полость цилиндра. Регулировочный винт 7служит для установки необходимого раствора губок. В тисках сдиафрагменным силовым приводом (рис. 28, б) сжатый воздух из воздушной заводской сети поступает через штуцер 1 в полость 2и давит на резиновую диафрагму 5. Диск 3под действием диафрагмы 5 поднимается вверх вместе с толкателем 4, который поднимает кулак 7, сидящий в прорези планки 10. Планка 10связана с подвижной губкой 9.
Рисунок 28 – Пневматические тиски а – с поршневым силовым приводом, б - с диафрагменным силовым приводом Таким образом, подъем толкателя 4вызывает перемещение подвижной губки 9по направлению к неподвижной губке 8 и закрепление заготовки. После перекрытия воздушного крана пружина 6возвращает толкатель 4в исходное положение. Неподвижная губка 8одновременно служит корпусом для механизма толкателя. Подвижная губка 9при помощи болта 11 с гайкой может быть установлена на планке 10слюбым вылетом в пределах максимального размера 150 мм. На подвижной губке 9и планке 10имеется рифленая насечка для более прочного крепления. Гидравлические тиски обычно имеют силовой поршневой привод. Рабочая жидкость под давлением поступает от насоса в цилиндр привода тисков. Применение пневматического и гидравлического зажима вместо ручного - механизация зажимных устройств - имеет важное значение. Кроме значительного сокращения ручного времени, требуются меньшие усилия при установке и зажиме заготовок, а это приводит к уменьшению утомляемости фрезеровщиков и повышению производительности их труда.
|