КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВМеталлорежущий станок является машиной, с помощью которой путем снятия стружки с заготовки получают с требуемой точностью детали заданной формы и размеров. Выпускают большое количество металлорежущих станков, различных по назначению, техническим возможностям и размерам. Все станки, выпускаемые серийно, делятся на девять групп. Каждая группа, в свою очередь, включает несколько типов станков (Таблица 1). Нумерация станков. Модель станка обозначают тремя или четырьмя (иногда с добавлением букв) цифрами. Первая цифра указывает группу станка, вторая -тип, последние одна или две цифры указывают на один из характерных его размеров. Буква между цифрами указывает на модернизацию станка, а буква после всех цифр - модификацию (видоизменение) базовой модели станка или технологические особенности его. Например, станок 2Н135: цифра 2 означает, что станок относится ко второй группе - сверлильный; Н - модернизированный; цифра 1 указывает на принадлежность станка к первому типу - вертикально-сверлильный; последние две цифры означают максимальный диаметр сверления 35мм. Модели специализированных и специальных станков обозначают одной или двумя буквами, к которым добавляют также цифры, указывающие порядковый номер модели станка. По степени специализации различают следующие станки. 1. Универсальные станки, выполняющие различные операции при обработке раз 2. Специализированные станки, обрабатывающие детали, сходные по конфигура 3. Специальные станки, предназначенные для обработки одной определенной де По степени точности различают станки пяти классов. Класс Н - станки нормальной точности; к нему относится большинство универсальных станков. Класс П — станки повышенной точности, изготовляемые на базе станков нормальной точности, но при повышенных требованиях к точности изготовления ответственных деталей станка и качеству сборки и регулированию. Класс В - станки высокой точности, достигаемой за счет специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, к качеству сборки и регулированию узлов и станка в целом. Класс А - станки особо высокой точности; при их изготовлении предъявляются еще более жесткие требования, чем при изготовлении станков класса В. Класс С — станки особо точные или мастер-станки, предназначенные для изготовления деталей, определяющих точность станков класса А и В. По массе различают станки легкие (до 1 т), средние (до 10 т) и тяжелые (свыше 10 т). Тяжелые, в свою очередь, делятся на крупные (10-30 т), собственно-тяжелые (30-100 т) и особо тяжелые, уникальные (более 100 т).
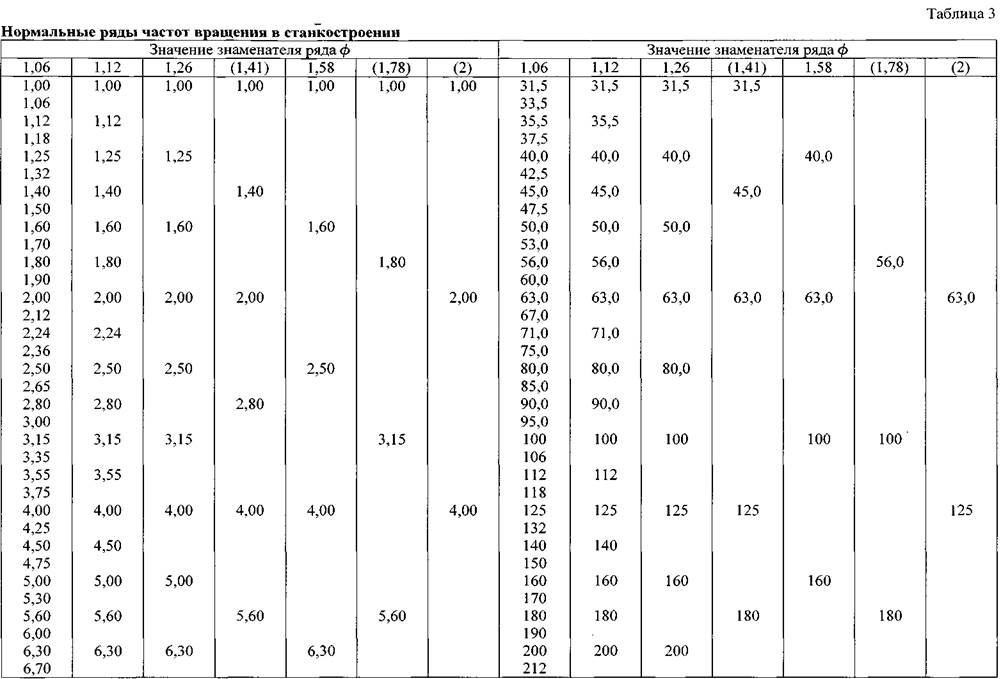
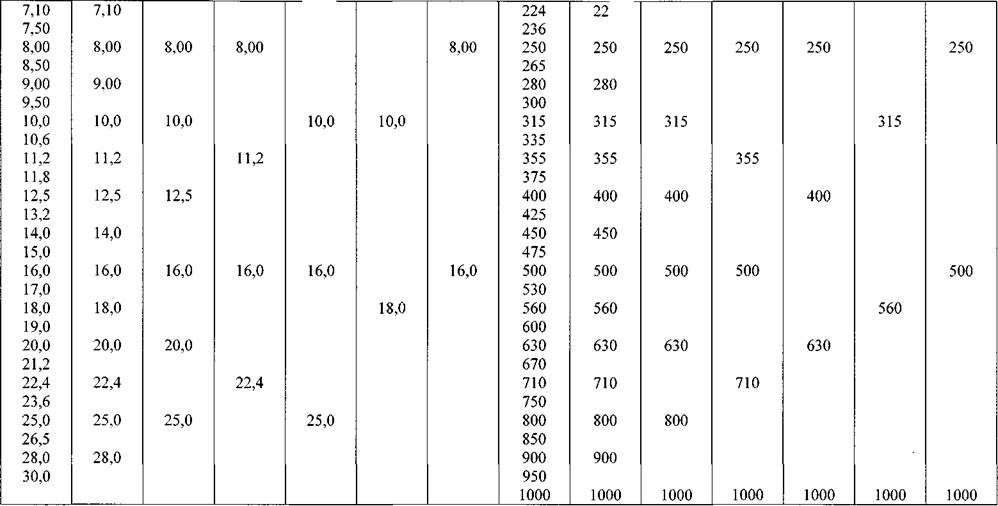
Примечания: 1. Нормаль распространяется на ряды частот вращения, подач, мощностей и других параметров станков. 2. Ряды частот вращения более 1000 и менее 1 получают умножением или делением табличных данных на 1000. 3. Ряды со знаменателями ф, заключенными в скобки, по возможности применять только для частот вращения и подач. 4. Допускается составление производных рядов из нормальных путем пропуска некоторых частот (например, ряд 132, 190, 265, 375, 530 и т.д.). 5. Частота вращения вала не должна отклоняться от табличных значений более чем на ±10(0-1)%. Кроме того, в приводе асинхронного электро
|