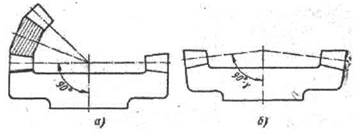
ЗУБОСТРОГАЛЬНЫЙ СТАНОК 5А250Методы нарезания. Нарезание можно производить фасонным инструментом методом копирования, остроконечным резцом по шаблону и инструментом G прямолинейными режущими кромками методом обкатки (рис. 137). При нарезании зубьев конических колес дисковой модульной.фрезой (рис. 137, а) используют следующие движения: I - вращение фрезы (главное движение); II - подача фрезы вдоль зуба; III - быстрый возврат фрезы в исходное положение; IV - деление (поворот заготовки на зуб). Этот способ применяют при нарезании небольших зубчатых колес на универсальных фрезерных станках в основном для червячного нарезания с последующей обработкой на зубострогальных станках.
Рис. 137. Схемы обработки конических зубчатых колес Обработка по шаблону показана на рис. 137, б. Резец 1 совершает возвратно-поступательные движения (главное) I по направляющим инструментальной головки, которая перемещается относительно заготовки по шаблону 2, вращаясь вокруг осей 0101 и 002 - движение подачи II. После завершения обработки профиля зуба происходит быстрый отвод инструмента в исходное положение III и деление IV. Таким методом нарезают крупные прямозубые конические колеса с длиной образующей начального.. конуса примерно 250-2500 мм. Описанные методы, однако, малопроизводительны и не обеспечивают необходимой точности нарезания колес. Наиболее точным и производительным является метод обкатки. Нарезание прямозубых конических колес методом обкатки (рис. 137, в) можно производить двумя резцами с прямолинейными режущими кромками. Основными движениями в этом случае являются движение скорости резания I возвратно-поступательное движение резцов; движение подачи - сложное движение, состоящее из вращения II резцов вокруг оси 00 и вращения III заготовки, согласованного с вращением резцов. Кроме этого, периодически происходит деление (поворот заготовки на один зуб). Этим методом нарезают прямозубые конические колеса с модулем до 20 мм и длиной образующей начального конуса до 650 мм. При нарезании конических колес, методом обкатки на станке воспроизводится зацепление нарезаемого конического колеса с воображаемым производящим колесом 5 (круговой рейкой), зубья которого образуются в пространстве движущимися режущими кромками инструмента. Производящее колесо (рис. 138) может быть плоским или плосковершинным. Станки, у которых производящее колесо является плоским (половинный угол начального конуса этого колеса равен 90°), по конструкции сложнее станков с плосковершинным производящим колесом, половинный угол начального конуса которого равен 90° - у {у - Угол ножки зуба). Применение в станках плоско вер шинного производящего колеса вызвано тем, что изготовить резцовую головку, в которой вершины резцов должны двигаться по траектории всегда перпендикулярно оси производящего колеса, намного проще, чем го-
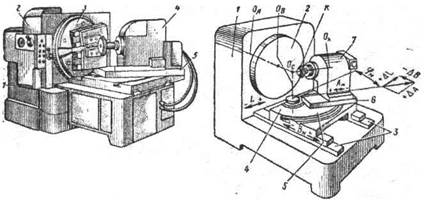
Рис.. 138. Производящее колесо: а - плоское б - плосковершинное ловку с движением вершин резцов по траектории, угол которой по отношению к оси производящего колеса должен изменяться в зависимости от размеров зуба нарезаемого колеса. При использовании в качестве производящего колеса о половинным углом начального конуса 90° или 90°О - у требуется сравнительно простой по форме инструмент (о прямолинейными режущими кромками). В далыдейшем для наладки зубострогальных станков необходимо знать число зубьев производящего колеса z1, которое подсчитывают следующим образом. Известно, что у двух конических колес, находящихся в зацеплении, числа зубьев прямо пропорциональны синусам половин углов начальных конусов, т. е. z' _ sin(90° - у) _ cosy z sin <p sin <p откуда cos/ Z' =Z-- — sin#> где z - число зубьев нарезаемого колеса; д> - половина угла начального конуса нарезаемого колеса. Это выражение называется обкаточным отношением. Зубострогальный станок 5А250.. Назначение - для нарезания прямозубых конических колео в условиях серийного и массового производства. Станок может быть использован для чистового и чернового нарезания зубьев о прямолинейным продольным или бочкообразным профилем. В условиях единичного производства при наличии специальной накладной головки (приспособления), которая поставляется со станком по требованию потребителей, можно нарезать круговые зубья. Характеристика станка (рив. 139). Наибольший диаметр нарезаемых зубчатых колес 500 мм; пределы торцовых модулей нарезаемых колес 1,5-8 мм; число зубьев нарезаемых колес 10-100; наименьшее и наибольшее число двойных ходов резцов в минуту 73-470; пределы продолжительности цикла нарезания одного
Рис 139. Зубострогальный станок 5А250: 1 - станина; 2 - передняя бабка; 3 -обкатная люлька; 4 - бабка изделиям 5 -поворотная плита Рис. 140. Схема зубострогальиого станка, работающего методом зуба 8-123 с; наибольшая длина образующей начального конуса нарезаемого колеса 256 мм; пределы угла начального конуса 5-85°; габаритные размеры 2200x1600x1600 мм. Принцип работы. Рассмотрим схему работы зубострогального станка. В отверстии корпуса 1 (рис. 140) станины смонтирован барабан 2, называемый обкатной люлькой, и вращающийся в процессе обработки относительно оси Ол. На станине имеются направляющие 3, по которым может перемещаться в направлении Вм стол 4 с круговыми направляющими 5. На направляющих смонтирована поворотная плита 6, которую можно при наладке станка поворачивать относительно оси Ов для установки на угол фм. По'направляющим поворотной плиты может перемещаться бабка изделий 7, на шпинделе которой закреплена заготовка К, вращающаяся в процессе нарезания относительно оси Ок. Поворотная плита и бабка во время обработки закреплены, а стол неподвижен (при чистовой обработке методом обкатки) или получает механическое перемещение (при черновом нарезании методом врезания). Оси Ол и Ок расположены в одной горизонтальной плоскости. Их точка пересечения Ос, через которую проходит вертикальная ось Ов поворота плиты, называется центром станка; При перемещении стола положение центра станка изменяется. От нулевого положения стол может смещаться вперед (в сторону сближения заготовки с инструментом) или назад. Положение заготовки на станке определяется установками Ам, Вм и фм по соответствующим шкалам. Шкала, по которой устанавливают размер Ам, показывает ноль, когда плоскость опорного торца шпинделя бабки изделия проходит через центр станка. Поэтому, если надо установить заготовку так, чтобы вершина начального конуса совпадала с центром станка, то на шкале Лм надо установить размер, равный расстоянию от вершины делительного конуса заготовки до опорного торца оправки, упирающегося в торец шпинделя. Точной установкой на шкале Вм является расстояние Вм = 0. В тех случаях, когда требуется сместить заготовку из указанного положения, например параллельного торцу люльки, на какую-либо величину AL, то это смещение осуществляется посредством двух перемещений дд =------- мдв = -tsLtg(pM = AAsin^ cos<pM Станок 5А250 работает двумя резцами, которые крепят на суппортах люльки и устанавливают в необходимом положении посредством шкал и установочных приборов. Заготовку крепят на оправке, устанавливаемой на шпинделе бабки изделия, и зажимают в гидравлическом патроне. Зубья можно обрабатывать методами обкатки и врезания (при черновой обработке). На станке осуществляются следующие движения: возвратно-поступательное движение резцов (скорости резания); сложное движение обкатки, состоящее из вращательного движения люльки с ползунами и вращения заготовки (движение подачи). Движение обкатки продолжается до тех пор, пока не будет обработана одна впадина. После этого рабочий ход заканчивается, заготовка отводится от резцов, люлька с ползунами реверсируется и движется в обратном направлении до исходного положения. Заготовка при этом продолжает вращаться в том же направлении, что и во время нарезания. В результате происходит деление, т. е. поворот заготовки на несколько зубьев (за время одного качания люльки заготовка поворачивается на целое число зубьев zj). Затем процесс повторяется. Время, затраченное на рабочий и холостой хода люльки, т. е. время полного качания люльки, называется временем цикла. При черновом нарезании методом врезания зубья обрабатываются последовательно, т. е. Zj = 1, причем движение обкатки совсем не выключается, а лишь сильно замедляется, так что оно почти не оказывает влияния на форму профиля нарезаемого зуба, который в этом случае близок к прямолинейному. На рис. 241 показаны схема работы двух резцов при нарезании прямого конического зуба и общий вид зубострогального резца. Заготовка 1 и люлька 2 получают согласованное обкаточное движение, а резцы 3 - возвратно-поступательное движение. Движения в станке. Главное движение - возвратно-поступательное движение ползунов с резцами - осуществляется (рис. 142) от электродвигателя (N = 2,8 кВт; п = 1420 об/мин) через цилиндрическую пару—, конические колеса —, сменные зубчатые колеса — гитары скорости резания, 30 v цилиндрическую передачу — и вал с кривошипным диском К, от которого с по-
Рис141 мощью рычажной системы ползуны с резцами получают указанное движение. За один оборот кривошипного диска К ползуны с резцами совершают одно возвратно-поступательное движение. Цепь главного движения настраивают сменными колесами ей f, которые определяют из уравнения кинематического баланса
Рис. 142. Кинематическая схема зубострогального станка 5А250 48 34 / 72 откуда е п 7*185 Сумма е + f = 106. К станку прилагают следующий набор- колес: 30 35 41 47 53 ------------------------ которые можно переставлять. 76 71 65 59 53 Цикловая подача - это скорость движения обкатки, которую в случае работы станка циклами удобно выражать временем нарезания одного зуба (временем цикла). Механизм подачи получает движение от электродвигателя (N = 2,8 кВт), от которого через пару колес — вал I, сменные зубчатые ас - 34, л - 42 колеса— гитары подач, зубчатую пару —, муфту А, зубчатую передачу —, 44 96 2 вал II, цилиндрическую передачу-------, червячную пару — вращение 96 64 66 передается распределительному валу (барабану автомата Б). Названная цепь подач работает лишь во I время рабочего хода, а во время холостого хода движение идет по цепи ускоренного хода, минуя гитару подач; поэтому в таких станках подачу выражают временем tp рабочего хода. За время цикла распределительный вал делает один оборот. При этом рабочему ходу соответствует поворот распределительного вала на 160°, а холостому - на 200°. Таким образом, распределительный вал за время tp рабочего хода 160° делает—ц- оборота. Расчетные перемещения цепи подач
|