Зенкерование отверстий
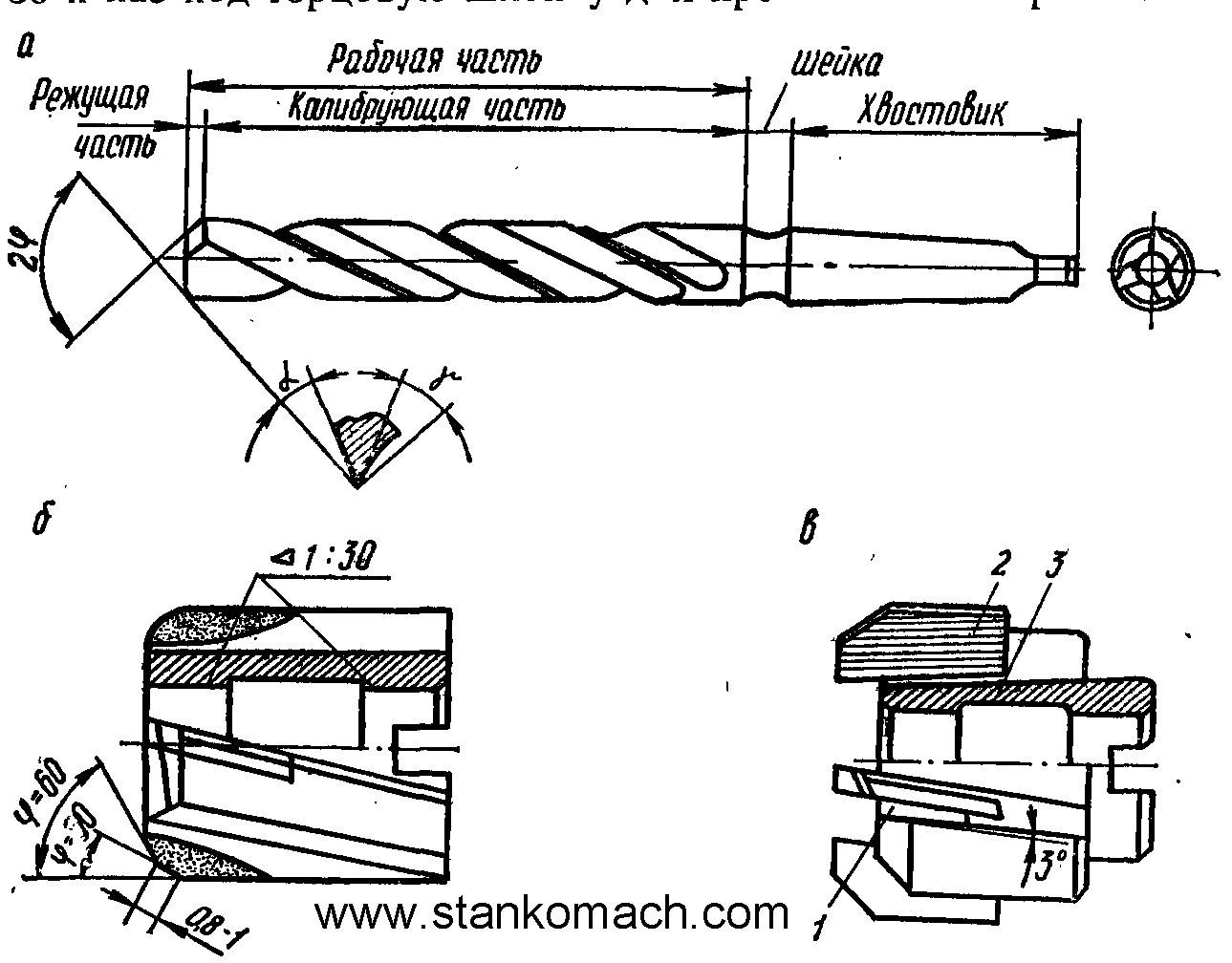
Зенкерование применяется для чистовой обработки просверленных, литых и кованых отверстий с точностью 10-11-го квалитетов и шероховатостью Rz = 40-20 мкм, а также для их предварительной обработки под развертывание. Режущие инструменты, используемые при зенкеровании, называются зенкерами (рис, 64). По способу установки на станке зенкеры делятся на хвостовые и насадные, а по конструкциирабочей части - на цельные и сборные. Хвостовой зенкер по внешнему виду напоминает сверло и состоит из тех же конструктивных частей и элементов. Однако в отличие от него зенкер имеет 3-4 зуба и режущую часть в форме усеченного конуса. Неглубокие стружечные канавки обеспечивают повышенную прочность и жесткость такого инструмента, а увеличенное количество ленточек на калибрующей части создав» ему лучшее направление в отверстии.
Для уменьшения трения о стенки отверстия калибрующая часть зенкера выполняется с обратной конусностью 0, 05-0, 1 мм каждые 100 мм длины. Задние углы а в пределах 8-10° образуются затачиванием задних поверхностей зубьев на режущей части. Передние углы Y получаются за счет винтовой формы стружечных канавок. Угол конуса режущей части 2φ для зенкеров общего назначения выполняется в 120°, Насадные зенкерыимеют коническое отверстие с конусностью 11 30 и паз под торцовую шпонку длякрепления на оправке.
Рис 64. Зенкеры: а - хвостовой; б- насадной; в - насадной сборный Сборная конструкция зенкеров (рис 64, в) позволяет многократно восстанавливать их по мере потери размера. Такие зенкеры состоят из корпуса 3, изготовленного из конструкционной стали, и ножей 2, закрепляемых в пазах корпуса клиньями 1. Стандартами предусмотрен выпуск двух номеров зенкеров для отверстий диаметром 10-100 мм. Зенкеры № 1 предназначаются для предварительной обработки отверстий с припуском под развертывание, № 2 - для окончательной обработки с точностью 11-го квалитета. Рабочая часть зенкеров выполняется из быстрорежущих сталей либо оснащается пластинками твердого сплава. На шейке зенкера маркируются номинальный диаметр, номер и марка материала. Зенкерование (рис65) выполняется аналогично сверлению. Заготовку закрепляют в патроне и при необходимости выверяют по отверстию. Зенкер устанавливают в пиноль задней бабки, ось которой должна строго совпадать с осью шпинделя. Заднюю бабку закрепляют на станине в таком месте, чтобы вылет пиноли во время работы был наименьшим. Ручной подачей зенкер подают в отверстие заготовки и по окончании обработки выводят из него до выключения станка. Припуск под зенкер у предварительно просверленных отверстий должен составлять 1-3 мм на диаметр в зависимости от размера отверстия. При зенкеровании литых и кованых отверстий с неравномерным припуском рекомендуется вначале расточить их на глубину 5-10 мм, чтобы зенкеру создать направление. При выборе режима резания следует учитывать, что глубина резания для зенкера составляет 1/5 припуска на диаметр отверстия. Подачу для зенкеровании можно увеличить в 1, 5-2 раза по сравнению с ее значением для сверления, скорость резания принимают в тех же пределах (см. § 25). Обработку отверстий в стальных заготовках быстрорежущими зенкерами необходимо производить с охлаждением эмульсией. При обработке чугуна и цветных металлов, а также при использовании твердосплавных зенкеров охлаждения обычно не применяют.
|