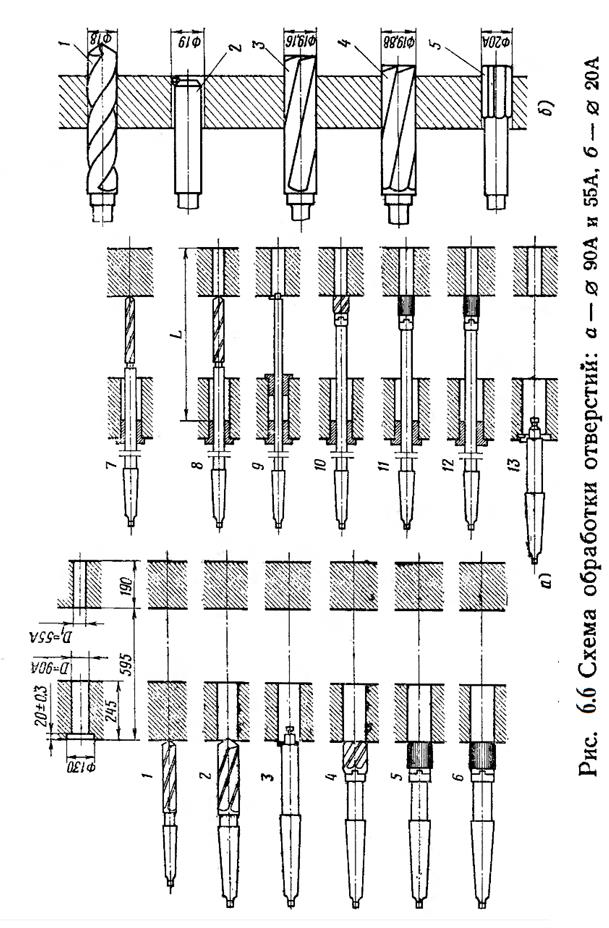
Типовые технологические процессы обработки отверстийКонсольная обработка соосных отверстий в нескольких стенках. Если предварительно отлитые или просверленные отверстия имеют отклонения в расстояниях от базовых поверхностей или нспря-молинейность оси отверстия, то при обработке отверстий нормальными зенкерами без приспособлений не удается исправить эти погрешности, если они значительны. Для этой цели необходимо после сверления произвести расточку отверстий. Типовая схема обработки в сплошном материале двух точных соосных отверстий, расположенных в двух стенках корпуса (рис. 6.6, а), следующая: 1. Обработка отверстия DA в первой стенке; сверление рассверливание растачивание зенкерование развертывание 2. Обработка отверстия D1A во второй стенке производится по той же схеме с применением удлиненной направляющей втулки, установленной в обработанное отверстие DA первой стенки. Консольная обработка отверстий в нескольких стенках может производиться при осевой подаче стола с деталью или осевой подаче шпинделя, без смены консольной оправки или со сменой консольной оправки, без поворота или с поворотом детали на 180°. Черновая обработка предварительно отлитых отверстий осуществляется двухрезцовой расточной головкой, получистовая — однорезцовым блоком с микрометрическим регулированием, чистовая — развертками с качающимися и шарнирными оправками. Методы консольного растачивания соосных отверстий в нескольких «стенах с поворотом детали на 180° следующие: 1. Обработка предварительно отлитых отверстий в двух стенках: а) предварительная и окончательная обработка первого отверстия; б) поворот детали на 180°, выверка центроискателем по первому отверстию, предварительная и окончательная обработка второго отверстия.
2. Обработка соосных отверстий малого диаметра по сплошному материалу в четырех стенках: а) выверка оси отверстия но накладному шаблону, сверление, рассверливание и черновое развертывание отверстия в первой стенке; б) установка направляющей втулки в первое отверстие, сверление, рассверливание, растачивание, черновое развертывание, подрезка торца, чистовое развертывание отверстия во второй, а затем в первой стенке; в) поворот детали на 180°, выверка соосности отверстия по накладному шаолону и повторение переходов для обработки отверстия в четвертой стенке и затем обработка отверстия в третьей стенке. Обработка соосных отверстий в нескольких стенках с применением борштанг. Обработку соосных отверстий борштангой можно производить с осевой подачей стола с деталью или осевой подачей шпинделя, без переустановки или с переустановкой резца в борштанге, с поворотом или без поворота детали. Метод растачивания трех соосных предварительно отлитых отверстий большого диаметра, расположенных в трех стенках, с опорой борштанги в люнетной стойке и подачей шпинделя: 1. черновое растачивание трех отверстий двухрезцовой расточной головкой с разделением припуска; 2. черновая и чистовая обработка торцовых поверхностей отверстий с радиальной подачей резца; 3. чистовое последовательное растачивание трех отверстий одним резцом φ = 90°. Метод растачивания соосных предварительно отлитых отверстий в нескольких стенках с большим расстоянием между стенками: 1. черновое растачивание отверстий разъемными блоками; получистовое растачивание одним резцом φ=90° каждого отверстия поочередно; 2. чистовое растачивание однорезцовым блоком с микрометрическим регулированием каждого отверстия в отдельности. Метод обработки соосных отверстий в пяти стенках с поворотом детали: 1. выверка оси отверстия по накладному шаблону, предварительное растачивание, предварительное и окончательное развертывание отверстия в первой стенке с применением консольной оправки; 2. предварительное растачивание отверстия во второй стенке с направлением консольной оправки через втулку, установленную в первое отверстие; 3. предварительное растачивание отверстия в третьей стенке с направлением консольной оправки через втулки, помещенные в первой и второй стенках; 4. поворот детали па 180°, выверка соосности по накладному шаблону, сверление, рассверливание, растачивание, предварительное и окончательное развертывание отверстия в пятой стенке: 5. предварительное растачивание отверстия в четвертой стенке; поворот детали на J80°, окончательное растачивание отверстий во второй, третьей и четвертой стенках с применением борштанги и направляющих втулок, установленных в отверстиях первой и пятой стенок. Примеры типовых схем обработки отверстий. На рис. 6.6 — 6.10 приведены типовые схемы обработки отверстий, торцов и выточек корпусных деталей. На каждой схеме изображены эскизы последовательно выполняемых переходов, указаны размеры обработки и приведена нумерация применяемых инструментов. Схемой консольной обработки отверстия диаметром 20А в сплошном материале (рис, 6.6, б) предусматривается последовательное применение сверла, консольной расточной оправки, двух зенкеров и развертки, или зенкера и двух разверток. Обработка двух соосных отверстий диаметром 52П и 43 мм с открытой выточкой диаметром 55 мм изображена на рис. 6.7, а. Прежде всего производится сверление и растачивание глухого отверстия до диаметра 51 мм на длину 204 мм, затем выполняется сверление и растачивание сквозного отверстия диаметром 43 мм. Расточка открытой выточки до диаметра 55 мм и глухого отверстия диаметром 52П до диаметра 51,8 мм производится с помощью расточной консольной оправки с наклонным креплением резца» установленного в державку кулисы. Черновое и чистовое развертывание отверстия диаметром 52П осуществляется донной разверткой, закрепленной на шарнирной оправке.
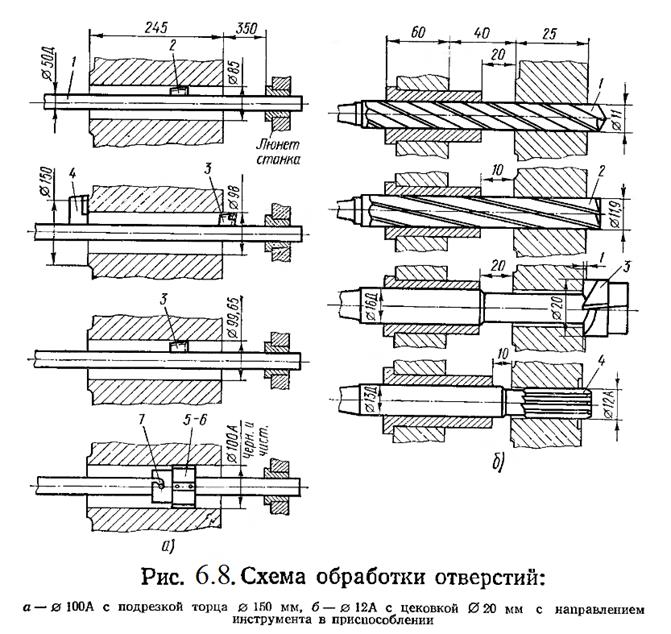
Обработка отверстия диаметром 72 мм и двух открытых торцов выполняется по схеме, приведенной на рис. 6.7, б. Деталь с предварительно отлитым отверстием подвергается расточке двумя односторонними резцами с пластинкой твердого сплава ВК8, закрепленными поочередно в консольной оправке диаметром 40 мм. Торцы отверстия подрезают двусторонним ножом, установленным в консольной оправке. Обработка отверстия диаметром 63Аз с цековкой диаметром 85 мм и фаской 1X45° выполняется последовательно по схеме (рис. 6.7, в); расточка до диаметра 63 мм двумя расточными резцами, расточка цековки диаметром 85 мм, глубиной 5 мм односторонним резцом, снятие фаски резцом, зенкерование отверстия до диаметра 64,82 мм и развертывание до диаметра 65Аз. Если отверстие имеет значительную длину и диаметр, а деталь по своей конструкции требует большого вылета шпинделя при обработке, тогда обработка производится с применением борштанги и люнета, установленного на столе станка, или опоры в задней стойке. Такой случай обработки отверстия диаметром 100А с подрезкой торца диаметром 150 мм изображен на рис. 6.8, а. Расточка отверстия производится за три прохода односторонними резцами, укрепленными в бор штанге, до диаметра 99,65 мм с подрезкой торца и последующим черновым и чистовым развертыванием до диаметра 100А.
В условиях серийной обработки корпусных деталей, а также в случае необходимости обеспечения высокой точности взаимного расположения отверстий с параллельными или перпендикулярными осями применяют специальные приспособления или накладные шаблоны для расточки деталей. На рис. 6.8, б показан случай обработки отверстия диаметром 12А с цековкой диаметром 20 мм, глубиной 1 мм на внутренней стороне стенки корпуса. Инструменты (сверло, зенкер, цековка и развертка) направляются через втулки приспособления. В этом случае применяют специальную обратную цековку и развертку. Для обеспечения точности расположения отверстая диаметром 12А зенкер и развертка направляются в приспособлениях удлиненной втулкой. При значительной длине отверстия и малой жесткости борштанги или оправки приспособление обеспечивает двойное направление борштанги или оправки с инструментом. На рис. 6.9, а изображена обработка двух соосных отверстий диаметром 55Л и 35Л со снятием фаски 2´45°. В данном случае двустороннее направление борштанги в приспособлении продиктовано необходимостью обеспечения соосности отверстий при малом диаметре и большой длине борштанги с инструментом. Последовательность переходов и применяемый инструмент показаны на схеме. На рис. 6.9,б приведен пример применения специального комбинированного двухступенчатого зенкера и развертки. На рис. 6.10 показана обработка соосных отверстий диаметром 20А и 28А с применением удлиненной направляющей втулки. Более сложную двустороннюю обработку соосных отверстий диаметром 52П и 62П выполняют в приспособлении с двусторонним направлением борштанги и применением специальных насадных разверток.
Контрольные вопросы 1. Дайте определение терминам: Технологическим процессом механической обработки; Операция; Установ; Переход; Проход; Прием; Позиция. 2. Дайтек определение и опишите назначение технологической документации. 3. От чего зависит назначение технологического процесса растачивания? 4. Опишите основные формы поверхностей, получаемых на расточных станках. 5. Опишите процесс подготовки деталей к обработке на расточном станке. 6. Как устанавливаются детали на расточном станке? 7. Каким образом координируются инструменты при обработке отверстий? 8. Опишите принципы совмещения оси шпинделя с различными элементами технологической системы обработки. 9. Опишите схему выверки борштанги. 10. Опишите схемы выверки расстояний от торца отверстия до оси шпинделя с применением различных приспособлений. 11. Что такое Операционные припуски на обработку отверстий и от чего он зависит? 12. Опишите особенности выполения операции Сверление на расточном станке. 13. Опишите особенности выполения операции Рассверление на расточном станке. 14. Опишите особенности выполения операции Зенкерование на расточном станке. 15. Как выполняется Растачивание цилиндрических отверстий резцом? 16. Опишите способы растачивания сквозных и несквозных отверстий, диаметр которых меньше диаметра шпинделя. 17. Опишите растачивание ступенчатых отверстий, расположенных на стенке с двух сторон. 18. Опишите растачивание отверстий с параллельными осями без кондуктора при расположении отверстий в одной стенке. 19. Опишите растачивание отверстий с взаимно перпендикулярными осями. 20. Какие ошибки возникают при растачивании отверстий? 21. Опишите технологической процес консольнойя обработки соосных отверстий в нескольких стенках. 22. Опишите технологической процес консольнойя обработки соосных отверстий в нескольких стенках с применением борштанг.
|

 ;
; (количество проходов определяется в зависимости от отношения L/D, где D — диаметр отверстия, L — расстояние от конца направляющей втулки до конца обрабатываемого отверстия);
(количество проходов определяется в зависимости от отношения L/D, где D — диаметр отверстия, L — расстояние от конца направляющей втулки до конца обрабатываемого отверстия); ;
; ,
,  .
.