Виды шлифования
Шлифование - один из видов обработки резанием, при котором припуск на обработку снимается абразивными инструментами. Шлифованием можно получить высокую точность размеров и формы, а так же необходимую шероховатость поверхности.
В промышленности часто применяются следующие виды шлифования:
Обдирочное шлифование - снятие больших припусков крупнозернистыми кругами прямого профиля типа ПП, реже ПВ, ПР и ПН, а так же чашечными кругами типа ЧК;
 Отрезка (разрезка, резка) - разрезание материала абразивными кругами. Абразивная резка является в настоящее время самым производительным видом среди других видов резания;
Круглое шлифование - процесс шлифования детали во время ее вращения в центрах или в патроне, кругами типа кругов ПП, ПВ, ПВК и ПВДК;
Отрезка (разрезка, резка) - разрезание материала абразивными кругами. Абразивная резка является в настоящее время самым производительным видом среди других видов резания;
Круглое шлифование - процесс шлифования детали во время ее вращения в центрах или в патроне, кругами типа кругов ПП, ПВ, ПВК и ПВДК;
 Бесцентровое шлифование - отличается от центрового тем, что обрабатываемые детали получают вращение и шлифуются без крепления в центрах, причем базой является обрабатываемая поверхность. При круглом бесцентровом шлифовании оба круга вращаются в одну сторону с разными скоростями, рабочий круг - со скоростью 30-35 м/с, ведущий - со скоростью, в 60-100 раз меньшей. Опорой для шлифуемой детали является нож со скошенным краем, находящийся между рабочим и ведущими кругами. Нож устанавливается так, чтобы центр детали находился выше или ниже центров кругов. Типы используемых кругов - ПП и ПВД;
Бесцентровое шлифование - отличается от центрового тем, что обрабатываемые детали получают вращение и шлифуются без крепления в центрах, причем базой является обрабатываемая поверхность. При круглом бесцентровом шлифовании оба круга вращаются в одну сторону с разными скоростями, рабочий круг - со скоростью 30-35 м/с, ведущий - со скоростью, в 60-100 раз меньшей. Опорой для шлифуемой детали является нож со скошенным краем, находящийся между рабочим и ведущими кругами. Нож устанавливается так, чтобы центр детали находился выше или ниже центров кругов. Типы используемых кругов - ПП и ПВД;
 Внутреннее шлифование - шлифование отверстий цилиндрической и конической формы. В зависимости от конструкции детали и станка шлифование осуществляется при вращении детали или при неподвижном состоянии. Шлифовальный круг при обработке вращается не только вокруг своей оси со скоростью 20-35 м/с, но и вокруг оси обрабатываемого отверстия с круговой подачей 20-30 м/мин. Типы абразивного инструмента - ПП и ПВ;
Плоское шлифование - шлифование плоскостей осуществляется периферией или торцом круга, используются круги типа ПП, ПВ, ПВД, 1К, ЧК, ЧЦ и ПН, сегменты СП, 1C, 2С, ЗС, 4С, 5С, 6С и 8С;
Внутреннее шлифование - шлифование отверстий цилиндрической и конической формы. В зависимости от конструкции детали и станка шлифование осуществляется при вращении детали или при неподвижном состоянии. Шлифовальный круг при обработке вращается не только вокруг своей оси со скоростью 20-35 м/с, но и вокруг оси обрабатываемого отверстия с круговой подачей 20-30 м/мин. Типы абразивного инструмента - ПП и ПВ;
Плоское шлифование - шлифование плоскостей осуществляется периферией или торцом круга, используются круги типа ПП, ПВ, ПВД, 1К, ЧК, ЧЦ и ПН, сегменты СП, 1C, 2С, ЗС, 4С, 5С, 6С и 8С;
 Заточка и доводка режущего инструмента - от заточки и доводки режущих инструментов зависят производительность и стоимость обработки деталей, стойкость и расход инструментов. В операции заточки и доводки используются самые разнообразные типы абразивного инструмента. Более подробно это будет освещено в следующих главах, посвященных выбору инструмента. Здесь же просто укажем перечень типов: ПП, ПВ. ЧЦ, ЧК, ЛЧК, Л24К, ЛТ, Л1Т, ЛЗТ, Л5Т, Л2П, ЛЗП, ЛПВ, АПП, АПВ, А1ПВ, АПВД, АЧК, AT, A1T, А2Т, АЧТ, АФК, КС, С;
Резьбошлифование - шлифование резьбы различных профилей (треугольные, трапециевидные и др.) и шага метчиков, резьбовых калибров, накатных роликов, ходовых винтов металлорежущих станков и измерительных приборов. Используются круги типа ПП и 2П;
Зубошлифование - шлифование зубчатых колес всех видов. Типы кругов -ПП, 2П, ЗТ и 4П;
Шлицешлифование - шлифование шлицев различного профиля: прямоугольных, эвольвентных, трапециевидных и треугольных. Типы - ПП, 1Т, необходимый профиль придается кругу непосредственно на станке;
Хонингование - процесс доводки абразивными брусками отверстий с шероховатостью 0,3-0,080 и точности до второго класса. Типы брусков - БК, БХ;
Суперфиниширование - шлифование при малом съеме металла (10-12 мкм на диаметр), для достижения шероховатости 0,16-0,02 мкм. Процесс осуществляется при малых окружных скоростях изделия (8-40 м/мин.), малых давлениях мелкозернистых брусков (1,5-3 кгс/см2) при их колебательном движении с частотой от 500-600 до 2000-3000 двойных ходов / минуту с амплитудой 2-5 мм. При суперфинишировании полностью удаляется волнистость, уменьшается огранка, удаляется дефектный поверхностный слой металла. После суперфиниширования формируется упрочненный поверхностный слой без структурных изменений, что улучшает эксплуатационные свойства деталей, работающих в условиях трения, скольжения или качения. Рабочим инструментом является абразивная головка с одним - четырьмя абразивными брусками;
Жидкостная отделка и полирование - процесс обработки, при котором жидкость, насыщенная абразивом, со скоростью 50 м/с и более ударяется об обрабатываемую поверхность, уменьшая шероховатость;
Ленточное шлифование и полирование - обработка изделия бесконечной шлифовальной лентой, изготовленной из шлифовальной шкурки на тканевой и бумажной основах;
Заточка и доводка режущего инструмента - от заточки и доводки режущих инструментов зависят производительность и стоимость обработки деталей, стойкость и расход инструментов. В операции заточки и доводки используются самые разнообразные типы абразивного инструмента. Более подробно это будет освещено в следующих главах, посвященных выбору инструмента. Здесь же просто укажем перечень типов: ПП, ПВ. ЧЦ, ЧК, ЛЧК, Л24К, ЛТ, Л1Т, ЛЗТ, Л5Т, Л2П, ЛЗП, ЛПВ, АПП, АПВ, А1ПВ, АПВД, АЧК, AT, A1T, А2Т, АЧТ, АФК, КС, С;
Резьбошлифование - шлифование резьбы различных профилей (треугольные, трапециевидные и др.) и шага метчиков, резьбовых калибров, накатных роликов, ходовых винтов металлорежущих станков и измерительных приборов. Используются круги типа ПП и 2П;
Зубошлифование - шлифование зубчатых колес всех видов. Типы кругов -ПП, 2П, ЗТ и 4П;
Шлицешлифование - шлифование шлицев различного профиля: прямоугольных, эвольвентных, трапециевидных и треугольных. Типы - ПП, 1Т, необходимый профиль придается кругу непосредственно на станке;
Хонингование - процесс доводки абразивными брусками отверстий с шероховатостью 0,3-0,080 и точности до второго класса. Типы брусков - БК, БХ;
Суперфиниширование - шлифование при малом съеме металла (10-12 мкм на диаметр), для достижения шероховатости 0,16-0,02 мкм. Процесс осуществляется при малых окружных скоростях изделия (8-40 м/мин.), малых давлениях мелкозернистых брусков (1,5-3 кгс/см2) при их колебательном движении с частотой от 500-600 до 2000-3000 двойных ходов / минуту с амплитудой 2-5 мм. При суперфинишировании полностью удаляется волнистость, уменьшается огранка, удаляется дефектный поверхностный слой металла. После суперфиниширования формируется упрочненный поверхностный слой без структурных изменений, что улучшает эксплуатационные свойства деталей, работающих в условиях трения, скольжения или качения. Рабочим инструментом является абразивная головка с одним - четырьмя абразивными брусками;
Жидкостная отделка и полирование - процесс обработки, при котором жидкость, насыщенная абразивом, со скоростью 50 м/с и более ударяется об обрабатываемую поверхность, уменьшая шероховатость;
Ленточное шлифование и полирование - обработка изделия бесконечной шлифовальной лентой, изготовленной из шлифовальной шкурки на тканевой и бумажной основах;
 Доводка и притирка - абразивная обработка свободным абразивным зерном в виде суспензии и паст, так и специальными доводочными кругами и шаржированными притирами, обеспечивающая шероховатость 0,160-0,08 и выше, а так же высокую точность их размеров и формы (первый класс и выше).
Доводка и притирка - абразивная обработка свободным абразивным зерном в виде суспензии и паст, так и специальными доводочными кругами и шаржированными притирами, обеспечивающая шероховатость 0,160-0,08 и выше, а так же высокую точность их размеров и формы (первый класс и выше).
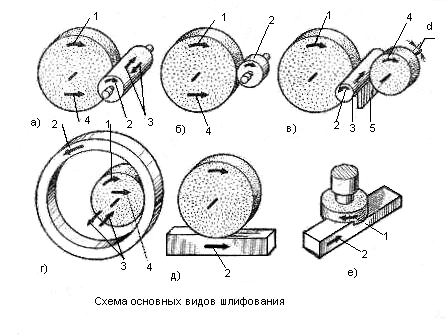 а) Круглое наружное шлифование с продольной подачей
б) Круглое наружное шлифование врезанием
в) Бесцентровое шлифование
г) Круглое внутреннее шлифование
д) Плоское шлифование периферией круга
е) Плоское шлифование торцом круга
1. Направление вращения шлифовального круга
2. Вращение шлифуемой детали
3. Направление прямолинейного возвратно-поступательного движения детали
4. Направление поперечного перемещения шлифовального круга
5. Опорный нож при бесцентровом шлифовании
6. Направление вращения подающего круга
а) Круглое наружное шлифование с продольной подачей
б) Круглое наружное шлифование врезанием
в) Бесцентровое шлифование
г) Круглое внутреннее шлифование
д) Плоское шлифование периферией круга
е) Плоское шлифование торцом круга
1. Направление вращения шлифовального круга
2. Вращение шлифуемой детали
3. Направление прямолинейного возвратно-поступательного движения детали
4. Направление поперечного перемещения шлифовального круга
5. Опорный нож при бесцентровом шлифовании
6. Направление вращения подающего круга
| Список литературы:
1) http://www.dissercat.com/
2) http://www.abrasive.ru
3) http://vretik.do100verno.com
4) http://dlja-mashinostroitelja.info/2011/02/vybor-osnovnyx-parametrov-dovodki-pritirki/

Шрифт зодчего Шрифт зодчего состоит из прописных (заглавных), строчных букв и цифр...
|

Картограммы и картодиаграммы Картограммы и картодиаграммы применяются для изображения географической характеристики изучаемых явлений...
|

Практические расчеты на срез и смятие При изучении темы обратите внимание на основные расчетные предпосылки и условности расчета...
|

Функция спроса населения на данный товар Функция спроса населения на данный товар: Qd=7-Р. Функция предложения: Qs= -5+2Р,где...
|
|
Ваготомия. Дренирующие операции Ваготомия – денервация зон желудка, секретирующих соляную кислоту, путем пересечения блуждающих нервов или их ветвей...
Билиодигестивные анастомозы Показания для наложения билиодигестивных анастомозов:
1. нарушения проходимости терминального отдела холедоха при доброкачественной патологии (стенозы и стриктуры холедоха)
2. опухоли большого дуоденального сосочка...
Сосудистый шов (ручной Карреля, механический шов). Операции при ранениях крупных сосудов 1912 г., Каррель – впервые предложил методику сосудистого шва.
Сосудистый шов применяется для восстановления магистрального кровотока при лечении...
|
|
Лечебно-охранительный режим, его элементы и значение.
Терапевтическое воздействие на пациента подразумевает не только использование всех видов лечения, но и применение лечебно-охранительного режима – соблюдение условий поведения, способствующих выздоровлению...
Тема: Кинематика поступательного и вращательного движения. 1. Твердое тело начинает вращаться вокруг оси Z с угловой скоростью, проекция которой изменяется со временем
1. Твердое тело начинает вращаться вокруг оси Z с угловой скоростью...
Условия приобретения статуса индивидуального предпринимателя. В соответствии с п. 1 ст. 23 ГК РФ гражданин вправе заниматься предпринимательской деятельностью без образования юридического лица с момента государственной регистрации в качестве индивидуального предпринимателя. Каковы же условия такой регистрации и...
|
|
