Машина бөлшектерін стандарттау
Машина бөлшектері мен тораптарының параметрлерін белгілі бір жүйеге келтіру жүйесі стандарттау деп аталады. Стандарттау бұйымдардың құнын арзандатып, оларды жасағанда стандартты құралдарды пайдалануға мүмкіндік береді, сонымен қатар, жаңа машиналардың жобасын жасауды жеделдетіп, жөндеу жүмыстарын оңайлатады. Халық шаруашылығында, сонымен қатар машина қүрылысында стандарттың техникалық және экономикалық мәні зор. Мемлекетгік жалпы одақтық стандарт қыскаша МЕСТ (ГОСТ) деп белгіленеді. Катардағы нөмірі мен қосымша екі сан бекітілген жылын немесе стандарттың кайта каралған уақытын көрсетеді. МЕСТ (ГОСТ)-тардан басқа салалық және заводтық нормальдар қолданылады. Қазіргі кезде машина жасау өндірісінде машина құрастыру чертеждерін орындау, қуаттар, бұрыштық және сызықтық жылдамдықтар, машина жасауға арналған материалдар, олардың химиялық құрамы, негізгі механикалық қасиеті және термиялық өңдеу, қондыру, червякті және тісті дөңгелектердің модульдері, шкивтердің диаметрі ж.т.б. МЕСТ бойынша жүйеленген. Машина бөлшектерін жасаған кезде, олардың өлшемдері де стандартталады, себебі машина бөлшектері өзара ауыстырылатындай етіп жасалуы қажет.
3.2 Өзара ауыстырымдылық;
Жоғарыда айтылғандай, машина бөлшектерін көптеген талаптарға сәйкес жасау керек, сол талаптардың бірі- өзара ауыстырымдылық. Өзара ауыстырымдылық; деп, біріне-бірі байланыссыз жасалған бөлшектердің машина тораптарында қосымша өңдеуді кажет етпей, өз орнына қондырылып, машинаның сапалы жүмыс істеуін қамтамасыз ету қасиетін айтамыз. Машина бөлшектерінің өзара ауыстырымды болуы іс жүзінде өте қажет. Себебі пайдалану кезінде, тетіктерді құрастырғанда көп уақыт алатын қол жұмыстарын жеңілдетеді. Сондай-ақ өндірісті жаппай алмастыруға және автоматтандыруға жол ашады. Өзара ауыстырымдылық дәлдәк шегі мен қонымдылықты стандарттау арқылы жүзеге асырылады. Сонымен бірге машина тетіктерін дайындаған кезде өте дәл жасау мүмкін болмағандықтан, дәл өлшемдерде ауытқулар болады. Сондықтан бөлшектерді дайындау кезінде мына өлшемдерді айыра білуіміз қажет. Номинал өлшем деп, машина бөлшектерінің қолданылатын жеріне байланысты есептеуден туатын негізгі өлшемді айтамыз. Бұл өлшем бөлшектердің сызбасында көрсетіледі. Нақты өлшем деп, тетіктерді дайындаудан кейін арнайы аспаптармен өлшенген өлшемдерін айтады. Шекті өлшем деп, бөлшектердің нақгы өлшемін шектейтін өлшемдерді айтамыз. Ауытқу деп, шекті өлшем мен номинал өлшемнің алгебралық айырмасын айтамыз. Шекті өлшемдердің өзі екі түрге бөлінеді: а) ең үлкен шекті өлшем; б) ең кіші шекті өлшем. Сондықтан, ауытку да екі түрлі болады.
ES = Dmax – Dnom – жотарғы ауытку; EI = Dmin – Dnom – төменгі ауытку. (3.1)
Ауыткулардың таңбалары оң да теріс те болуы мүмкін (±). Шақтама дегеніміз, ең үлкен шекті өлшем мен ең кіші шекті өлшемнің алгебралық айырмасы.
Dmax – Dmin = T (Toleraiiz) (3.2)
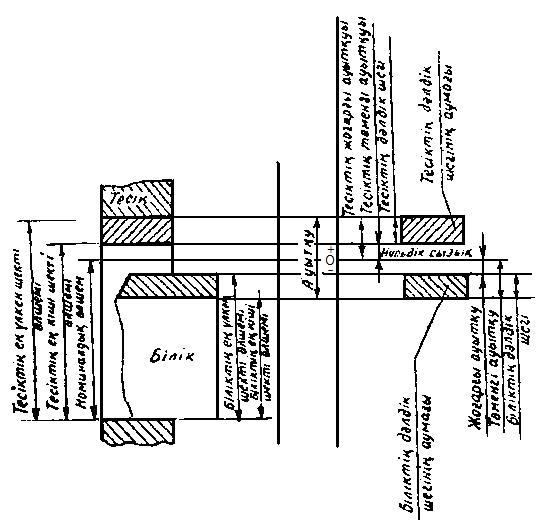
Осы екі шекті өлшемнің айырмасы үлкейген сайын шактама да үлкейіп, бөлшектердің дәлдігі кемиді, соған байланысты құны да төмендейді. Тетіктерді қондыру мен шақтаманы графиктік жолмен анықтағанымызда, белгілі бір нольдік сызық арқылы өлшемдер ауытқуының орналасуын белгілейміз (3.1-сурет). Сондай-ақ, шақгаманың жинағын квалитет деп атаймыз. Квалитет номиналдық өлшемдер дәлдігін анықгайды. Нольдік сызық графиктік бейнеде номинал өлшеммен бірдей оның үстінен өтеді. Жоғарғы ауытку және төменгі ауытқу өздеріне сәйкес осы нольдік сызықтың төменгі және жоғарғы жағына орналасады. Графиктік жолмен бейнелеу кезінде біз шақтаманы тереңірек білу үшін шақтаманың аумағы деген шаманы енгіземіз. Шактаманың аумағы дегеніміз, шекті өлшемдермен шектелген өлшемдер аумағы. Шақтаманың жоғарғы шегін ең үлкен шекті өлшем, ал төменгі шегін ең кіші шекті өлшем көрсетеді. Машина жасау барысында тетіктерді әр түрлі біріктіреді. Соның ішінде ең көп тарағандарының бірі жанастырып қондыру. Айталық, екі тетікті біріне-бірін қондырсақ, олардың біреуі екіншісіне бекітіледі. 3.2-суретте білікке төлке қондырылған. Бұл жерде төлке қамтушы бөлшек, ал білік-қамтылушы бөлшек болып есептеледі. Қамтушы және қамтылушы бөлшектер өлшемдерінің айырмашылығы қонымдылықты сипаттай алады. Сонымен: Dт – Dб – қондыру, Аб – Ак – қондыру. (3.3)
3.1-сурет. Бөлшектерді қондыруда шақтама аумағы
3.2-сурет. Бөлшектерді біріне-бірін қоіідыру
Егер қондыру оң таңбалы болса, онда оны саңылаулы " S " қондыру, егер теріс таңбалы болса, керілмелі " N " қондыру деп атайды. Саңылау мен керілу шамасы әр түрлі болады:
Қонымдылықтың шақтамасы деп, ең үлкен және ең кіші саңылау мен керілудің айырмасын айтады. 3) Smax- Smin=TS - саңылаудың шақтамасы; Nmax- Nmin=TN – керілудің шақтамасы. (3.5) Ауыспалы қондырудың шақтамасы ең үлкен және ең кіші керілудің алгебралық айырмасына немесе ең үлкен керілу мен ең үлкен саңылаудың алгебралық косындысына тең болады. Қондыруды орындалуына байланысты үш түрге бөлеміз: 1)қозғалмайтын; 2)қозғалмалы; 3)ауыспалы. Ауыспалы қондыру бөлшектер қосымша кілтек және бұрама арқылы бекітетін қозғалмайтын қосылыстарда қолданылады. Қондырудың түрін тандау көбінесе тәжірибеге немесе есептеуге байланысты жүргізіледі. Баспақты (престі) қондырулар берілетін күштің шамасына қарай есептеледі. Ал қозғалмалы қондырулар сырғанау мойынтірегінде сұйықтық үйкелісін туғызу үшін қолданылады. Көптеген қондырулар жанасатын екі бөлшектің біреуінің шекті ауытқуын өзгертіп, ал екіншісінің өлшемдерін сол дәлдікке байланысты тұрақты қалдырып жасалады. Бұл әдістің өзі бөлшектердің жасалуын жеңілдетеді және қолданылатын аспаптардың санын азайтады. Егер қондыру біліктің өлшемдерін өзгерту арқылы жасалса, онда ол қондыру негізгі тесік жүйесі бойынша іске асырылған деп есептеледі. Егер бөлшектерді тесік өлшемдерін өзгерту арқылы қондырса, онда ол қондыру негізгі білік жүйесі бойынша іске асырылған деп есептеледі. Негізгі тесік жүйесінде номинал өлшем тесіктің ең кіші шекті өлшемімен тура келеді. Негізгі білік жүйесінде номинал өлшем біліктің ең үлкен шекті өлшемімен тура келеді. Ал дәлдік шегі біліктің өзінде (ішінде) болады. Машина жасау өнер кәсібінде өзінің артықшылығына байланысты көбінесе негізгі тесік жүйесі қолданылады. Себебі: а) білікке қарағанда тесікті өндеу қиынға түседі; б) тесікті тазалап өндейтін ұңғылардың саны азаяды. Ал негізгі білік жүйесі төмендегі жағдайларда қолданылады: 1) домалау мойынтіректің сыртқы сақинасын қондыру кезінде; 2) өте жоғары дәлдікпен ажарланған және жылтыратқан біліктер үшін (ауыл шаруашылық машиналарында, тоқыма өнеркәсібінде және түрлі аспаптар жасаған кезде қолда-нылады). Сызбада қондыру бөлшек түрінде белгіленеді. Оның алымы тесік өлшемінің ауытқуы мөлшерін немесе қондыру белгісі мен квалитетін көрсетеді, ал бөлімі білік өлшемдерінің ауытқу мөлшері мен қондыру белгісін көрсетеді. Мысалы, негізгі тесік жүйесінде саңылаумен қондыруды
Ф45 Н7/f7 немесе +0,025 деп белгілесек, керіп қондыруда - 0,025 - 0,050 Ф 45 Н7/ r6 немесе +0,025 деп, ал ауыспалы қондыруда + 0.050 + 0.035 Ф45 Н7/к 6 немесе +0,025 деп белгіленеді. + 0,018 + 0,002 Шақтама квалитет пен номинал өлшем шамасына байланысты анықталады (СТ-СЭВ-145-75). Осыған орай шақтама 19 квалитетке бөлініп ІТ1, ІТ2.... ІТ17, ІТ0, ІТ0, 1 белгілерімен көрсетіледі. ІТ0, 1 - ІТ 7-квалитеті колибрдің, IT3-IT12 – дәлдігі жоғары қондырғылардың, IT12 - IT1 7 – дәлдігі темен немесе өлшемдері тексерілмейтін бөлшектердің шақтамаларын анықтауға пайдаланады. Квалитеттің көрсеткіш цифры өскен сайын шақтамасы шамасы артып бөлшектердің дайындау дәлдігі кемиді. Ауытку шектері 28 түрге бөлінген және тесіктің ауыткуы үлкен латын әріптерімен, ал біліктің ауыткуы кіші әріптерімен белгіленеді. Негізгі тесік жүйесінде тесіктің төменгі ауытку шегі нольге тең болып Н әрпімен белгіленсе, негізі білік жүйесінде біліктің жоғары ауыткуы нольге тең болып һ әрпімен көрсетіледі. Саңылаумен қондыруда (а-һ), (А-Н), керіліскен қондыруда j-zc, (I-ZC) белгілері пайдалынады, сондай-ақ екі аралықта жататын cd,ef,fd,za,zb,zc пен белгіленген қондырулар да қолданылады. Машина бөлшектерін қондыруда көбінесе 1.2. және 1.3.- кестесінде көрсетілген қондырулар пайдалынады.
|