ТОКАРНЫЕ СТАНКИТокарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами. Промышленность выпускает различные модели токарных и токарно-винторезных станков - от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.
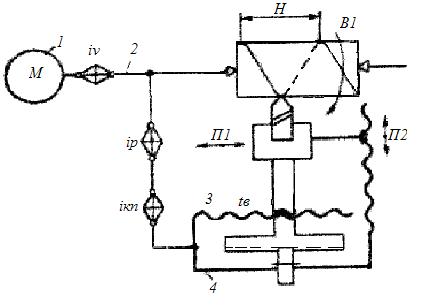
Рис.1: Структурная схема токарно-винторезного станка
Структурная схема токарно-винторезного станка представлена на рис.1. Формообразование обеспечивается вращательным движением заготовки (B1) по цепи: электродвигатель 1 - шпиндель 2 со звеном настройки iv и поступательным движением инструмента (П1 и П2) по цепи: шпиндель 2 - ходовой вал 4 (при точении) или шпиндель - ходовой винт 3 (при нарезании резьбы) со звеньями настройки ip и iкп.
Назначение станка - наружное и внутреннее точение, нарезание правой и левой метрической, дюймовой, модульной и питчевой резьб, одно и многозаходных резьб с нормальным и увеличенным шагом, торцовой резьбы и т. д. Станок применяется в единичном и мелкосерийном производстве. Техническая характеристика станка Наибольший диаметр детали, устанавливаемой над станиной, в мм................ 400 Расстояние между центрами в мм....... 710, 1000 и 1400 Диаметр отверстия шпинделя в мм....... 47 Число значений частот вращения шпинделя ………23 Частота вращения шпинделя в об/мин..... 12, 5-2000 Число подач.................. 42 Подачи на 1 оборот в мм: продольные..................0, 07-4, 16 поперечные................0, 035-2, 08 Шаг нарезаемой резьбы: метрической в мм............. 1-192 дюймовой (число ниток на 1")....... 2-24 модульной в мм.............. (0, 5 — 48) л Мощность электродвигателя в кВт....... 10 Станина, установленная на передней и задней тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон. Справа установлена задняя бабка. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в резцедержателе суппорта. Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке и получающих вращение от ходового вала или ходового винта. Первый используют при точении, второй - при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач. В нижней части станины имеется корыто, куда собирается стружка и стекает охлаждающая жидкость. Кинематическая схема станка представлена на рис. 2. Главное движение. Главным движением в станке является вращение шпинделя, которое он получает от электродвигателя 1 через клиноременную передачу со шкивами 2 - 3 и коробку скоростей. На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево, и привод вращения осуществляется по следующей цепи зубчатых колес: 4 - 5 или 6 - 7, 8 - 9 или 10 -11, или 12 - 13, вал IV, колеса 14 - 15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16 - 17 и 18 — 19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15 - 21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта- при передаче вращения через перебор. В действительности количество значений частот вращений шпинделя меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал Ш передается через зубчатые колеса 22 - 23, 24 - 12 и далее по предыдущей цепи. Количество вариантов зацепления- 15, фактических значений частот вращения- 12, так как передаточные отношения некоторых вариантов тоже численно совпадают. Движение подачи. Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25 - 26, а при нарезании резьбы с увеличенным шагом - от вала VI через звено увеличения шага и далее через зубчатые колеса 27 - 28. В этом случае звено увеличения шага может дать четыре варианта передач: 1) шпиндель V, колеса 21 - 20, 29 - 19, 17 - 27 -28, вал VIII, 2) шпиндель V, колеса 21 - 20, 29 - 19, 16 - 30, 27 - 28, вал VIII, 3) шпиндель V, колеса 21 - 20, 31 - 18, 17 - 27 - 28, вал VIII, 4) шпиндель V, колеса 21 - 20, 31 - 18, 16 - 30, 27 - 28, вал VIII. С вала VIII движение передается по цепи колес 32 - 33 или 34 - 35, или через реверсивный механизм с колесами 36 - 37 - 38, сменные колеса 39 - 40 или 41 -42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес. 1. Вращение передается через зубчатые колеса 44 - 45 - 46 на вал XI, затем через колеса 47 - 48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50 - 56) и далее по цепи зубчатых передач 57 - 58, 59 - 60, 61 - 62 или 63 - 64 через колеса 65 - 66 или 64 - 67 - валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу ХVI. В первом случае - через муфту 101, во втором - через пару 69 - 70 и муфту обгона 106. 2. С вала Х через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44 - 71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49 - 48 - 47 валу XI и далее, через муфту 100 - валу ХIII, а от последнего далее по цепи первого варианта. Изменение величины шага резьбы достигается переключением зубчатых колес звена увеличения шага, механизма Нортона, блоков 61 - 63 и 67 - 66 и установкой сменных колес на гитаре. При точении и нарезании метрических и дюймовых резьб в зацеплении находятся сменные зубчатые колеса 39 - 43 - 40, а при нарезании модульных и питчевых - 41 - 43 - 42.
Рис.2: Кинематическая схема токарно-винторезного станка 1К62.
В особых случаях, при нарезании резьбы высокой точности, для устранения влияния погрешностей кинематической цепи, последнюю укорачивают включением муфт 98, 99 и 101, в результате чего валы Х, XII и XV образуют вместе с ходовым винтом 68 жесткую единую связь. Винторезную цепь для нарезания резьб с различным шагом настраивают в данном случае только подбором сменных колес на гитаре. Продольная и поперечная подачи суппорта. Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73 - 74 и червячную пару 75 - 76 валу XVII. Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт - 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77 - 78 - 79 или 80 - 81 валу XVIII и далее парой 82 - 83 — реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом. Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77 - 78 - 86 или 80 - 87 вращение передается валу XIX и далее через зубчатые колеса 88 - 89 - 90 на винт 91, который сообщает движение поперечному суппорту. Цепь ускоренного перемещения суппорта. Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93 - 94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки. Рассмотрим отдельно некоторые узлы станка. Передняя бабка. Вращение от главного электродвигателя передается ведомому шкиву, сидящему на валу 1. Этот вал несет реверсивную фрикционную муфту, от которой движение на вал II передается или через блок z =56-z = 51, или через колесо z = 50 и промежуточный блок z =24-z =36, сидящий на консольной оси. С вала II на вал Ш вращение передается через тройной блок z =47-z = 55-z = 38. В левом положении блока z = 43–z = 52, сидящего на шпинделе, движение с вала Ш передается на шпиндель непосредственно через колеса z = 65-z = 43, а в правом положении этого блока - через перебор, установленный на валах IV и V. Все валы вращаются на опорах качения, которые смазываются как разбрызгиванием, так как коробка скоростей залита маслом, так и принудительно - с помощью насоса. Движение подачи от шпинделя VI передается валу VII трензеля и далее на механизм подач. Задняя бабка имеет плиту и может перемещаться по направляющим станины. В отверстии корпуса задней бабки имеется выдвижная пиноль, которая перемещается с помощью маховика и винтовой пары. Рукояткой фиксируют определенный вылет пиноли, а вместе с ней и заднего центра. Корпус бабки с помощью винтовой пары может смещаться в поперечном направлении относительно плиты. Болтом и башмаком задняя бабка может закрепляться на станине станка. Это также можно сделать с помощью рукоятки, эксцентрика и башмака. В конусное гнездо пиноли можно установить не только задний центр, но и режущий инструмент для обработки отверстий (сверло, зенкер и др.). Коробка подач закреплена на станине ниже передней бабки, имеет несколько валов, на которых установлены: ступенчатый блок механизма Нортона, блоки зубчатых колес и переключаемые муфты. В правом положении муфты 7 получает вращение ходовой винт, а в левом ее положении через муфту обгона вращается ходовой вал. Cyппорт состоит из следующих основных частей: нижних салазок для продольного перемещения суппорта по направляющим станины, поперечной каретки и резцовых салазок. Поперечная каретка перемещается в направляющих нижних салазок с помощью винта и безлюфтовой гайки. При ручной подаче винт вращается с помощью рукоятки, а при автоматической - от зубчатого колеса. В круговых направляющих поперечной каретки установлена поворотная плита, в направляющих которой перемещаются резцовые салазки с четырехпозиционным резцедержателем. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки против часовой стрелки резцедержатель приподнимается пружиной - одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку в обратном направлении. Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От ходового вала через ряд передач вращается червячное колесо. Вращение с вала I передается зубчатыми колесами валов II и Ш. На этих валах установлены муфты с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом, а поперечное - винтом, вращающимся от зубчатого колеса. Рукоятка служит для управления маточной гайкой ходового винта. Валом с кулачками блокируется ходовой винт и ходовой вал, чтобы нельзя было включить подачу суппорта от них одновременно.
2. Расчет кинематической настройки токарно-винторезных станков. Настройка кинематических цепей при выполнении разнообразных работ на токарно-винторезных станках сводится к подбору передаточных отношений передач коробок скоростей, подач и других механизмов, что осуществляется переключением соответствующих рычагов. Исключение представляет нарезание особо точных резьб или резьб с ненормализованным шагом. Конечным звеном резьбонарезной цепи является ходовой винт 68 (см. рис. 2) и маточная гайка, поэтому уравнение настройки согласно равенствам можно написать в следующем виде (имея в виду однозаходность винта) 1 об. шп I tв = tн, (1) где tн - шаг нарезаемой резьбы; tв, - шаг ходового винта; i - передаточное отношение кинематической цепи от шпинделя до ходового винта. Так как для рассматриваемого случая валы Х, ХII, XV и ходовой винт 68, связанные муфтами 98, 99 и 101, представляют собой единое звено, то передаточное отношение цепи i = iп iг (2) где iп - передаточное отношение постоянных передач; iг - передаточное отношение сменных колес (гитары) звена настройки. На основании уравнений (1) и (2) iг=(1/iп)(tн/tв) Обозначив 1/iп - через С, получим iг = C(tн /tв) (3) Передаточное отношение iп чаще всего равно 1: 1 или 1: 2. Применительно к кинематической схеме, изображенной на рис.2, значение iп может быть различным, в зависимости от положения блоков с зубчатыми колесами 26 - 28 и 35 - 33 на валах VIII и IX. Если колесо 25, сидящее на шпинделе, сцеплено с колесом 26, то вращение механизму подач сообщает непосредственно шпиндель, и передаточное отношение постоянных передач iп от шпинделя к звену настройки (к гитаре) будет (60/60) (42/42) =1 или (60/60)(28/26)=1/2 (валы V, VIII и IX). При нарезании резьбы с большим шагом (14 - 192 мм) передача движения осуществляется через звено увеличения шага. В этом случае блок колес 15 - 21 на шпинделе занимает правое положение, а колесо 27 на валу IV зацепляется с колесом 28 на валу VIII. Передаточное отношение цепи от шпинделя до гитары (до вала IX) при сцеплении колес в такой последовательности будет в одном из вариантов таким: iп =(54/27)(88/22)(88/22)(45/45)(42/42)=32 Включение звена увеличения шага из четырех вариантов зацепления колес дает увеличение передаточного отношения от шпинделя до вала VIII в 2, 8 и 32 раза, что соответственно дает увеличение шага нарезаемой резьбы тоже в 2, 8 и 32 раза. В последнем варианте в реверсивном механизме (валы VIII и IX) включаются колеса 32 и 33 с передаточным отношением i=1/2, поэтому шаг нарезаемой резьбы увеличивается не в 32, а в 16 раз. Примеры настройки винторезной цели без коробки подач.
Настройку винторезной цепи будем производить только гитарой, выключив коробку подач (замыкаются муфты 98, 99, 101 и размыкается механизм Нортона; см. рис. 2). Пример. Настроить станок 1К62 на нарезание однозаходной метрической резьбы с шагом tн=1, 75 мм. Шаг ходового винта tв= 12 мм. Примем С = 1, т.е. замкнем колеса 34 - 35 с i=1, тогда по уравнению (3) iг=(tн/tв)=1, 75/12=(7/12)(1/4)=(35/60)(20/80) Как видим, на гитаре надо установить две пары зубчатых колес. Проверим условие их сцепляемости: для первой пары – а+b > с+15; 35+60 > 20+15; 95> 35; для второй пары - c+d > b+ 15; 20+80 > 60+15; 100> 75. Как видим, сцепляемость зубчатых колес обеспечена. Нарезание многозаходной резьбы. При многозаходной резьбе под шагом tн понимают расстояние между параллельными сторонами профиля двух соседних витков. Поэтому для получения резьбы заданного шага tн механизм должен за 1 оборот заготовки переместить суппорт на величину хода резьбы s=к tн, где к — число заходов нарезаемой резьбы. Такого типа резьбы нарезают на ходовых винтах, многозаходных червяках и других деталях. В общем случае при к заходах угол между соседними нитками (если смотреть в торец детали) будет: R=360º /к. Многозаходная резьба нарезается двумя способами: после нарезания первой нитки заготовку поворачивают на часть оборота 1/к, предварительно разомкнув винторезную цепь, или, оставляя заготовку неподвижной, перемещают инструмент вместе с резцовыми салазками продольно на величину шага резьбы tн. Затем нарезают следующий заход и т. д. На станке 1К62 имеется специальное делительное устройство для нарезания многозаходных резьб. Оно состоит из кольца с риской, укрепленного на корпусе передней бабки, и диска с делениями, насаженного на шпиндель и имеющего на периферии 60 делений. После нарезания первого захода шпиндель надо повернуть на число делении, равное 60/к. Это устройство позволяет нарезать резьбы с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, 60. На станках, не имеющих делительного приспособления, пользуются поводковой делительной планшайбой.
3.Обработка конических и фасонных поверхностей на токарных станках. Обработка конических поверхностей на токарных станках производится тремя способами. Первый способ заключается в том, что корпус задней бабки смещают в поперечном направлении на величину h. Вследствие этого ось заготовки образует определенный угол α с осью центров, а резец при своем движении обтачивает коническую поверхность. Из схем видно, что h =Lsinα (4) tgα = (D — d)/21 (5) Решая совместно оба уравнения, получим h= L(D — d)/21* cos α (6) Для изготовления точных конусов этот способ непригоден вследствие неправильного положения центровых отверстий относительно центров. Второй способ заключается в том, что резцовые салазки поворачивают на угол α, определяемый уравнением (5). Так как подача в этом случае осуществляется обычно вручную, данный способ используют при обработке конусов небольшой длины. Третий способ основан на применении специальных приспособлений, имеющих копировальную линейку, укрепленную на задней стороне станины на кронштейнах. Ее можно устанавливать под требуемым углом к линии центров. По линейке скользит ползун, соединенный через палец и кронштейн с поперечной кареткой суппорта. Винт поперечной подачи каретки разобщен с гайкой. При продольном перемещении всего суппорта ползун будет двигаться по неподвижной линейке, сообщая одновременно поперечное смещение каретке суппорта, в результате двух движений резец образует коническую поверхность, конусность которой будет зависеть от угла установки копировальной линейки, определяемого уравнением (5). Этот способ обеспечивает получение точных конусов любой длины. Обработка фасонных поверхностей. Если в предыдущем копировальном устройстве вместо конусной линейки установить фасонную, то резец будет перемещаться по криволинейной траектории, обрабатывая фасонную поверхность. Для обработки фасонных и ступенчатых валов токарные станки иногда оснащают гидравлическими копировальными суппортами, которые располагают чаще всего на задней стороне суппорта станка. Нижние салазки суппорта имеют специальные направляющие, расположенные обычно под углом 45º к оси шпинделя станка, в которых и перемещается копировальный суппорт. Принципиальная схема, поясняющая работу гидравлического копировального суппорта. Масло от насоса поступает в цилиндр, жестко связанный с продольным суппортом, на котором находится поперечный суппорт. Последний соединен со штоком цилиндра. Масло из нижней полости цилиндра через щель, находящуюся в поршне, поступает в верхнюю полость цилиндра, а затем в следящий золотник и на слив. Следящий золотник конструктивно связан с суппортом. Щуп золотника прижимается к копиру при помощи пружины. При этом положении щупа масло через золотник поступает на слив, а поперечный суппорт, вследствие разности давлений в нижней и в верхней полостях, перемещается назад. В тот момент, когда щуп окажется на заданном участке, он под действием копира утапливается, преодолевая сопротивление пружины. При этом слив масла из золотника постепенно перекрывается. Так как площадь сечения поршня в нижней полости больше, чем в верхней, давление масла заставит перемещаться суппорт вниз. На практике встречаются самые различные модели токарных и токарновинторезных станков, от настольных до тяжелых, с широким диапазоном размеров. Наибольший диаметр обработки на отечественных станках колеблется от 85 до 5000 мм при длине заготовки от 125 до 24 000 мм.
|