Расчет длительности производственного цикла обработки партии деталей
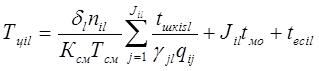
Длительность производственного цикла обработки партии деталей (сборки партии сборочных единиц) определяется в рабочих днях по каждому цеху по формуле:
где Результаты расчетов выше названных показателей удобно свести в таблице 4.2. Пример расчета длительности производственного цикла детали номер 2 в первом цехе Расчет начнем с показателя t ij (таблица 4.2).
Так для третьей детали, время обработки на первой группе оборудования (операции) составит
где 2 – штучно калькуляционное время обработки детали три, на первой группе оборудования, ч/шт.; 1,1 - коэффициент выполнения норм времени на второй группе оборудования в первом цехе; 1 – количество рабочих мест, на которых одновременно обрабатывается партия деталей.
Суммарное время необходимое для обработки второй детали в первом цехе определяется следующим образом:
Рассчитаем длительность обработки партии деталей номер 2 в первом цехе:
где 1 – коэффициент параллельности; 6 – размер партии деталей, шт; 2 – количество смен; 8 – продолжительность смены, час.; 3 – количество операций в первом цехе; 2 – межоперационное время, час. (делим на 16, чтобы перевести в дни); 0 – время выполнения естественных процессов. В тех случаях, когда получается большая величина Tцil, например больше 20 раб. дн., рекомендуется с целью уменьшения Tц i l брать d < 1,0 (применять параллельно-последовательный вид движения партий деталей по операциям) и qij > 1, то есть обрабатывать партию деталей по всем или отдельным операциям одновременно на нескольких рабочих местах или можно уменьшить межоперационное время. При изменении числа рабочих мест, необходимо учитывать ограничение по количеству станков установленного на каждой группе оборудования. Количество рабочих мест на которых одновременно обрабатывается партия деталей не должно превышать количество оборудования принятого на соответствующей группе взаимозаменяемого оборудования. В дальнейшем при построении подетально-пооперационного КПГ все это надо будет учесть.
Таблица 4.2 - Расчет длительности производственных циклов обработки партий деталей
|
 ,
, - индекс наименования деталей;
- индекс наименования деталей;  - индекс цеха;
- индекс цеха;  - индекс операции; dl — коэффициент параллельности, учитывающий одновременное выполнение операций в l-м цехе; Ксм — число рабочих смен в сутки; Тсм — продолжительность смены, ч; Jil — количество операций обработки деталей i -го наименования в l -м цехе; qij — число рабочих мест, на которых одновременно обрабатывается партия i -х деталей на j -й операции; tмо - межоперационное время, раб. дн; t еci l — длительность естественных процессов, раб. дн; t шкij — норма штучно-калькуляционного времени обработки i -й детали на j -й операции, ч/шт.; gjl – – коэффициент выполнения норм времени на s -й группе оборудования в l -м цехе.
- индекс операции; dl — коэффициент параллельности, учитывающий одновременное выполнение операций в l-м цехе; Ксм — число рабочих смен в сутки; Тсм — продолжительность смены, ч; Jil — количество операций обработки деталей i -го наименования в l -м цехе; qij — число рабочих мест, на которых одновременно обрабатывается партия i -х деталей на j -й операции; tмо - межоперационное время, раб. дн; t еci l — длительность естественных процессов, раб. дн; t шкij — норма штучно-калькуляционного времени обработки i -й детали на j -й операции, ч/шт.; gjl – – коэффициент выполнения норм времени на s -й группе оборудования в l -м цехе.