Сверлильные и расточные станки
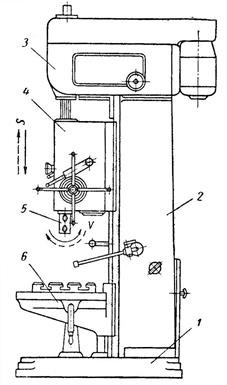
Сверлильные станки предназначены для сверления глухих и сквозных отверстий, рассверливания, зенкерования, развертывания, растачивания, нарезания резьбы. Основные формообразующие движения на сверлильных операциях: главное – вращение шпинделя с РИ и движение подачи шпинделя станка. Кинематические цепи сверлильных станков, осуществляющие эти движения, имеют самостоятельные органы настройки, посредством которых устанавливается необходимая скорость вращения РИ и его подача. Сверлильные станки подразделяются на вертикально-сверлильные, радиально-сверлильные, для глубокого сверления, центровальные и многошпиндельные. Вертикально-сверлильные и радиально-сверлильные станки наиболее распространены на предприятиях общего машиностроения. Основные размеры сверлильных станков: наибольший диаметр сверления в стали средней твердости, номер конуса шпинделя, вылет шпинделя, наименьшее и наибольшее расстояние от торца шпинделя до стола и до фундаментной плиты. Настольные сверлильные станки позволяют сверлить отверстия диаметром до 16 мм в заготовке из стали, вертикально- и радиально-сверлильные – до 75 мм, что обусловлено мощностью привода главного движения и жесткостью несущей системы станков. Устройство вертикально-сверлильного станка иллюстрирует рис. 65.
Вертикально-сверлильные станки применяются для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства, в ремонтно-механических и инструментальных цехах. Шпиндель вертикально-сверлильных станков имеет 6 – 12 ступеней скорости, обеспечиваемых сочетанием коробки скоростей с одно- или двухскоростным электродвигателем. Некоторые модели станков имеют вместо коробки скоростей бесступенчатый вариатор. Коробка подач вертикально-сверлильных станков имеет кинематическую связь со шпинделем, и позволяет получить 4 – 12 величин скоростей подач. Стол вертикально-сверлильных станков может быть неподвижным или подвижным (крестовый стол, который применяют на станках, используемых в серийном производстве). Для обработки отверстий в заготовках на вертикально-сверлильных станках используют различные приспособления: от универсальных тисков или прихватов до кондукторов с направляющими втулками. Инструмент закрепляют либо непосредственно в шпинделе, либо посредством переходных конических оправок (типы и размеры инструментальных конусов приведены в прил. 3) или патронов различного назначения (цанговые для сверл и зенкеров, плавающие для метчиков и разверток).
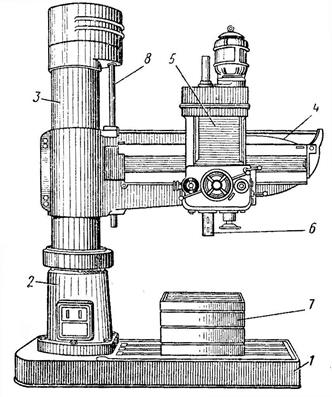
Радиально-сверлильные станки предназначены для многоинструментальной обработки отверстий в заготовках крупных деталей при единичном и серийном производстве. При этом совмещение оси отверстия заготовки с осью шпинделя достигается перемещением шпинделя (в полярных координатах) относительно неподвижной заготовки. Конструкция станка (рис. 66) позволяет установить шпиндель с РИ в любой точке рабочей зоны станка за счет перемещения шпиндельной головки (бабки) по направляющим траверсы (рукава) и поворота траверсы вокруг колонны. На радиально-сверлильных станках общего назначения заготовки устанавливаются на столе, либо непосредственно на фундаментной плите. Радиально-сверлильные станки могут выполняться переносными, которые предназначены для обработки отверстий в крупногабаритных заготовках и устанавливаются на саму заготовку краном. Для обработки отверстий в конструкциях железнодорожных мостов используют самоходные радиально-сверлильные станки на железнодорожном ходу. Многошпиндельные сверлильные станки и головки применяют для одновременной обработки нескольких отверстий в крупносерийном производстве. Применение многошпиндельной головки позволяет превратить универсальный вертикально-сверлильный станок в специальный. Расточные станки предназначены для растачивания, сверления, зенкерования, нарезания внутренней и наружной резьб, обтачивания цилиндрических поверхностей, подрезки торцев, цилиндрического и торцового фрезерования в первую очередь заготовок корпусных деталей. В ряде случаев на расточных станках можно произвести окончательную обработку заготовки корпусной детали без перестановки ее на другие станки. Отличительной особенностью расточных станков является наличие горизонтального (вертикального) шпинделя, совершающего движение осевой подачи. В отверстии шпинделя закрепляется РИ – борштанга с резцами, сверло, зенкер и т.д.
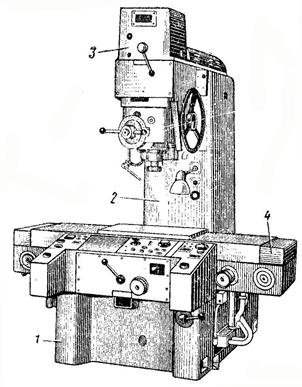
В зависимости от характера выполняемых операций, назначения и конструктивных особенностей расточные станки подразделяют на универсальный и специализированные. В свою очередь, универсальные станки разделяют на горизонтально-расточные (рис. 67), координатно-расточные (рис. 68а) и алмазно-расточные (отделочно-расточные) (рис. 68б). Для всех указанных типов станков размером, определяющим все основные размеры станка, является диаметр расточного шпинделя. Формообразующие движения в расточных станках: вращение шпинделя и движение подачи, причем подача может сообщаться либо РИ, либо заготовке, в зависимости от условий обработки. Вспомогательные движения: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола в продольном или поперечном направлениях, установочное перемещение задней стойки с люнетом, перемещение люнета по стойке и т.д.
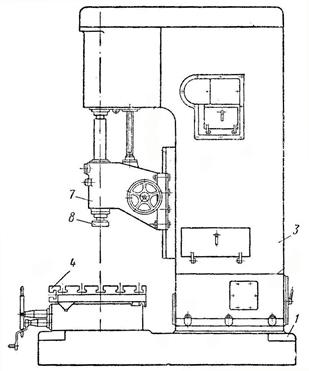
Координатно-расточные станки (рис. 68а) предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Кроме растачивания на данных станках можно выполнять сверление, чистовое фрезерование, разметку и проверку линейных размеров (межцентровых расстояний). Благодаря широкому спектру приспособлений (поворотные столы и т.д.) на координатно-расточных станках можно обрабатывать отверстия, размеры которых заданы в полярной системе координат, наклонные и взаимноперпендикулярные отверстия. При этом, например, станок 2А450 обеспечивает точность расстояний между осями отверстий до 6 мкм. Главное движение в координатно-расточных станках – вращение шпинделя РИ. Осевая подача осуществляется выдвижением шпиндельной втулки (гильзы), продольная и поперечная подачи – перемещениями стола. При этом в механизмах координатно-расточных станков кинематические связи относительно несложные, что позволяет снизить погрешности, связанные с дискретами зубчатых передач. В этих условиях широкое варьирование скоростями резания и подач, а также позиционирование заготовки и РИ обеспечивается регулируемыми электродвигателями. Алмазно-расточные станки (рис. 68б) предназначены для финишной обработки отверстий. Тонкое (алмазное) растачивание обеспечивает высокую точность геометрической формы отверстий и высокий класс чистоты поверхности. Эти станки применяют для растачивания корпусных деталей станков, цилиндров авиационных и автомобильных двигателей и др. В зависимости от расположения оси вращения шпинделя алмазно-расточные станки подразделяют на вертикальные и горизонтальные, по числу шпинделей – на одно- и многошпиндельные. Главным движением в алмазно-расточных станках является вращение расточного шпинделя с РИ. Движение подачи в горизонтальных станках сообщается столу с закрепленной заготовкой, в вертикальных – шпинделю. В специализированных станках движение подачи может придаваться шпиндельной головке. Шпиндели алмазно-расточных станков монтируются в прецизионных подшипниках качения или скольжения.
|