
Особенности конструировании корпусовДля размещения подвижных деталей в корпусах любого типа выполняются отверстия, которые должны быть точно расположены одно относительно другого и базовых поверхностей. Размеры корпуса определяются габаритными размерами сборочных единиц и деталей устанавливаемых внутри. Конструирование корпуса осуществляется, как правило, после разработки кинематической и компоновочной схем механизма. При установлении размеров внутренней поверхности корпуса необходимо предусматривать соответствующие зазоры, размер зазора долен быть больше суммы допусков на неточность изготовления корпуса и устанавливаемых в нем деталей. Форма и размеры корпуса во многом определяются способом его изготовления. В связи с этим различают: цельноточеные, сварные, штампованные, прессованные и литые корпуса. Цельноточеные корпуса широко используют в условиях единичного производства. Они, как правило, состоят из нескольких деталей: корпуса и одной или нескольких крышек. Сварные корпуса выполняют чаще всего из проката (листы, полосы, трубы...). После сварки корпуса рекомендуется отжигать, а иногда и рихтовать, затем осуществляют механическую обработку плоскостей и отверстий. Для силовых механизмов толщина стенки сварных корпусов ориентировочно может быть выбрана из соотношения:
Мвр - вращающий момент на тихоходном валу. Если нагрузки действующие на механизм невелики, то толщина стенки определяется типом сварки и усилиями возникающими при обработке корпуса после сварки. Для повышения жесткости корпуса его усиливают ребрами, располагаемыми снаружи, как правило, у мест крепления подшипников. Для более точной сборки деталей корпуса перед сваркой необходимо предусмотреть установочные поверхности. Для единичного производства сварные корпуса оказываются значительно дешевле, чем литые. Штампованные детали корпусов изготавливают из листовых и полосовых заготовок, они находят широкое применение в приборостроении благодаря высокой производительности процессов штамповки, малому отходу материала, небольшим доделочным операциям и низкой стоимости деталей при массовом производстве. При конструировании корпусных штампованных деталей необходимо учитывать следующие требования технологичности: · Детали должны иметь по возможности простой контур, состоящий из прямых дуг окружностей и не содержащий острых углов, узких и длинных выступов и впадин. · Все острые углы следует закруглять радиусами, превышающими (0.25-0.6)S где S - толщина листа. · Наименьшие размеры пробиваемых отверстий должны быть не меньше (0,8-1,0)S. · Наименьшие расстояние между одновременно пробиваемыми отверстиями должно составлять (2-3)S. · Следует правильно назначать направления и радиус гибки R в зависимости от материала [Rmin=(0.3-3)S]. · При конструировании малых деталей, изготавливаемых вытяжкой в штампах, необходимо применять высокопластичные материалы (стали 0,8, Ст-2кл, латуни Л90, Л80, Л68, Алюминий А0, АМ, медь и др.). Точность деталей, получаемых штамповкой, относительно невысокая. Прессованные корпусные детали обычно изготавливают из пластмасс. Они отличаются малой массой, стойкостью против коррозии, высокими изоляционными свойствами и низкой стоимостью. Метод прессования позволят получать детали сложной формы и сравнительно высокой жесткости. При конструировании деталей из пластмасс следует учитывать ряд особенностей их изготовления: · Обеспечивать легкое извлечение деталей из пресс-форм (предусматривать технологические уклоны10-300) · Толщину стенок выбирать одинаковой, а острые углы закруглять · Толщину стенок выбирать минимальной (1,5-2,5мм) в зависимости от глубины прессования. · Для повышения прочности – следует предусматривать ребра жесткости. Отверстия в деталях следует располагать вдоль направления прессования и соблюдать рекомендации для соотношения диаметров и глубин глухих отверстий [h≤(1-3)d] размер перемычки «b» между отверстиями или отверстием и краем детали необходимо выбирать из следующих условий b≥1.5-2мм при d=1.5-3мм и b≥3-3.5мм при d=3-1,мм. Наименьший диаметр d внутренней и наружной резьбы, получаемый прессованием, равен соответственно 2 и 4мм при l/d≤2, где l-длинна резьбы. В конструкциях кронштейнов и стоек целесообразно предусматривать необходимую арматуру - подшипники скольжения, различные втулки, колонки и прочие детали арматуры, подлежащие запрессовке. На внешней поверхности должны быть предусмотрены поперечные канавки, предохраняющие их от смещения при эксплуатации. Для изготовления корпусов и корпусных деталей широко используют литье различных видов: в землю, в металлические формы, под давлением и выплавляемым моделям. Литьё в землю применяют при мелкосерийном производстве крупногабаритных корпусов из стали, чугунов и алюминиевых сплавов. Точность размеров отливок соответствует 15 квалитету. При этом припуск на механическую обработку достигает 25% массы деталей. Переход на другие виды литья позволяет снизить трудоемкость изготовления отливок. Литье по выплавляемым моделям применяют для получения деталей сложной конфигурации из сталей и цветных сплавов, точность соответствует 11-12 квалитету, а наименьшая толщина стенки составляет 1мм. Литые корпуса приборов и устройств изготавливают в основном литьем под давлением из алюминиевых, магниевых, цинковых и медных сплавов. Точность отливок соответствует 9-12 квалитету, а наименьшая толщина стенок на механическую обработку составляет 0,3-1мм. Поверхности литых корпусов должны быть образованы плоскостями, коническими или цилиндрическими поверхностями. На всех поверхностях, перпендикулярных плоскости разъема, необходимо предусматривать линейные, технологические уклоны, значение которых зависит от способа литья и высоты отливки. При литье под давлением наружные уклоны составляют 0,5-1% высоты. Для получения отливок без литейных пороков и внутренних напряжений необходимо предусматривать закругления всех острых углов. Радиус закругления определяют в зависимости от способов литья и толщины сопряженных стенок. Для уменьшения размеров обрабатываемых поверхностей плоскости заменяют выступами, опорными площадками. Наименьшая высота прилива, обеспечивающая его свободную механическую обработку, зависит от размеров отливки и составляет 2-3мм. В разъемных корпусах, для удобства сборки валы располагаются в одной плоскости. Расточку отверстий под подшипники, обработку торцовых поверхностей, сверление отверстий под крепежные детали обычно выполняют в собранном корпусе после обработки соприкасающихся плоскостей.
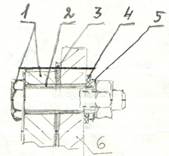
1-алюминий 2-пластмассовая втулка 3-изоляционная масса 4-пластмассовая шайба 5-стальная кадмированная шайба 6-сталь
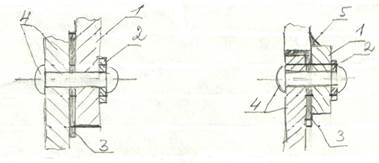
Герметизация стыка при болтовом соединение.
1- 2- стальная кадмированная шайба 3- изолирующая шайба, паста или краска 4- сталь 5-сварной шов
Герметизация стыка при соединении клепкой.
|
 алюминий
алюминий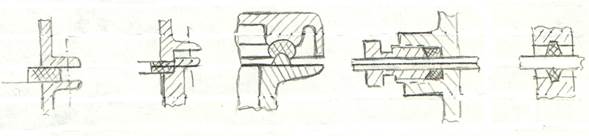
 Дверцы с профилированным шнуром
Дверцы с профилированным шнуром

 Стенки шкафа
Стенки шкафа


