Режущий инструмент для сверлильных и расточных станковОсновными видами инструмента, используемого на станках сверлильно-расточной группы, являются сверла, зенкеры, зенковки, развертки, расточные резцы, блоки и др., обеспечивающие обработку отверстий. Сверла. На станках с ЧПУ применяют различные типы сверл в зависимости от диаметров, конфигурации и точности обрабатываемых отверстий, а также других конкретных условий их эксплуатации. Спиральные укороченные сверла с цилиндрическим хвостовиком диаметром 10—20 мм (рис.11,а) предназначены для предварительного центрования отверстий. Конструктивные отличия этих сверл от стандартных точного исполнения (ГОСТ 4010—77) состоят в том, что уменьшена длина их рабочей части, уменьшены допуски на симметричность сердцевины и осевое биение. Хвостовики сверл не имеют обратной конусности. Угол при вершине 2φ = 90°. Такая заточка обеспечивает получение центровой лунки (рис. 11,б), которая в момент засверливания последующим сверлом устраняет контакт перемычки с металлом. Все это позволяет увеличить точность центрования по сравнению со стандартными сверлами. Основные размеры используемых на станках с ЧПУ спиральных сверл с цилиндрическим хвостовиком диаметром 3—20 мм (ОСТ 2-И20-1—80) стандартизованы (ГОСТ 10902—77).
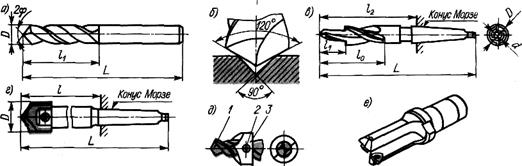
Рис.11. Инструмент для обработки отверстий: а — центровое сверло; б — схема центровой лунки; в — ступенчатое сверло с коническим хвостовиком и углом 2φ=180° на второй ступени; г — перовое сборное сверло с пластинами из быстрорежущей стали; д — сборное ступенчатое сверло: е — сверло с СМП Спиральные сверла с коническим хвостовиком диаметром 6-30 мм (ОСТ 2-И20-2-80) имеют размеры по ГОСТ 10903—77. У этих сверл по сравнению с соответствующими стандартными точного исполнения уменьшены допуски на симметричность сердцевины сверла, осевое биение режущих кромок, радиальное биение по ленточкам. Эти изменения в конструкции позволяют повысить стойкость сверл и точность обработки отверстий. Сверлами с коническим хвостовиком отверстия можно обрабатывать без предварительного центрования. Ступенчатые сверла (рис.11, в) предназначены для обработки ступенчатых отверстий под головки винтов в деталях из конструкционных- материалов. Сверла имеют две ступени, большая из которых имеет четыре ленточки, что повышает точность обработки. Применяют сверла как с цилиндрическим, так и с коническим хвостовиком. Перовые сверла (рис.11, г) используют при сверлении отверстий диаметром 25—80 мм. По сравнению со спиральными их отличают следующие преимущества: 1. простота изготовления сверл большого диаметра и повышенная точность 2. повышенная жесткость и прочность конструкции; 3. меньшая стоимость перового сверла по сравнению со стоимостью равных Сборные ступенчатые сверла (рис.11, д) позволяют регулировать длину меньшей ступени в широких пределах и более просты в изготовлении: на рабочей части стандартного сверла 1 винтом 2 закрепляют специальную насадку 3. В таком сверле, меняя насадку, можно при одном и том же меньшем диаметре изменять больший диаметр. Сверла с СМП (рис.11,е) используют для сверления сравнительно коротких [(1,5-2,5)d] отверстий диаметром 18—80 мм. Наружная режущая кромка сверла может быть использована также для дополнительной обточки наружных поверхностей и однолезвийного растачивания отверстий. По сравнению с быстрорежущими спиральными сверлами указанные сверла обеспечивают увеличение скорости резания не менее чем в 5—10 раз (до 300 м/мин) при снижении подачи на оборот в два-три раза и при уменьшении усилия подачи до 60 %. Сверла сохраняют постоянную длину, поэтому особенно удобны для станков с ЧПУ. Особенностью эксплуатации сверл является необходимость подвода СОЖ через внутренние каналы под давлением 0,15—0,25 МПа. Для вращающегося инструмента должны быть предусмотрены специальные устройства для подвода СОЖ. На станках с ЧПУ используют сверла и других конструкций. Зенкеры, зенковки, развертки, метчики. Для станков с ЧПУ рекомендуются зенкеры диаметром 10—40 мм (ОСТ 2-И22-1-80), элементы конструкций которых и геометрические параметры отвечают приложению к ГОСТ 12489—71. По сравнению со стандартными зенкеры для станков с ЧПУ обеспечивают более высокие требования к биению цилиндрических ленточек и шероховатости передних и задних поверхностей режущих зубьев. Рекомендуется использовать зенкеры с износостойким покрытием. Зенковки цилиндрические и конические (ГОСТ 14953—80) используют для обработки центровых отверстий по ГОСТ 14034—74, снятия фасок в точных отверстиях и обработки поверхностей под крепежные детали. Конические зенковки выпускаются с углами конуса 60, 90 и 120°. Развертки, рекомендуемые к применению на станках с ЧПУ, могут быть быстрорежущими и твердосплавными. Быстрорежущие имеют диаметры 5— 50 мм (ОСТ 2-И26-1—74), они бывают с цилиндрическим и коническим хвостовиками и насадными. Твердосплавные развертки (ГОСТ 11175—80) изготовляют с повышенной точностью, их выполняют или с коническим хвостовиком, или насадными. Метчики для станков с ЧПУ отвечают требованиям ОСТ 2-И52-1-80. Они имеют следующие особенности: 1) метчики диаметром до 16 мм включительно изготовляются цельными; 2) метчики для нарезания резьбы в сталях средней и высокой прочности имеют комбинированную заборную часть, исключающую сколы режущих зубьев; 3) регламентирован параметр шероховатости центровых отверстий и предусмотрена предохранительная фаска; 4) ужесточены требования к биению режущих кромок и резьбовых элементов; 5) внутренний диаметр метчиков ограничен нижним и верхним отклонениями; 6) величина затылования резьбы по профилю задана из расчета получения оптимальных задних боковых углов; 7) передние углы метчиков дифференцированы по обрабатываемым материалам.
|