Разработка чертежа отливки
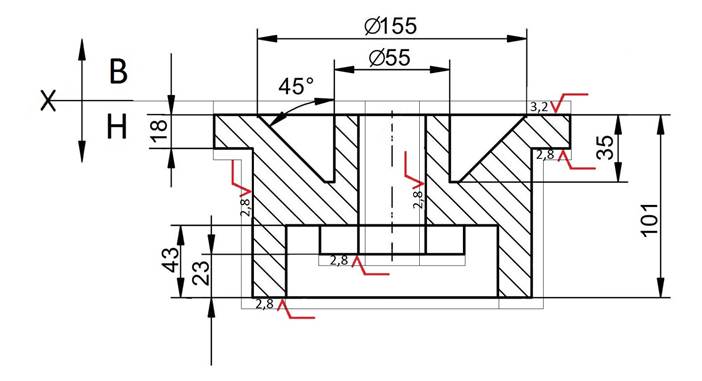
3.1) Предварительно нанесем плоскость разъема отливки и укажем вверх и низ отливки.  3.2) Нанесем припуски h на механическую обработку. Для этого нанесем значки на поверхности, подлежащие обработке. Припуск назначаем по выданным таблицам №2, №3, №4. 3.2) Нанесем припуски h на механическую обработку. Для этого нанесем значки на поверхности, подлежащие обработке. Припуск назначаем по выданным таблицам №2, №3, №4.
| | | | Таблица №2
| |   Классы точности размеров и ряды припусков на механическую обработку отливок для различных способов литья Классы точности размеров и ряды припусков на механическую обработку отливок для различных способов литья
| | | | | Способ литья
| Максимальный размер отливки, мм
| Тип металла и сплава
| | | Цветные
| Серый чугун
| Сталь
| | | Под давлением, выжиманием, вакуумным всасыванием
| До 100
| 3...5
| 3...6
| 4...7
| | |
|
|
| | | Более 100
| 3...6
| 4...7
| 5...7
| | |
|
|
| | | В керамические формы по выплавляемым и выжигаемым моделям
| До 100
| 3...6
| 4...7
| 5...7
| | |
| 1...2
| 1...2
| | | Более 100
| 4...7
| 5...7
| 5...6
| | | 1...2
| 1...2
| 1...2
| | В кокиль и под низким давлением  без и с песчаными стержнями, литье в формы, отверждаемые в контакте с оснасткой без и с песчаными стержнями, литье в формы, отверждаемые в контакте с оснасткой
| До 100
| 4...9
| 5...10
| 5...11
| | | 1...2
| 1...3
| 1...3
| | | 100-630
| 5...10.
| 5...11.
| 6...11.
| | | 1...3
| 1...3
| 2...4
| | | Более 630
| 5...11
| 6...11
| 7...12
| | | 1...3
| 2...4
| 2...5
| | | Литье в песчаные формы (сырые и сухие), центробежное литье
| До 630
| 6...11
| 7...12
| 7...13
| | | 2…4
| 2...4
| 2...5
| | | 630-4000
| 7...12
| 8...13
| 9...13
| | | 2...4
| 3...5
| 3...6.
| | | Более 4000
| 8...13
| 9...13
| 9...13
| | | 3...5
| 3...6
| 4...6
| | | | | | | | | | Примечание: В числителе указаны классы точности размеров, в знаменателе - ряды припусков. Меньшие их значения относятся к простым отливкам и условиям массового автоматизированного производства; большие - к сложным, мелкосерийно и индивидуально изготовленным отливкам; средние - к отливкам средней сложности и условиям механизированного серийного производства.
| | | | | | | | | |
А) Согласно таблице №2 интервалы возможных значений классов точности и рядов припусков составляют  (максимальный габаритный размер отливки не превышает 630 мм, материал – серый чугун) Учитывая что отливка имеет простую форму принимаем класс точности 7, ряд припуска 2, обеспечивающие наиболее жесткие величины допусков на размеры отливки и припуски на её механическую обработку. (максимальный габаритный размер отливки не превышает 630 мм, материал – серый чугун) Учитывая что отливка имеет простую форму принимаем класс точности 7, ряд припуска 2, обеспечивающие наиболее жесткие величины допусков на размеры отливки и припуски на её механическую обработку.
| Допуски линейных размеров отливок (на сторону)
| | | | | | | | | | | | | | | | | | Номинальный размер, мм
| Допуски размеров отливок, мм, не более, для классов точности
| |
|
|
|
|
|
|
|
|
|
|
|
|
| | | До 4
| 0,06
| 0,08
| 0,16
| 0,24
| 0,32
| 0,50
| 0,61
| 1,00
| 1,20
| 2,00
| -
| -
| -
| | | 4..6
| 0,07
| 0,09
| 0,18
| 0,28
| 0,36
| 0,56
| 0,70
| 1,10
| 1,40
| 2,20
| 2,80
| -
| -
| | | 7..10
| 0,08
| 0,10
| 0,20
| 0,32
| 0,40
| 0,64
| 0,80
| 1,20
| 1,60
| 2,40
| 3,20
| 5,00
| -
| | | 11..16
| 0,09
| 0,11
| 0,22
| 0,36
| 0,44
| 0,70
| 0,90
| 1,40
| 1,80
| 2,80
| 3,60
| 5,60
| 7,00
| | | 17..25
| 0,10
| 0,12
| 0,24
| 0,40
| 0,50
| 0,80
| 1,00
| 1,60
| 2,00
| 3,20
| 4,00
| 6,40
| 8,00
| | | 26..40
| 0,11
| 0,14
| 0,28
| 0,44
| 0,56
| 0,90
| 1,10
| 1,80
| 2,20
| 3,60
| 4,40
| 7,00
| 9,00
| | | 40..63
| 0,12
| 0,16
| 0,32
| 0,50
| 0,64
| 1,00
| 1,20
| 2,00
| 2,40
| 4,00
| 5,00
| 8,00
| 10,00
| | | 64..100
| 0,14
| 0,18
| 0,38
| 0,56
| 0,70
| 1,10
| 1,40
| 2,20
| 2,80
| 4,40
| 5,60
| 9,00
| 11,00
| | | 101..160
| 0,16
| 0,20
| 0,40
| 0,64
| 0,80
| 1,20
| 1,60
| 2,40
| 3,20
| 5,00
| 6,40
| 10,00
| 12,00
| | | 161..250
| -
| -
| 0,44
| 0,70
| 0,90
| 1,40
| 1,80
| 2,80
| 3,60
| 5,60
| 7,00
| 11,00
| 14,00
| | | 251..400
| -
| -
| 0,50
| 0,80
| 1,00
| 1,60
| 2,00
| 3,20
| 4,00
| 6,40
| 8,00
| 12,00
| 16,00
| | | | | | | | | | | | | | | | | | | |
Б) Из табл. №3 по установленным классу точности и номинальному размеру поверхности, определяется численное значение допуска (Td=1.40)
| | | | | | Таблица№4
| | Припуски на механическую обработку
| | | | | | | | | | Допуски размеров отливок, мм
| Для рядов, не более
| |
|
|
|
|
|
| | До 0,12
| 0,4
| -
| -
| -
| -
| -
| | 0,12...0,16
| 0,5
| 0,8
| -
| -
| -
| -
| | 0,16...0,20
| 0,6
| 1,0
| 1,4
| -
| -
| -
| | 0,20...0,24
| 0,7
| 1,1
| 1,5
| -
| -
| -
| | 0,24...0,30
| 0,8
| 1,2
| 1,6
| 2,2
| 3,0
| -
| | 0,30...0,40
| 0,9
| 1,3
| 1,8
| 2,4
| 3,2
| -
| | 0,40...0,50
| 1,0
| 1,4
| 2,0
| 2,6
| 3,5
| -
| | 0,50...0,60
| 1,2
| 1,6
| 2,2
| 2,8
| 3,6
| -
| | 0,60...0,80
| 1,4
| 1,8
| 2,4
| 3,0
| 3,8
| 5,0
| | 0,80...1,0
| 1,6
| 2,0
| 2,8
| 3,2
| 4,0
| 5,5
| | 1,0...1,2
| 2,0
| 2,4
| 3,0
| 3,4
| 4,2
| 6,0
| | 1,2...1,6
| 2,4
| 2,8
| 3,2
| 3,8
| 4,6
| 6,5
| | 1,6...2,0
| 2,8
| 3,2
| 3,6
| 4,2
| 5,0
| 7,0
| | 2,0...2,4
| 3,2
| 3,6
| 4,0
| 4,6
| 5,5
| 7,5
| | 2,4...3,0
| 3,6
| 4,0
| 4,5
| 5,0
| 6,5
| 8,0
| | 3,0...4,0
| 4,5
| 5,0
| 5,5
| 6,5
| 7,0
| 9,0
| | 4,0...5,0
| 5,5
| 6,0
| 6,5
| 7,5
| 8,0
| 10,0
|
В) Из табл.4 по величине допуска на размер найденного по табл. №2 ряда припуска определим припуски на механическую обработку. Для допуска Td=1.40 и ряда 2 припуск на механическую обработку будет равен 2.8.
В результате получаем: для отливки 7-го класса точности с размером 201 мм допуск будет равен 1.4 мм, припуск на обработку 2.8 мм (3.2 мм для верхней поверхности)
 Отметим окончательное положение плоскости разъема, и начертим деталь с учетом припусков на механическую обработку. Отметим окончательное положение плоскости разъема, и начертим деталь с учетом припусков на механическую обработку.

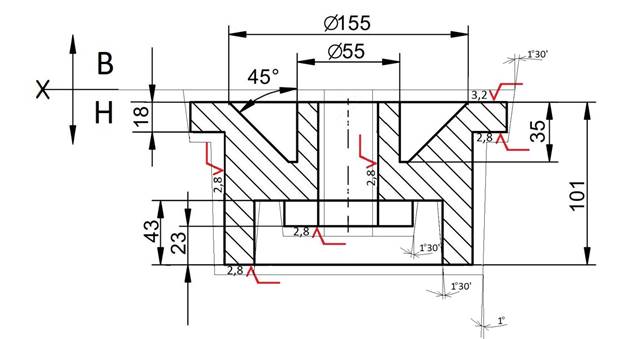
3.3) Нанесем формовочные уклоны пользуясь табл. №5
| | | | Таблица №5
| | | Формовочные уклоны
| | | | | | | | Высота поверхности модели, извлекаемой из формы
| Угол наклона b поверхностей,
| | образующих полость формы
| образующих узкие выступы и углубления в полости формы
| | Металлическая, пластмассовая модели
| Деревянная модель
| Металлическая, пластмассовая модели
| Деревянная модель
| | £20
| 1°30'
| 3°
| 3°
| 3°
| | 21...50
| 1°
| 1°30'
| 2°
| 2°30'
| | 51...100
| 0°45'
| 1°
| 1°
| 1°30'
| | 101...200
| 0°30'
| 0°45'
| 0°45'
| 1°
| | 201...300
| 0°30'
| 0°30'
| 0°45'
| 1°
| | 301...800
| 0°20'
| 0°30'
| 0°30'
| 0°45'
| | 801...2000
| -
| 0°20'
| -
| 0°30'
| | >2000
| -
| -
| -
| 0°15'
| Т.к. используется деревянная модель для участка длиной 83мм (с учетом припусков на обработку) назначаем уклоны 1° для участков длиной 45.8 мм, 24 мм и 22.8 мм назначаем уклон в 1°30' согласно вышеуказанной таблице.
3.4) Нанесем на чертеж галтели исходя из формулы:
R=(1/3;1/5) 
Где полусумма толщин сопрягаемых стенок отливки, коэффициент 1.3 назначают в случае  50мм, 1.5 назначают в случае 50мм, 1.5 назначают в случае  50мм. 50мм.
В данном случае галтелей будет три, для которых a=23 или 24мм, b=22,8 мм, т.к. (23+22,8)/2=22,9<50 мм и (24+22,8)/2=23,4<50 то принимаем коэффициент 1.3. Тогда радиус галтелей R=  = 8 мм и R= = 8 мм и R=  = 8 мм, полученный радиус отвечает стандартному ряду чисел: 1,2,3,5,8… = 8 мм, полученный радиус отвечает стандартному ряду чисел: 1,2,3,5,8…
Следовательно R принимаем 8 мм.
Тогда получаем:
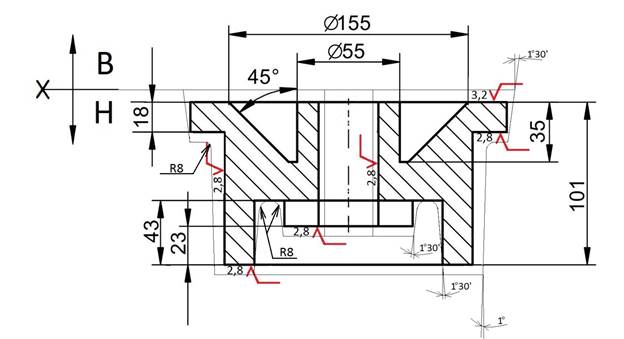
3.5) Назначим неуказанные литейные радиусы на острые углы: «Неуказанные литейные радиусы R=3»
3.6)Вычертим получившейся чертеж отливки 

Расчетные и графические задания Равновесный объем - это объем, определяемый равенством спроса и предложения...
|

Кардиналистский и ординалистский подходы Кардиналистский (количественный подход) к анализу полезности основан на представлении о возможности измерения различных благ в условных единицах полезности...
|

Обзор компонентов Multisim Компоненты – это основа любой схемы, это все элементы, из которых она состоит. Multisim оперирует с двумя категориями...
|

Композиция из абстрактных геометрических фигур Данная композиция состоит из линий, штриховки, абстрактных геометрических форм...
|
|
Дренирование желчных протоков Показаниями к дренированию желчных протоков являются декомпрессия на фоне внутрипротоковой гипертензии, интраоперационная холангиография, контроль за динамикой восстановления пассажа желчи в 12-перстную кишку...
Деятельность сестер милосердия общин Красного Креста ярко проявилась в период Тритоны – интервалы, в которых содержится три тона. К тритонам относятся увеличенная кварта (ув.4) и уменьшенная квинта (ум.5). Их можно построить на ступенях натурального и гармонического мажора и минора.
...
Понятие о синдроме нарушения бронхиальной проходимости и его клинические проявления Синдром нарушения бронхиальной проходимости (бронхообструктивный синдром) – это патологическое состояние...
|
|
Кран машиниста усл. № 394 – назначение и устройство Кран машиниста условный номер 394 предназначен для управления тормозами поезда...
Приложение Г: Особенности заполнение справки формы ву-45
После выполнения полного опробования тормозов, а так же после сокращенного, если предварительно на станции было произведено полное опробование тормозов состава от стационарной установки с автоматической регистрацией параметров или без...
Измерение следующих дефектов: ползун, выщербина, неравномерный прокат, равномерный прокат, кольцевая выработка, откол обода колеса, тонкий гребень, протёртость средней части оси
Величину проката определяют с помощью вертикального движка 2 сухаря 3 шаблона 1 по кругу катания...
|
|
