ВНУТРИШЛИФОВАЛЬНЫЙ СТАНОК ЗА228Внутришлифовальные станки по характеру круговой подачи выпускают обычными (простыми) и планетарными. Обычные станки применяют для шлифования отверстий в деталях, которые можно закреплять в патроне и которым можно сообщать вращательное движение. Такие станки получили наибольшее распространение. Для шлифования отверстий в тяжелых деталях, а также в деталях несимметричной формы используют планетарные внутришлифовальные станки (см. рис. 111, г). Станок ЗА228 (рис. 117) является универсальным внутришлифовальным станком (простым). Он предназначен для шлифования цилиндрических и конических отверстий. Характеристика станка. Наибольший диаметр шлифуемого отверстия 200 мм; наибольшая длина шлифования 200 мм; частота вращения шлифовального круга 4500—14800 об/мин; частота вращения детали 85—600 об/мин; габаритные размеры 3360x1600 X 1930 мм; масса 4975 мм. Принцип работы станка состоит в следующем. Обрабатываемую деталь закрепляют в специальном патроне 1 (рис. 117), смонтированном на шпинделе передней бабки 2. Зажим осуществляется с помощью гидропривода 3. Деталь получает вращательное движение, а шлифовальный круг - вращательное и возвратно-поступательное вместе со шлифовальной бабкой 4 и столом 6, а также периодически поперечную подачу по направляющим суппорта 5
Рис. 117. Внутришлифовальный станок ЗА228: 1 - станина; 2 - бабка изделия; 3 - шлифовальный круг. 4 - шпиндель шлифовальной бабки; 5 - шлифовальная бабка; 6 - стол. 7 - органы управления. Главное движение - вращение шлифовального круга - осуществляется от электродвигателя (N = 4,5 кВт, п = 2900 об/мин) через плоскоременную передачу со сменными шкивами. Круговая подача - вращение обрабатываемой детали—производится от 80 клиноременную передачу — Продольная подача - возвратно-поступательное движение шлифовального круга - осуществляется от гидропривода с гидроцилиндром 7. Скорость стола бесступенчато регулируется в пределах 0,1—12 м/мин. Ручное перемещение стол получает от маховика 8 посредством зубчатых 18 18 колес —,— и реечной пары (z = 18, m = 2,5). Гид-
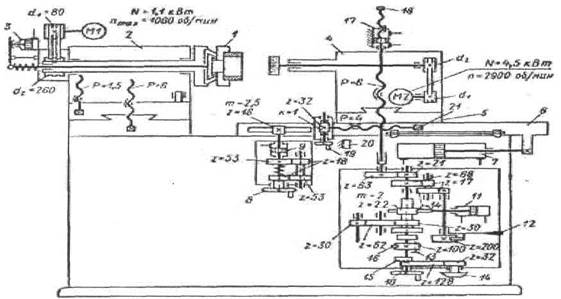
Рис 118. Кинематическая схема внутришлифовального станка ЗА228 равлическое и ручное перемещения стола сблокированы. При осуществлении гидравлической подачи реечное колесо z = 18 с помощью гидроцилиндра 9 выводится из зацепления с рейкой. Тонкая продольная подача шлифовальной бабки при шлифовании торцов осуществляется вручную маховиком 19 через червячную — и винтовую пары с шагом Р = 4 мм. При этом стол предварительно перемещается от гидроцилиндра 7 до момента, когда кулачок 21, закрепленный на столе, не упрется в неподвижный специальный торцовой упор 20. Тогда стол останавливается, а шлифовальная бабка перемещается от маховика 19. Поперечная подача шлифовального круга может быть ручная (непрерывная или дозированная) или автоматическая от гидропривода. Ручная непрерывная 21 подача осуществляется с помощью маховика 10 через зубчатые колеса — и винтовую пару с шагом Р = 6 мм. Дозированная ручная подача производится качанием рычага 12 через 17 17 21 храповую передачу (z = 200), зубчатые передачи —,—,— и винтовую пару (Р 34 68 63 = 6 мм). При обоих видах ручной подачи автоматическая подача от гидропривода отключается кнопкой 13. Автоматическая поперечная подача осуществляется от цилиндра 11 при включенной кнопке 13 (кнопка вводит собачку в зацепление с храповым колесом z = 100). При поступлении масла в правую полость цилиндра 11 его поршень через щиток-рейку передает движение реечному колесу z = 22, от которого через храповое колесо z = 100 и передачу — получает вращение винт поперечной подачи с шагом Р = 6 мм. Реверсирование продольной и поперечной подач производится упорами. Для компенсации износа круга при работе на режиме «в размер» имеется специальный механизм. Кнопкой 14 через зубчатое колесо z=32 и зубчатый сектор z = 128 устанавливают кулачок 15 в положение, соответствующее заданной компенсации. Когда будет достигнут требуемый размер шлифуемого отверстия, ось 16 собачки найдет на кулачок 15, выведет собачку из зацепления с храповым колесом z = 100 и подача прекратится. Быстрый отвод (отскок) шлифовального круга от обрабатываемой поверхности при достижении заданного размера перед выводом круга из отверстия производится гидроцилиндром 17, поршень которого связан с винтом поперечной подачи шлифовальной бабки. Величина отвода устанавливается винтом 18. Станок имеет устройство для правки круга, может быть оснащен торцошлифовальным приспособлением для шлифования торцов деталей специальным кругом. Глава XIX
|